Autotherme 120S-1 is a copper-coated solid wire available in a bright finish, giving smooth flow, stable arc, and spatter-free under optimum welding conditions. The weld metal displays excellent crack resistance and produces sound weld metal with excellent strength and good impact properties. It gives radiographic quality welds. It is ideally suited for welding high-strength Q&T steels, for welding HY-80 and HY-100 steels for military applications. They are also used for various structural applications where tensile strength requirements exceed 760 MPa and excellent toughness is required.
Autotherme 1223 is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. Ideal for welding Ni-Cr-Mo alloys to themselves and to steel, and for surfacing steel. The wires are used in applications where the temperature ranges from cryogenic to 540oC. It also can be used for welding Ni base alloys to steel. Ideal for valves, valve seats, impellers, guide points, bushing, bearings, journals, hot working tools like hot shear blades, forging dies, trimming dies, piercing punches etc.
Autotherme 1400 is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal enhanced resistance to heat and strength up to 1000oC. Weld metal has good thermal shock resistance, hardness retention even at elevated temperatures, work hardening characteristics and corrosion resistance. It is suitable for welding low carbon Ni – Cr – Mo alloys, clad side of low carbon Ni – Cr – Mo alloys and alloys of similar composition. Suitable for surfacing for increased resistance to abrasion, oxidation & corrosion. Ideal for valves, valve seats, impellers, guide points, bushing, bearing, journals, hot working tools like hot shear blades, forging dies, trimming dies, piercing punches etc.
Autotherme 308L is a solid wire for GMAW process, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. Wire contains low carbon 20Cr - 10Ni. The weld metal exhibits excellent resistance to Intergranular Corrosion. It is ideally suited for welding of stainless steels of similar composition like 304L and equivalents, for overlays, surfacing, and repairing castings of similar materials.
AUTOTHERME 309 is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The weld metal has excellent mechanical properties and possesses good oxidation and scaling resistance at elevated temperatures. It is ideally suited for welding stainless steels, wrought and cast materials of similar composition, welding of 18/8 type stainless steels to carbon steels for buffer layers, for welding clad side of 18/8 clad stainless steels, etc.
Autotherme 309L is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The weld metal has excellent mechanical properties and possesses good oxidation and scaling resistance at elevated temperatures. It is ideally suited for welding stainless steels, wrought and cast materials of similar composition, welding of 18/8 type stainless steels to carbon steels for buffer layers, for welding clad side of 18/8 clad stainless steels, etc.
Autotherme 309LMo is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. A highly crack resistant weld deposit which displays good intergranular corrosion resistance and good oxidation and scaling resistance at elevated temperatures. For welding stainless steel of similar composition in wrought or cast form and for overlay application to resist heat and corrosion. Suitable for joining dissimilar steels, such 18-11-Mo steel to mild steel, clad side welding of 18-11-Mo steel, and for buffer layer applications.
Autotherme 316L is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The weld metal has excellent resistance to intergranular corrosion even at elevated temperatures. It is ideally suited for welding stainless steel of similar composition in wrought or cast form and for overlay application to resist heat and corrosion. It is suitable for number of industries like rayon, dye, paper, chemical, fertilizer, petrochemicals, etc.
Autotherme 347 is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The Nb reduces the possibility of intergranular chromium carbide precipitation and thus susceptibility to intergranular corrosion and high temperature strength. It is suitable for welding Cr – Ni stabilized stainless steels of type AISI 347, 321, etc.
AUTOTHERME 410 is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal possesses excellent resistance to corrosion, pitting, abrasion, and impact. It is suitable for joining of similar alloys and for surfacing and overlay applications on unalloyed steels. Ideally suited for surfacing of valves and other components of turbine, steam valves made of 13Cr steel, etc.
Autotherme 70S-2 is triple deoxidized copper coated mild steel wire for GMAW/GTAW, available in bright finish, gives smooth flow, stable arc, and spatter-free under optimum welding conditions. It gives radiographic quality welds. It is suitable for mild steel pipes. Ideal for welding A36, A285 Grade C, A515-55, A516-70, etc
Autotherme 70S-2 (NACE) is triple deoxidized copper-coated mild steel wire for GMAW/GTAW, available in bright finish, gives smooth flow, stable arc and spatter-free under optimum welding conditions. It gives radiographic quality welds. It is designed for single and multi-pass welding of low and medium-carbon steels. Ideal for welding A36, A285 Gr. C, A333 Gr.6, A515-55, A516-70, etc.
Autotherme 80S-D2 is a copper-coated solid wire for GMAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is recommended for welding of molybdenum (~0.5%) containing high strength fine-grained structural steels. The wire also is suitable for welding of penstock pipe-line, fabrication of earth moving equipments, etc. where high tensile strength property is desired from the weld metal. Suitable for welding of ASTM steels: SA-455/ SA-455M, Gr.60, Gr.65 steels of SA-515/ SA- 515M, Gr.60, Gr.65 steels of SA-516/ SA-516M, Class 1 of A, B, C, D grades of SA-533/ SA-533M, etc.
Autotherme 90S-D2 is a copper-coated solid wire for GMAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. This wire is recommended for welding of molybdenum (~0.5%) containing high strength fine-grained structural steels. The wire also is suitable for welding of penstock pipe-line, fabrication of earth moving equipments, etc. where high tensile strength property is desired from the weld metal.
Suitable for welding of ASTM steels: SA-455/ SA-455M, Gr.60, Gr.65, Gr.70 steels of SA- 515/ SA-515M, Gr.60, Gr.65, Gr.70 steels of SA-516/ SA-516M, Class 1 of A gradesof SA-533/ SA-533M, etc.
Autotherme C-Mo is a copper-coated solid wire for GMAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is ideally suited for welding of low alloy ferritic steels of similar composition. The weld metal possesses good high temperature properties. Typical applications include the welding of Carbon Molybdenum steels such as, ASTM Grade F1 of SA-182 & SA-336, Grade A of SA-204, Grade T1/T1a/T1b of SA-209, Grade WC1 of SA-217, Grade A of SA-302, Grade P1 of SA-335, Class 1 of A grades of SA-533, etc.
Autotherme Cr-Mo 1 is a copper-coated solid wire for GMAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is suitable for welding 1.25Cr - 0.5Mo steel. The weld metal possesses good high temperature properties. It deposits notch free weld deposit with excellent mechanical properties. Especially suitable for welding of pipes & tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F2, F11, F12 class 1 & 2 of SA-182, Grade T11of SA-199, Grade T2, T11 & T12 of SA-213, Grade WC6 of SA-217, Grade P2, P11 & P12 of SA-335, Grade FP2, FP11 & FP12 of SA-369, Grade 2, 11 & 12 of SA-387, Grade CP2, CP11 & CP12 of SA-426, etc.
Autotherme Cr-Mo 1 (MOD) is a copper-coated solid wire for GMAW available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. This wire having lesser impurities i.e. S, P, will improve the subzero impact property. It gives radiographic quality welds. It is suitable for welding 1.25Cr - 0.5Mo steel. The weld metal possesses good high temperature properties. Especially suitable for welding of pipes & tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F2, F11, F12 class 1 & 2 of SA-182, Grade T11of SA-199, Grade T2, T11 & T12 of SA-213, Grade WC6 of SA-217, Grade P2, P11 & P12 of SA-335, Grade FP2, FP11 & FP12 of SA-369, Grade 2, 11 & 12 of SA-387, Grade CP2, CP11 & CP12 of SA-426, etc.
Autotherme Cr-Mo 2 is a copper-coated solid wire for GMAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is suitable for welding 2.25Cr - 1Mo steel. The weld metal possesses good high temperature properties. It deposits notch free weld deposit with excellent mechanical properties. Especially suitable for welding of pipes and tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F22 (class 1 & 3) of SA-182 and SA-336, Grade T4, T22 of SA-199, Grade T22 of SA- 213, Grade WC9 of SA-217, Grade P22 of SA-335, Grade FP22 of SA-369, Grade 22, 22L of SA-387, Grade CP22 of SA-426, Grade 22 of SA-541, Class 1 of A, B types of SA-542, etc.
Autotherme Cr-Mo 2 (MOD) is a copper-coated solid wire for GMAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. This wire having lesser impurities i.e. S, P, will improve the subzero impact property. It gives radiographic quality welds. It is suitable for welding 2.25Cr - 1Mo steel. The weld metal possesses good high temperature properties. Especially suitable for welding of pipes and tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F22 (class 1 & 3) of SA-182 and SA-336, Grade T4, T22 of SA- 199, Grade T22 of SA-213, Grade WC9 of SA-217, Grade P22 of SA-335, Grade FP22 of SA-369, Grade 22, 22L of SA-387, Grade CP22 of SA-426, Grade 22 of SA- 541, Class 1 of A, B types of SA-542, etc.
Autotherme Cr-Mo 5 is a copper-coated solid wire for GMAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is suitable for welding 5Cr 0.5Mo steel. The weld metal possesses good high temperature properties. The weld metal possesses excellent creep property up to 550 C. Especially suitable for welding of pipes and tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F5/ F5a & F21 of SA-182, Grade T4, T22 of SA-199, Grade T22 of SA-213, Grade C5 of SA-217, Grade P22 of SA-335, Grade F5 & F21 (class 1&3) of SA-336, Grade FP5, FP21 of SA-369, Grade 5, 21 & 21L of SA-387, Grade CP5, CP21 of SA-426, Class 4, 4a of E types of SA-542, etc.
Autotherme Cr-Mo 9 is a copper-coated solid wire for GMAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is designed for creep resistant steels. It is used for welding base metal of similar compositions, usually in the form of pipe or tubing. Typical applications include welding of A387 Grade 9 plate, A335 P9 pipe, A213 T9 tubes, etc.
Autotherme Cr-Mo 91 is copper-coated a solid wire for GMAW, yielding 9%Cr - 1%Mo and modified with Niobium, Vanadium and Nitrogen designed to provide improved creep strength, toughness, fatigue life, oxidation and corrosion resistance at elevated temperatures. The wire gives stable arc, smooth welding performance and deposits radiographic quality welds. It is designed to weld the materials in power plant, refineries, naptha cracker units, etc. Following are some of the steels that can be welded with this wire.
I) Plate: A 387 Gr.91 (II) Pipes: A 335-P91 (III) Tubes: A 213 - T91
Autotherme Cr-Mo 92 is a copper-coated solid wire for GMAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. The weld metal content 9Cr-1Mo and enriched with Niobium, Vanadium, Nitrogen and tungsten. Tungsten additions provides adequate creep rupture strength at higher steam pressures and temperatures. The controlled addition of alloying elements improves the toughness and weldability. It is specially designed to weld advanced materials, which are being used to improve thermal efficiency in power plant, refineries etc. Ideal for welding steels of similar composition to achieve adequate creep rupture strength. Some typical materials where this electrode can be used are P92, Rotor Steel, E 911 steels, GX12 Cr MoWVNbW11etc.
Autotherme Grade-1223 is a solid wire that gives smooth flow, stable arc and spatter free welding under optimum conditions. It gives radiographic quality welds. Ideal for welding Ni-Cr-Mo alloys to themselves and to steel and for surfacing steel. The wires are used in applications where the temperature ranges from cryogenic to 5400C. It also can be used for welding Ni base alloys to steel. Ideal for valves, valve seats, impellers, guide points, bushing, bearings, journals, hot working tools like hot shear blades, forging dies, trimming dies, piercing punches etc. Also used for weld repair of various iron base alloys and dissimilar joint of Nickel, Cobalt and iron base alloys.
It is a high carbon wire having 20%Cr – 10%Ni. The carbon content is 0.04-0.08% provides higher strength at elevated temperature also. The wire is suitable for welding of base metal of similar composition (AISI 301, 302, 304H and equivalent types). The arc & current carrying characteristics assure excellent performance of outstanding bead and surface finish. Autotherme Grade- 308H can be used in combination with Maxflux SS-4 & Maxflux SS-4(LT).
The nominal composition of this wire is 20%Cr – 10%Ni. For ‘L” grade, the carbon content is <0.03%. The wire is suitable for welding of base metal of similar composition (AISI 301, 302, 304 and equivalent types). Low carbon grade reduces the propensity for carbide precipitation and offers increasing resistance to Intergranular corrosion. The arc & current carrying characteristics assure excellent performance of outstanding bead and surface finish. Autotherme Grade308L can be used in combination with Maxflux SS-4.
Autotherme Grade 309L wire is suitable for welding of 24 % Cr – 13%Ni. Stainless steel wire for SAW. Low carbon grade (0.03 % max) of this wire is also available. The filler metals are used for both joining similar metals or joining of dissimilar metals like; mild steel/ low alloy steel with 302/304 grade stainless steel. Also suitable for cladding applications.
Autotherme Gr. 316L wire is suitable for welding of 18 % Cr, 12 % Ni & 3 % Mo Stainless steel wire for SAW. Low carbon grade (0.03 % max) of this wire is also available. The filler metals are used for joining AISI 316 grade stainless steels and similar alloys
Autotherme Gr.318 is a low carbon, stainless steel wire for the SAW wire capable of making single pass or multiple pass welding for Intergranular corrosion resistant steels of the 18Cr 12Ni 3Mo type, such as AISI 316 and 316L, or somewhat lower alloyed types. Autotherme Gr. 318 can be used in combination with Maxflux SS-4.
Autotherme Gr. 347 continuous, solid corrosion-resistant, chromium nickel wire for welding austenitic chromium nickel alloys of the 18% Cr-8% Ni type. Autotherme Grade-347 has good general corrosion resistance. The alloy is stabilized with niobium to improve resistance to the Intergranular corrosion of the weld metal. Due to the niobium content, this alloy is recommended for use at higher temperatures. This wire can be used in combination with Maxflux SS-4.
Autotherme Grade - 410 is a martensitic stainless steel solid wire available in bright finish, gives smooth flow stable arc & spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal possesses excellent resistance to corrosion pitting abrasion and impact. This wire can be used in combination with Maxflux SS-4flux.
Autotherme Grade – 410 is desired for joining of similar alloy and overlay applications on unalloyed steel. Ideally suited for values and other components of turbine, Steam value made of 13% Cr steel, etc.
Autotherme Grade - 430 is a ferritic stainless steel solid wire available in bright finish, gives smooth flow stable arc & spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal possesses excellent mechanical properties & resistance to corrosion only when the weldment is heat treated after welding. This wire can be used in combination with Maxflux SS-4 flux.
Autotherme Grade – 430 is Ideally suited for surfacing of straight chromium steels and similar materials.
Copper coated high medium-manganese, wire to be used in combination with basic type of flux for the welding of structural steel pressure vessel and boilers involving steels such as A-515 Gr.70.A -516 Gr.70, IS-8500 etc.
Copper coated High manganese special wire to be used in combination with acidic as well as basic flux for the welding of structural steels and fine grained steels requiring, 480MPatensile strength in the stress relieved conditions.
Copper coated High manganese special wire to be used in combination with acidic as well as basic flux for the welding of structural steels and fine grained steels requiring, 480MPatensile strength inthe stressrelieved conditions.
Copper Coated with high manganese contents solid wire for submerged arc welding. These are suitable for welding of structural steels &fine grain steels.
Autotherme Grade-E (Mod) solid wire is suitable for welding of low alloys structural steels. The weld metal possesses high tensile strength and meets the radiographic quality requirements. Especially suitable for welding of structural steels, pressure vessels and other fabrication steels. Suitable for welding of ASTM steels: Grade ASTM A285Gr.A, B, C & ASTM A516, 515Gr.70 etc.
Autotherme Grade-E (Spl) is a manganese-alloyed copper coated wire for the Submerged Arc Welding of medium and high strength structural steels. Autotherme Grade-E (Spl) should preferably be used together with non-alloying or slightly alloyingfluxes, such asMaxflux SAF-8(PW) &Maxflux SAF-8 (LS).
Copper coated low alloy steel solid wires to be used with basic flux for welding of high tensile fine grain steel as well as steel which required high ductility. The weld metal has good elevated temperature properties and improved corrosion resistance features.
Autotherme Grade-G Copper Coated solid wire for submerged arc welding. These are suitable for welding of similar composition steels.
Copper coated solid wire used with Maxflux SAF-11 in single & multilayer welding of various weathering steels. Especially suitable for welding of Corten Steels used in chemical, Petrochemicals and railway industries to resist atmospheric corrosion.
Copper Coated solid wire for submerged arc welding. These are suitable for welding of similar composition steels.
Copper coated solid wire used in single & multilayer welding of various steels. Especially suitable for welding of Pressure Vessels, Petrochemicals, Off-shore, refineries and railway industries etc.
Autotherme Grade-J is a manganese-alloyed, copper coated wire for the submerged arc welding of medium and high strength structural steels. Autotherme Grade-J should preferably be used together with non alloying or slightly alloying fluxes.
Copper coated 1.25Cr-0.5Mo solid wire for submerged arc welding. These wires are suitable for welding of creep resistance and similar composition high strength steels.
The weld metal possesses good high temperature properties and meets radiographic quality Especially suitable for welding of pipes and tubes of matching compositions in power plants, refineries, petrochemicals, fertilizers plants etc. Suitable for welding of ASTM steels Grade F2, F11, F12, class 1 & 2 of SA-182, Grade T11 of SA-199, Grade T2, T11 & T12 of SA-213, grade WC6 of SA-217, Grade P2, P11 & P12 of SA-335, Grade FP2, FP11 & FP12 of SA-369, Grade2, 11 & 12 of SA-387, Grade CP2,CP11 & CP12 of SA-426, and equivalent grade steels.
Copper Coated Low Alloy Solid Wire for submerged arc welding specially designed for welding 1.25% Cr- 0.5%Mo steels. These wires are suitable for welding of creep resistant & similar composition of high strength steels. R designator is applicable for ultra low residuals, which results low Bruscato factor (X- Factor).
Autotherme Grade-LR low alloy solid wire is suitable for welding of various structural & Pressure vessel steels Main areas of application are associated with steam generating power plant, piping, turbine castings, steam chests, valve bodies and boiler super heaters like A387 Gr 11 & 12, A182 F11 & F12, A217 WC6 & WC11, A234WP11 &WP12 A199 T11.
Copper coated 2.25Cr-1.0Mo solid wire for submerged arc welding. These wires are suitable for welding of Creep resistance and similar composition high strength steels.
Autotherme grade-M filler wire suitable for welding of similar grade creep steels. The weld metal possesses good high t temperature properties. It deposits notch free weld deposit with excellent mechanical properties especially suitable for welding of pipes and tubes of matching compositions in power plants, Refineries, Petrochemicals, Fertilizer etc. Suitable for welding of ASTM steels : Grade F22(class 1&3) of SA-182 & SA 336, Grade T4, T22 of SA-199, Grade T22 of SA213, grade WC9 of SA-217, Grade P22 of SA-335, Grade FP22 Of SA-369, Grade22, 22L of SA-387, Grade CP22 of SA-426, Grade 22 of SA-541, Class 1 of A,B types of SA-542, etc
Copper coated 2.25Cr-1.0Mo solid wire for submerged arc welding. These wires are suitable for welding of Creep resistance and similar composition high strength steels.
Autotherme grade-M filler wire suitable for welding of similar grade creep steels. The weld metal possesses good high t temperature properties. It deposits notch free weld deposit with excellent mechanical properties especially suitable for welding of pipes and tubes of matching compositions in power plants, Refineries, Petrochemicals, Fertilizer etc.
Suitable for welding of ASTM steels : Grade F22(class 1&3) of SA-182 & SA 336, Grade T4, T22 of SA-199, Grade T22 of SA-213, grade WC9 of SA-217, Grade P22 of SA-335, Grade FP22 Of SA-369, Grade22, 22L of SA-387, Grade CP22 of SA426, Grade 22 of SA-541, Class 1 of A,Btypes of SA-542, etc.
Copper coated 9%Cr-1.0%Mo solid wire for submerged arc welding. These wires are suitable for welding of Creep resistance and similar composition high strength steels.
Autotherme grade-N solid wire suitable for welding of similar grade creep steels. The weld metal possesses good high temperature properties. It deposits notch free weld deposit with excellent mechanical properties especially suitable for welding of pipes and tubes of matching compositions in power plants, Refineries, Petrochemicals, Fertilizer etc. Suitable for welding of ASTM steels: Grade A 213 T91, A 335 P91, A 387 Gr 91, A 182 / A336, A 217 C12A, A 234 WP91, A 369 FP91etc.
Copper Coated solid wire for submerged arc welding. These are suitablefor welding of similar composition high strength & Quenched steels.
Autotherme Grade-P low alloy solid wire is suitable for welding of similar grade steels. The weld metal possesses high tensile strength, and meets the radiographic quality requirements. Especially suitable for welding of tubes matching composition in power plants, Refineries, Petrochemicals and Fertilizer Plants. Suitable for welding of ASTM steels: Grade ASTM A302 Gr. C, D & A533type B, C or D etc.
Copper coated with 2.5% Ni solid wire for submerged arc welding. These wires are suitable for welding of similar composition high strength & quenched steels.
Autotherme Grade-Q low alloy solid wire is suitable for welding of similar grade steels. The weld metal possesses high tensile strength, and meets the radiographic quality requirements. Especially suitable for welding of tubes matching composition in power plants, Refineries, Petrochemicals and Fertilizer Plants. Suitable for welding of ASTM steels: Grade ASTM A514, A517, A543 type B or C etc.
Copper coated solid wire for submerged arc welding. These wires are suitable for similar composition high strength & quenched steels.
Autotherme Grade-R low alloy solid wire is suitable for welding of similar grade steels. The weld metal possesses high tensile strength, and meets the radiographic quality requirements. Especially suitable for welding of tubes matching composition in power plants, Refineries, Petrochemicals and Fertilizer Plants. Suitable for welding of ASTM steels: Grade ASTM A213Gr.T5 A335 Gr.P5, A217 Gr.C5 etc.
Copper coated with 3.5% Ni solid wire for submerged arc welding. These wires are suitable for similar composition high strength & quenched steels.
Autotherme Grade-S low alloy solid wire is suitable for welding of similar grade steels. The weld metal possesses high tensile strength, Excellent CVN toughness at -70 C and meets the radiographic quality requirements. Especially suitable for welding of tubes matching composition in power plants, Refineries, Petrochemicals and Fertilizer Plants. Suitable for welding of ASTM steels: Grade ASTM A203Gr.E, ASTM A203Gr.D, ASTM A352 LC3 & ASTM A352 LC4 etc.
Copper coated solid wire for submerged arc welding. These wires are suitable for welding of similar composition where impact properties required at sub zero temperature down to -60 degree Celsius.
Autotherme Grade- T low alloy solid wire is suitable for welding of similar grade steels. The weld metal possesses high tensile strength, and meets the radiographic quality requirements. Especially suitable for welding of matching composition in power plants, Refineries, Petrochemicals and Fertilizer Plants. Suitable for welding of ASTM steels: Grade ASTM A516Gr.60,65,70 & A537 Class 1 or2 etc.
Copper coated solid wire for submerged arc welding. These wires are suitable for welding of similar composition materials welding mainly A537Cl1 & A203 Grade
A&B. This can give toughness even -60 degree Celsius with good strength. Autotherme Grade- T(MOD) is a low alloy solid wire, suitable for welding of multi-Pass for high strength low alloy of micro alloyed steels . The weld metal possesses high tensile strength and meets the radiographic quality requirements with subzero toughness. Especially suitable for welding of matching composition in power plants, Refineries, Petrochemicals and Fertilizer Plants. Suitable for
welding of ASTM steels: Grade ASTM A537 Cl1, A203 Grade A&B & other similar grades.
Copper coated solid wire for submerged arc welding. These wires are suitable for heat resistant steels. Autotherme Grade U low alloy solid wire is suitable for welding of similar grade steels. The weld metal possesses high tensile strength, and meets the radiographic quality requirements. Especially suitable for welding of tubes matching composition in power plants, Petrochemicals and Suitable for welding of ASTM steels: A516 Gr. B, C & IS 2002type B, C API Gr. 5LX60-X80 etc.
Copper Coated Low carbon, high manganese high Silicon, 0.5% Moly special purpose wire for submerged arc welding. The wire gives good radiographic quality deposits with excellent crack resistance and toughness.Autotherme Grade-U (Mod) is suitable for single, multi-pass welding especially suitable for two run technique, suitable for similar composition C-Mo steels, fine grained steels and equivalent grade steels like: Gr. F1 of SA- 182 and SA-336 Gr. A of SA-204, Gr. P1 pipe of SA-335, class 1 of A grade of SA-533, etc suitable for fabrication of heavy machinery, steel plant equipments & structures, high strength fabricated structures etc.
Autotherme Grade-V (9% Cr-1% Mo) is a copper coated solid wire for the submerged arc welding of medium and high strength structural steels. These wires are suitable for welding of creep resistance and similar composition high strength steels. The weld metal possesses good high temperature properties. It deposits sound weld with excellent mechanical properties especially suitable for welding of pipes and tubes of matching compositions in power plants, Refineries, Petrochemicals, Fertilizer etc. Suitable for welding of ASTM steels A182-F9, A336-F9, A199-T9, A200-T9, A213-T9, A335-P9, A369-FP9, A217-C12, A387-Gr9.
Copper Coated solid wire for submerged arc welding. These are suitable for welding of similar composition high strength & Quenched steels.
Autotherme Grade-W low alloy solid wire is suitable for welding of similar grade steels. The weld metal possesses high tensile strength and meets the radiographic quality requirements. Especially suitable for welding of tubes matching composition in power plants, Refineries, Petrochemicals and Fertilizer Plants. Suitable for welding of ASTM steels: Grade ASTMA302 Gr. C, D& A533 type B, C or D etc.
Copper coated solid wire for submerged arc welding. These wires are suitable for welding of similar composition where impact properties required at subzero temperature downto 80°C. Autotherme Grade-Y low alloy solid wire is suitable for welding of high strength, low alloy or micro alloyed structural steels where a combination of strength and good notch toughness is required. The weld metal possesses high tensile strength and meets the radiographic quality requirements. Especially suitable for welding of matching composition inpower plants, Refineries, Petrochemicals and Fertilizer Plants. Suitable for welding of ASTM steels: Grade ASTMA516Gr.60,65,70 & A537 Class 1 or 2 etc.
Copper coated Medium - Manganese, Silicon killed wire to be used with neutral or semi basic flux for welding of general purpose fabrication, off-shore platform, medium and high tensile structural steels, ships, boiler and pressure vessels application etc.
Autotherme Mn-Mo is a copper-coated solid wire for GMAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is suitable for welding high strength fine-grained structural steels containing ~0.5%Mo. The wire is also suitable for welding of penstock pipe-line, fabrication of earth moving equipments, etc. where high tensile strength property is desired from the weld metal. Suitable for welding of ASTM steels: SA-455/ SA-455M, Gr.60, Gr.65 steels of SA-515/ SA- 515M, Gr.60, Gr.65 steels of SA-516/ SA-516M, Class 1 of A, B, C, D grades of SA- 533/ SA-533M, etc.
Autotherme Ni-CI is used to join ordinary gray irons to themselves, or to other ferrous and nonferrous materials, and to reclaim or repair castings. Satisfactory welds can be produced on small and medium size castings where the welding stresses are not overly severe, or where the phosphorus content of the iron is not high. Because of the lower strength & ductility of weld metal these wire rods should be used where machinability of diluted filler metal is necessary. These filler rods can also be used on malleable or ductile iron.
Autotherme-1 is a copper coated mild steel GMAW wire for welding of mild steel, low carbon steel and other structural steels of tensile strength up to 540 MPa. The wire burns with smooth arc and minimum spatter under optimum welding conditions. It is designed for single and multi-pass welding of low and medium carbon steels like; SA-36, A/B/C/D grades of SA-283, A/B/C grades of SA-285, A/B grades of SA- 414, etc.
Autotherme-316L Si is a solid wire for GMAW process,available in bright finish, gives smooth flow, stablearc and spatter free under optimum weldingconditions. It gives radiographic quality welddeposit. This filler metal reduces the possibility ofintergranular chromium carbide precipitation andthereby increases the resistance to intergranularcorrosion. Silicon improves the usability of the fillermetal in the GMAW process. It is suitable for weldingsimilar grade of stainless steels.
AUTOTHERME-1 is a copper coated mild steel GMAW wire for welding of mild steel, low carbon steel and other structural steels of tensile strength up to 540 MPa. The wire burns with smooth arc and minimum spatter under optimum welding conditions. It is designed for single and multi-pass welding of low and medium carbon steels like; SA-36, A/B/C/D grades of SA-283, A/B/C grades of SA-285, A/B grades of SA-414, etc.
Autotherme-1250 is a solid wire for GMAW welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. The weld metal possesses good resistance to corrosion by sea water, chlorinated solvents, sulfuric acid and alkalies. It is ideally suited for welding of monel to monel, Ni-Cu alloys to themselves, Ni-Cu alloy to steels, for welding clad side of Ni-Cu clad steel and for surfacing on steel parts. It is ideal for marine, chemical, food, dairy and oil refining industries.
Autotherme-1414 is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. It is used in severe corrosion applications where resistance to reducing, oxidizing, crevice and pitting conditions is required. It is suitable for welding wrought and cast forms of nickel alloys like ASTM B574, B575, B619, B622, and B628 having UNS number N06686 to itself, to steel, to other nickel-base alloys, and for cladding steel.
Autotherme 1423 is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. This is suitable for welding Ni-Cr-Mo alloys as well as the clad side of joints in steel clad with a Ni-Cr-Mo alloy and for welding Ni- Cr-Mo alloys to steel and to other nickel base alloys. It is suitable for welding components in plants for chemical processes with highly corrosive media. Typical base materials which are welded with this product are ASTM B574, B575, B619, B622 and B626 with UNS No. N06022. Ideal for C-22 alloys.
Autotherme 308L Si is a solid wire for GMAW process, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. Wire contains low carbon 20Cr - 10Ni – Si, silicon improve the usability of the filler wire. The weld metal exhibits excellent resistance to Intergranular Corrosion. It is ideally suited for welding of stainless steels of similar composition like 304L and equivalents, for overlays, surfacing, and repairing castings of similar materials.
Autotherme 317L is a solid wire for MIG / TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. It is ideally suited for welding of stainless steels of similar composition and their equivalents. Low carbon weld metal increases the resistance to intergranular corrosion. It is also excellent resistance against Sulfuric, Sulfurous and phosphoric acids.
Autotherme-CuNi is a solid wire for MIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It is for joining and surfacing of wrought and cast alloys of similar composition as well as 80/20 and 90/10 alloys. Ideally suited for offshore applications because of its good resistance to the corrosion in seawater. It is also suitable for chemical process equipments, oil refineries, food industries, etc.
Autotherme 110S-1 is a copper-coated solid wire available in a bright finish, giving smooth flow, stable arc, and spatter-free under optimum welding conditions. The weld metal displays excellent crack resistance and produces sound weld metal with excellent strength and good impact properties. It gives radiographic quality welds. It is ideally suited for welding high-strength Q&T steels, for welding HY-80 and HY-100 steels for military applications. They are also used for various structural applications where tensile strength requirements exceed 760 MPa and excellent toughness is required.
Copper coated Low-Manganese general purpose solid wire capable of making single pass or multiple pass welding for structural steel Overlaying and hard facing with suitable flux. Autotherme Grade-A wire is ideally suited for welding of structural steels, offshore platform, Ships, Pressure vessel and suitable for overlaying and build up of idlers and rollers etc.
Batox-16/8/2 is a basic coated, stainless steel electrode depositing 15.5Cr – 8.5Ni – 1.3Mo stainless steel weld metal. Electrodes provide excellent operating characteristics with easy slag detachability. The lean composition of weld metal minimize the in-service formation of inter-metallic compound, excellent hot ductility properties which offer freedom from weld or crater cracking even under high-restraint conditions. This lean version weld metal is ideally suited for welding stainless steels, such as types 16-8-2, 304H, 316H and 347H for high pressure, high temperature piping systems, and catalytic cracker structures.
Batox-310H is a Basic Coated Stainless- steel electrode depositing 0.4C - 25Cr - 20Ni weld metal. Having Good operating characteristics. It’s a fully austenitic stainless steel weld metal with controlled impurity element. The weld metal possesses excellent mechanical properties and resists scaling at high temperatures up to 1200oC. It is Ideal for welding similar stainless steels in wrought and cast form like HK- 40, Thermalloy 47 etc.
It is a basic coated type of electrode that produces low carbon, low silicon and high manganese stainless steel weld to ensure free from micro-fissures. It is a fully austenitic stainless steel that does not have intermetallic phases such as intergranular carbide precipitations. The nitrogen in the weld metal helps to stabilize and strengthen the austenitic phase. The weld metal provides improved corrosion-resistance in nitric acid environment and urea carbamate environments such as high-pressure strippers. Typical applications of the welds are in the production and processing of urea and sulphuric acid.
Batox-330H is a basic stainless steel electrode depositing a weld metal containing 0.40C - 16Cr - 35Ni. These electrodes are used primarily for the welding and repairing of high alloy heat and corrosion resistant castings of the same o composition which are designated HT. It can be used up to 1150 C in oxidizing o atmosphere and up to 1090 C in reducing atmospheres.
Batox-A(St) is a basic coated electrode depositing 18Cr - 10Ni - Nb stabilized weld metal, suitable for joining of stainless steels of similar composition. It is ideal for welding of AISI 304, 304L, 321, 347 and their equivalents. The weld metal has excellent resistance to intergranular corrosion.
Basic coated electrode depositing low carbon 19Cr - 10Ni stainless steel weld metal which has excellent resistance to Intergranular Corrosion. The weld metal has higher resistance to cracking, oxidation, and scaling at elevated temperatures. It is ideally suited for welding of stainless steels of similar composition like 304L and equivalents, for overlays, surfacing, and repairing castings of similar materials.
BATOX-D is a basic coated stainless steel electrode depositing an extra low carbon 18% Cr- 12% Ni-2.3% Mo stainless steel weld metal. The weld metal has excellent resistance to intergranular corrosion even at elevated temperatures. Ideally suited for welding stainless steels of similar composition.
Basic coated type electrode producing low carbon stainless steel weld, which has excellent to resistance to cracking even on heavy and restrained joints. It has exceptional quality in meeting stringent applications where sub zero temperatures properties are required. Balance Cr-Ni weld deposits with ferrite controlled below 2 FN ensure excellent resistance to the weld metal from formation of sigma phase, corrosion, oxidation and pitting at elevated temperatures. It is suitable for welding of AISI 316 and 316L, particularly when the ferrite in the weld deposit has to be controlled at a low level, as in the case of equipment for urea plant. The presence of Molybdenum enhances the corrosion resistance of the weld metal in reducing media as in urea service.
Batox-F(U) is a semi-basic coated electrode depositing a weld metal which is fully austenitic in structure, has high strength and good crack resistance. The weld metal displays remarkable corrosion resistance particularly in urea service. Ideally suitable for welding of AISI 316L and their nitrogen bearing versions particularly for urea service.
Batox-F(U)M is a basic coated electrode depositing fully austenitic stainless steel weld metal. The deposit possesses excellent crack resistance and is suitable for welding for high pressure parts of urea plant equipment to resist severe corrosion. It is ideally suited for welding of stainless steels of similar composition and their equivalents for overlays, surfacing applications, etc.
Batox-HP40Nb is a basic coated electrode, specially designed to match heat resistant cast alloys. It is also suitable for the Nb free alloys and leaner high carbon Cr-Ni alloys such as HK40, HT40 and IN519. Weld metal is not prone to sigma phase embrittlement and the presence of eutectic and secondary carbides provide excellent hot strength and creep resistance in the typical service temperature up to 1150 C. Typical applications include pyrolysis coils and reformer tubes for ethylene production in the petrochemical industry.
BOR-A (R) is a hardfacing electrode operating on AC / DC(-) depositing an air hardening weld metal . The deposit displays excellent toughness and ability to withstand heavy impact loads and has excellent resistance to rolling and sliding friction. The weld deposit is machinable. Ideal for rail points and crossings, axles, wheels, gear shafts, couplings, pinion teeth, rollers, sprockets, etc.
BOR-B is a rutile coated electrode producing an air hardening type weld metal for hardfacing of carbon and low alloy steels. The weld metal is highly resistant to abrasive wear and has a fair degree of toughness. Ideally suited for applications in which abrasion resistance is required with a fair degree of toughness. Typical applications include brake shoes, shear blades, wheels, cams, gears, pulleys, drive sprockets, etc.
BOR-C is a basic coated electrode producing an air hardening weld metal which has excellent resistance to abrasion or heavy impact or both together. The welds are non-machinable and are ideally suited for applications involving severe abrasion and impact. Typical applications include cane cutting knives, crusher hammers, jaws, rollers, rock drills, tractor grousers, etc.
BOR-CR is a basic coated electrode producing an air hardening weld metal which has resistance to abrasion or heavy impact or both together with machinable hardness up to 30-40HRC. The welds are machinable and are ideally suited for applications involving severe abrasion and impact. Typical applications include reclamations of equalizing beam etc.
CCR is ideal for hardfacing components to resist wear due to severe abrasion. The deposit retains its hardness even at elevated temperatures which ensures wear resistance at elevated temperatures. Typical applications include hard facing of press screws, conveyor screws, bucket teeth and lips, rolling mill guides agricultural machinery and components subjected to elevated temperature abrasion.
CCR(SPL) is a semi-basic super heavy coated hardfacing electrode producing a high carbon, high chromium and nickel alloy weld deposit. The weld metal is extremely hard at room temperature and retains its hardness up to 550°C. The weld metal has excellent resistance to high temperature abrasion. Typical applications include hardfacing of blast furnace bells, hoppers, parts in coke chutes, coal handling equipments, etc.
CCR-20 is a special type hardfacing electrode depositing chromium carbide rich weld metal. The electrode operates on AC / DC(+). The weld metal has excellent resistance to severe abrasion with mild impact. Ideally suited for a wide range of hardfacing applications to enhance resistance to severe abrasion, erosion and oxidation. Typical applications include coal crushing hammers, plough shares, drag line bucket lips, tractor grousers, cane knives, rolling mill guides, etc.
CCR-200 is a semi-basic super heavy coated hardfacing electrode producing a high carbon, high chromium alloy weld deposit. The deposit resists corrosion and oxidation even at elevated temperature. The weld metal has excellent resistance to high temperature abrasion. Typical applications include hardfacing of blast furnace bells, hoppers, mixer blades, coal handling equipments, coal mill exhauster fan blades, excavator blades, scrapers, earth moving parts, crushing mills, screw conveyors, ash handling pipes, etc.
Cellutherme is a light coated cellulosic type electrodes. The electrodes are characterized by a deeply penetrating, forceful, spray type arc and readily removable, thin, friable slag. Ideally suited for welding in all positions including vertical down. The weld metal possesses good mechanical properties. Ideal for stove pipe technique and faster welding. Welds are of radiographic quality. It is ideally suited for root pass welding of API 5L X42 and X46 grades. Typical applications include welding of pipes, tubes, ducts, etc.
Cellutherme-Mo is a light coated cellulosic type electrodes. The electrodes are characterized by a deeply penetrating, forceful, spray type arc and readily removable, thin, friable slag. Ideally suited for welding in all positions including vertical down. Ideal for stove pipe technique and faster welding. Welds are of radiographic quality. Electrode is designed to yield a weld deposit containing 0.5Mo and therefore is suitable for welding C-0.5Mo steels. It is ideally suited for root pass welding of API 5L X42 to X60 grades. Typical applications include welding of pipes, tubes, ducts, etc.
Cellutherme-70P1 is a light coated cellulosic type electrodes. The electrodes are characterized by a deeply penetrating, forceful, spray type arc and readily removable, thin, friable slag. Ideally suited for welding in all positions including vertical down. Ideal for stove pipe technique and faster welding. Welds are of radiographic quality. It is suitable for stringent pipeline welding requirements when tested for low temperature impact toughness. Ideal for root pass welding of up to API 5L X80 grade pipe, and hot, fill and cap pass welding of up to X65 grade pipe.
Cellutherme-80Mo electrodes have been designed primarily for welding typical high-strength, pipe butt joints in the vertical welding position with downward or upward progression. This electrode operates with a forceful penetrating arc, produce deep penetrating, spray-type welding arcs and thin, easily removable slag. It is extremely beneficial for welding of pipes in “Stove Pipe Technique” both for faster welding and greater control on penetration of the root runs. The welds are of radiographic quality. It is ideally suited for welding of API 5L-X56 & API 5L-X70 piping assemblies.
Cellutherme-AC is a light coated cellulosic type, ideally suited for welding in all positions including vertical downwards. The electrode is characterized by forceful, spray type arc, which is also stable and easy to strike and re-strike. The weld beads are evenly rippled. Extremely beneficial for welding of pipes in “Stove Pipe Technique” both for faster welding and greater control on penetration of the root runs. The welds are of radiographic quality. It is designed for welding pipes and tubes of all diameters in Stove Pipe Technique specially for root runs for achieving good penetration. Typical applications include: Storage tanks, Pressure vessels, Tank wagons, Tipping wagons, Rail coaches, Automobile body and panels, Chutes, Silos, Chimneys, Ducts, Ship’s hull construction, etc.
Cellutherme-P80 electrodes have been designed primarily for welding typical high- strength, pipe butt joints in the vertical welding position with downward or upward progression. This electrode operates with a forceful penetrating arc and deposits a weld metal of 0.15Cr - 0.6Ni - 0.35Mo steel. Extremely beneficial for welding of pipes in “Stove Pipe Technique” both for faster welding and greater control on penetration of the root runs. It is ideally suited for welding of API 5L-X65 & API 5L- X70 piping assemblies.
CNM (SPL) is a special formulated electrode to deposit a very high strength weld metal. The weld metal possesses high strength and toughness and is ideally suited for welding high strength steels.
- Basic coated electrode with a stable and smooth arc, easy to strike and restrike.
- Low spatter and good bead finish.
- Welds are of radiographic quality.
- The weld metal displays good crack resistance and produces sound weld metal possessing excellent strength combined with good impact properties at subzero temperature.
- It is suitable for joining many high strength, low alloy or micro alloyed steels to themselves or to lower strength steels, including carbon steels. Ideally suited for welding earth moving equipments and other heavy equipments.
Cobaltherme-6 is a cobalt based electrode depositing a weld metal having 28Cr - 5W - 1C. The weld metal possesses excellent resistance to oxidation, impact, corrosion and heat. The electrode operates well in AC as well as DC. There are several applications in which this electrode can be used. This includes overlay, surfacing applications, which requires heat resistance, oxidation resistance in combination with impact and mild abrasion. Typical applications include, shear blades, dies, valve seats, hot metal handling equipments.
Corefil-Ni (Mod) is a low alloy and hydrogen controlled (4ml max) flux cored wire designed for welding of medium tensile steels structures subjected to dynamic loading and impact resistance requirements down to -51°C. The wire gives good performance under CO2 shielding with radiographic quality weld deposits. The wire produces thin & friable slag covering with shiny bead appearance.
Corefil-Ni (Mod) is designed for single and multi pass welding of ship building grade DMR 249 grade A steels. The wire is also suitable for fabrication of heavy & rigid structure, pressure vessels etc.
Corotherme is low hydrogen, iron powder type electrode designed for all conventional welding positions. The electrode coating contains carefully chosen flux ingredients to provide mechanically sound weld deposits of radiographic quality. Deposits weld metal with very low level of hydrogen, which ensures the weld metal complete freedom from hot or cold cracking. It is primarily developed for the welding of weather resistant steels. The weld metal mechanical properties afford a high degree of security against heavy stress and for welds on thick plates. The weld deposit has excellent atmospheric corrosion resistance.
Corotherme (SPL) is a special electrode depositing a 0.5Cr - 0.7Ni - 0.5Cu weld metal ideally suited for welding weathering steels to resist high temperature atmospheric corrosion. Ideal for welding steels like Corten steels used in chemical, petrochemical and railway industries to resist atmospheric corrosion.
Corotherme (SPL) is a special electrode depositing a 0.5%Cr - 0.7%Ni - 0.5%Cu weld metal ideally suited for welding weathering steels to resist high temperature atmospheric corrosion. Ideal for welding steels like Corten steels used in chemical, petrochemical and railway industries to resist atmospheric corrosion.
Croma is a AC/DC (+) type electrode depositing a 16Cr-4Mn weld metal which has work hardening characteristics. The weld metal resists impact abrasion and corrosion. Ideally suited for hardfacing applications to enhance resistance to impact abrasion. Ideal for buffer layers before depositing air hardening deposits. Typical applications include surfacing and building up of austenitic manganese steel components, crusher jaws, crusher hammers, roll crushers, mining machineries, dipper teeth, etc.
Cromotherme is a basic coated hydrogen controlled electrode. Ideally suited for welding of creep resistant steels of similar composition used in power plants, boilers, oil refineries and chemical plants.
Cromotherme-0.5 is a low hydrogen electrode yielding a weld metal containing 0.5% Cr- 0.8% Mo 0.3% V. Cromotherme 0.5 is ideally suited for welding Cr-Mo-V steels used in boilers, pipelines in chemical and power plants.
Cromotherme-1 is low hydrogen iron powder type electrodes yielding a weld deposit containing 1.25% Cr - 0.5% Mo. Excellent for welding creep resistant 0.5Cr - 0.5Mo, 1Cr - 0.5Mo steels. The weld deposit has excellent creep resistance at service temperatures up to 550°C.
Cromotherme-1(H4R) is basic coated, low hydrogen, moisture resistance type electrode. Weld metal display remarkable strength and creep resistance at elevated o temperatures up to 550°C. Electrode is used for welding creep resistant 0.5Cr - 0.5Mo and 1Cr - 0.5Mo steels. Typical applications include steam boiler construction, welding of steam and super-heater piping, power plants, oil refinery and chemical plants.
Weld metal having lesser impurities i.e. S, P, will improve the subzero impact property and retains its mechanical properties after prolonged heat treatments. Ideal for welding similar composition materials. The weld metal displays excellent tensile strength and creep resistance. Specially applicable wherever the impact o property requirement at subzero temperatures up to minus 20 C.
Weld metal having strict control on S, P, As, Sn & Sb will improve the subzero impact property and resists temper embrittlement. Weld metal retains its mechanical properties after prolonged heat treatments. Ideal for welding steam generating equipments and reactor vessels. The weld metal displays excellent tensile strength and creep resistance. Specially applicable wherever temper embrittlement resistance is required.
Cromotherme-12 is a lime-fluoride type electrode yielding a deposit containing 11Cr - 0.5Ni - 1.0Mo - 0.3V - 0.5W. The weld metal has excellent creep and oxidation resistant properties up to 700 C. The electrode is used for welding creep resistant 12Cr steels in turbines, steam boilers and chemical plant, where operating temperatures of the order of 600 C are encountered. Following are some of the creep-resistant steels that can be welded.
DIN: X 20 Cr Mo 12 1, X 22 Cr Mo V 12 1 , X 20 Cr Mo W V 12 1, G X 22 Cr Mo MV 12 1
Low hydrogen basic coated all position electrodes with low carbon, suitable for welding of 1.25Cr - 0.5Mo creep resisting steel. The weld metal possesses excellent mechanical properties and crack resistance together with toughness. Ideal for welding 1.25Cr - 0.5Mo material.
Low carbon weld metal having lesser impurities i.e. S, P, will improve the subzero impact property and retains its mechanical properties after prolonged heat treatments. Ideal for welding similar composition materials. The weld metal displays excellent creep resistance with controlled hardness. It is specially applicable wherever the impact property requirement at subzero temperatures up to minus 20oC.
Cromotherme-2 is an iron powder, low hydrogen electrode producing a weld deposit containing 2.25Cr - 1Mo which is oxidation resistant up to 575 C. Suitable for welding 2.25Cr - 1Mo, Cr-Mo-V steels as well as cast steels of similar composition.
Low hydrogen electrode depositing 2.25Cr – 1Mo weld metal, display remarkable o strength and creep resistance at elevated temperatures up to 575 C. It is used for welding 21⁄4 Cr-1 Mo creep resistant steel and Cr-Mo-V steels resistant to hydrogen under pressure as well as for cast steels of a similar composition to the weld metal. Typical applications include steam boiler construction, welding of steam and super- heater piping, power plants, oil refinery and chemical plants.
Weld metal having strict control on S, P, As, Sn & Sb will improve the sub-zero impact property and resists temper embrittlement. Weld metal retains its mechanical properties after prolonged heat treatments. Ideal for welding steam generating equipments and reactor vessels. The weld metal displays excellent tensile strength and creep resistance. Specially applicable wherever temper embrittlement resistance is required.
Low hydrogen electrode depositing 2.25Cr – 1Mo weld metal, display remarkable o strength and creep resistance at elevated temperatures up to 575 C. It is used for welding 21⁄4 Cr-1 Mo creep resistant steel and Cr-Mo-V steels resistant to hydrogen under pressure as well as for cast steels of a similar composition to the weld metal. Typical applications include steam boiler construction, welding of steam and super- heater piping, power plants, oil refinery and chemical plants.
Cromotherme-2(H4R) is an iron powder, low hydrogen electrode producing a weld deposit containing 2.25Cr - 1Mo which is oxidation resistant up to 5750C. Suitable for welding 2.25Cr - 1Mo, Cr-Mo-V steels as well as cast steels of similar composition.
A low hydrogen iron powder electrode depositing 2.25Cr -1Mo weld metal having o low level of impurities and exhibiting excellent toughness up to -18 C. Weld metal retains its mechanical properties even after prolonged heat treatments. Ideal for welding steels of similar composition to achieve tough weld metals.
Weld metal having strict control on S, P, As, Sn & Sb will improve the subzero impact property and resists temper embrittlement. Weld metal retains its mechanical properties after prolonged heat treatments. Ideal for welding steam generating equipments and reactor vessels. The weld metal displays excellent tensile strength and creep resistance. Specially applicable wherever temper embrittlement resistance is required.
Cromotherme-20 is a low hydrogen type electrode depositing a radiographic quality weld metal with 1Cr - 0.5Mo - 0.20V. Ideally suited for welding of steels of similar composition.
Cromotherme-20Mo is a low hydrogen iron power type electrode yielding a weld deposit containing 1.25 Cr - 1.0 Mo - 0.25 V. The electrode produces stable and steady arc, easy striking and re-striking. The slag is easily detachable. The welds are of radiographic quality. Ideal for welding Cr – Mo - V steels of similar compositions, filling up work on alloy castings of similar compositions e.g. GS17CrMoV510. The weld metal possesses excellent room temperature and elevated temperature properties.
Cromotherme-23 is a basic coated, low hydrogen type electrode depositing a weld metal of having less impurities i.e. S, P will improve the impact property at subzero temperatures. It is ideally suited for welding of creep resisting steels of similar composition. The weld deposit has excellent creep resistance at service temperatures up to 550°C. Typical applications include welding of P23 steels wherever prolonged heat treatment cycles are involved.
* A stable and steady arc which is easy to strike and re-strike. * Easy slag removal and finely rippled smooth beads. * Weld metal of having lesser impurities i.e. S, P will improve the subzero impact property. * The electrode is used for welding similar composition materials and SA-182, F22V SA-336, F22V & SA-541, 22V. * Specially applicable wherever prolonged heat treatments cycles are involved. * Basically it is used for fabricating desulphurization reactors, heavy section pressure vessels having similar composition.
A low hydrogen type electrode depositing 2Cr - 1Mo low carbon weld metal. The weld metal possesses controlled hardness, excellent mechanical properties, creep properties. Suitable for service temperature up to 600°C.
Low carbon, low hydrogen, iron powder electrode depositing 2.25Cr - l Mo weld metal having low level of impurities and exhibiting excellent toughness up to minus o 18 C. Weld metal retains its mechanical properties even after prolonged heat treatments. The weld metal displays excellent creep resistance with controlled hardness. Ideal for welding steels of similar composition to achieve tough weld metals.
Weld metal having strict control on S, P, As, Sn & Sb will improve the subzero impact property and resists temper embrittlement. Weld metal retains its mechanical properties after prolonged heat treatments. Ideal for welding steam generating equipment’s and reactor vessels. The weld metal displays excellent tensile strength and creep resistance. Specially applicable wherever temper embrittlement resistance is required.
Low hydrogen, iron powder electrode producing a weld deposit containing 5Cr - 0.5 o Mo, which has excellent creep resistance at elevated temperatures up to 550 C. Typical applications include welding of 4-6% Cr steels in oil refinery, chemical plant and equipment.
It is low hydrogen electrode producing a weld deposit containing 5Cr – 0.5Mo, which has excellent creep resistance at elevated temperatures up to 550 degree C. The weld metal displays excellent creep resistance with controlled hardness. This electrode is used for welding creep resistant steel and cast steels of similar composition. Typical applications include steam boiler construction, welding of steam and super- heater piping, power plants, Oil refinery and chemical plants.
Cromotherme-5 (MOD) is a basic coated, low hydrogen type electrode depositing a weld metal with 5Cr-0.5Mo ideally suited for welding of creep resisting steels of similar composition where superior notch toughness required at sub-zero temperatures. The weld metal possesses excellent creep properties up to 550 C. Typical applications include welding of 5Cr-0.5Mo steels in oil refinery, chemical plant, and equipments. Specifically applicable wherever prolonged heat treatments are involved.
Low carbon, low hydrogen, iron powder producing a weld deposit containing 5Cr - 0.5Mo, which has excellent creep resistance at elevated temperatures up to 550°C. The weld metal displays excellent creep resistance with controlled hardness. The lower levels of carbon limit in weld metal ensuring higher ductility. Ideal for welding steels of similar composition. Typical applications include welding of 4 - 6% Cr steels in oil refinery, chemical plant and equipment.
Cromotherme-5L(MOD) is a basic coated, low carbon, low hydrogen type electrode depositing a weld metal with 5% Cr-0.5% Mo, ideally suited for welding of creep resisting steels of similar composition where superior notch toughness required at sub-zero temperatures. Typical applications include welding of 5% Cr-0.5% Mo steels in oil refinery, chemical plant, and equipments. Specifically applicable wherever prolonged heat treatments are involved.
Cromotherme-9 is a low hydrogen electrode yielding 9Cr - 1Mo deposit having excellent creep strength up to 600°C and resistance to oxidizing atmospheres up to 700°C. Ideal for combating mineral oil attack at elevated temperatures. Applications include welding of 7 to 10Cr - 1Mo steels.
A low hydrogen electrode yielding 9Cr - 1 Mo deposit having excellent creep o o strength up to 600 C and resistance to oxidising atmospheres up to 700 C. It is used for welding similar composition plates, pipes, forging and tubes. Typical applications include welding of A387 Gr.9 plate, A335 P9 pipe, A217 C12 castings, A213 T9 tubes etc.
A low hydrogen, iron powder electrode depositing 9Cr - 1Mo weld metal modified with Aluminium, Niobium, Vanadium and Nitrogen, designed to provide improved creep strength, toughness, fatigue life, oxidation and corrosion resistance at elevated temperatures. It is designed to weld the materials in power plant and refineries. Following are some of the steels that can be welded with this electrode. I) Plate: A 387 Gr. 91 (II) Pipes: A 335 - P91 (III) Tubes: A 213 - T91
A low hydrogen electrode deposits 9Cr-1Mo and enriched with Niobium, Vanadium, Nitrogen and tungsten. Tungsten additions provides adequate creep rupture strength at higher steam pressures and temperatures. The controlled addition of alloying elements improves the toughness and weldability. It is designed to weld advanced materials, which are being used to improve thermal efficiency in power plant, refineries etc. Ideal for welding steels of similar composition to achieve adequate creep rupture strength. Some typical materials where this electrode can be used are P92, Rotor Steel, E 911 steels, GX12 Cr Mo W V Nb W11etc.
Cromotherme-91 is 9Cr - 1Mo, non-synthetic, low hydrogen electrode modified with Aluminium, Niobium, Vanadium and Nitrogen designed to provide improved creep strength, toughness, fatigue life, oxidation and corrosion resistance at elevated temperatures. It is designed to weld the materials in power plant and refineries. Following are some of the steels that can be welded with this electrode.
* Plate: A 387 Gr. 91 * Pipes: A 335 - P91 * Tubes: A 213 - T91
A low hydrogen non synthetic electrode deposits 9Cr – 0.5Mo - 1.7W and enriched with Niobium, Vanadium and Nitrogen. Tungsten additions provides adequate creep rupture strength at higher steam pressures and temperatures. The controlled addition of alloying elements improves the toughness and weldability. It is designed to weld advanced materials, which are being used to improve thermal efficiency in power plant, refineries etc. Ideal for welding steels of similar composition to achieve adequate creep rupture strength. Some typical materials that are welded with this consumable are A213 T92, A335 P92, A387Gr 92, etc.
Cromotherme-92 H4R is moisture resistant hydrogen controlled basic coated non synthetic electrode deposits 9Cr - 1Mo and enriched with Niobium, Vanadium, Nitrogen and Tungsten. Tungsten additions provides adequate creep rupture strength at higher steam pressures and temperatures. The controlled addition of alloying elements improves the toughness and weldability. It is designed to weld advanced materials, which are being used to improve thermal efficiency in power plant, refineries etc. Ideal for welding steels of similar composition to achieve adequate creep rupture strength. Some typical materials that are welded with this consumable are A213 T92, A335 P92, A387 Gr92, etc.
A low hydrogen type electrode specially designed for welding of ferriticmartensitic chrome steels. The weld deposit contains low carbon 9Cr - 1Mo air hardanable weld metal calls for suitable preheat and post weld heat treatment. Weld deposits are of radiographic quality. Typical applications include welding of A387 Gr.9 plate, A335 P9 pipe, A217 C12 castings, A213 T9 tubes, etc.
A low hydrogen type electrode specially designed for welding of ferritic- martensitic chrome steels. The weld deposit contains low carbon, low sulphur, low phosphorous, 9Cr - 1Mo air hardanable weld metal calls for suitable preheat and post weld heat treatment. Weld deposits are of radiographic quality. Typical applications include welding of A387 Gr.9 plate, A335 P9 pipe, A217 C12 castings, A213 T9 tubes, etc.
Cromotherme-9M is a basic coated, low hydrogen electrode for depositing 9Cr - 1Mo weld metal. The weld metal is resistant to oxidizing atmospheres up to about o 700 C. It is used for welding similar composition plates, pipes, forging and tubes where sub zero impact properties are required. Typical applications include welding of A387 Gr.9 plate, A335 P9 pipe, A217 C12 castings, A213 T9 tubes, etc.
A 25Cr - 12Ni electrode producing high strength stainless steel weld metal having o good oxidation resistance up to 1100 C. The weld metal possesses excellent resistance to corrosion and oxidation. Ideal for welding 18/8 type steels to mild steels, clad side of 18/8 clad steels, lining of 12Cr steels on mild steels, overlays of ferritic steels, dissimilar steels and difficult to weld steels.
D&H 307 is a special electrode depositing a stainless steel weld metal having 20%Cr-10%Ni-4.0%Mn-1.0%Mo. The weld metal possess high crack resistant with moderate strength. It is ideally suited for moderate strength welds with good crack resistance between dissimilar steels such as austenitic manganese steel and carbon steel forgings or castings.
D&H 1111 CI is an electrode depositing a ferro-nickel alloy weld metal, ideal for welding of several types of cast irons and components for producing strong crack free with good toughness weld joints. The weld deposit has good machinability and good colour match with the parent metal. It is ideally suited for joining cast iron to mild steel.
A non-synthetic electrode depositing homogeneous Ni-Cr-Fe alloy composition. It is good resistance to abrasion, oxidation, and corrosion. It is suitable for welding Ni-Cr-Fe alloys to themselves, dissimilar metals such as carbon steel, 9% nickel steel, stainless steel, pure nickle to themselves or to each other, and for surfacing steel with Ni-Cr-Fe weld metal. It is ideally suitable for welding Ni alloy UNS N06600. It is also used for welding SS201LN type materials to get good toughness together with strength.
Electrode is depositing 65Ni-20Cr-2Nb-1.5Mo weld metal. Radiographic quality weld metal of superior properties. It is ideally suited for welding alloys of similar compositions to themselves, for surfacing steel with Nickel-Chromium-Iron alloy when high Manganese contents are not detrimental, for welding clad side of Nickel Chromium-Iron clad steel and dissimilar metal combinations. Suitable for overlay of forge plates. Specially recommended for welding 9% Ni Steels for cryogenic service. Also used for welding of Nickel-Chromium alloys used for high temperature applications like furnace heating elements and reformer tubes.
A non-synthetic electrode depositing homogeneous Ni-Cr-Fe alloy composition. It is ideally suited for welding alloys of similar compositions to themselves, for surfacing steel with Nickel-Chromium-Iron alloy when high Manganese contents are not detrimental, for welding clad side of Nickel Chromium-Iron clad steel and dissimilar metal combinations. Specially recommended for welding 9% Ni Steels for cryogenic service. Also used for welding of Nickel-Chromium alloys used for high temperature applications like furnace heating elements and reformer tubes.
Non- synthetic electrode depositing Ni-Cr-Fe weld metal, which is very good resistance to SCC and IGC due to low carbon content and absence of sigma phase. Control boron and zirconium are helpful in reducing the tendency for ductility dip cracking. It has scaling o temperature up to 1100 C in air. It is ideally suited for welding the Ni-Cr-Fe alloy of the UNS number N06690. It is also use for the welding of Ni-Cr-Fe alloys to steels and stainless steels, and for corrosion resistant overlays on steels. Typical specifications for Ni-Cr-Fe base metals are ASTM B166, B167 and B168. Ideal for stringent requirements in the construction of nuclear reactors
A non-synthetic electrode depositing homogeneous Ni-Cr-Mo alloy composition. It is good resistance to abrasion, oxidation, and corrosion. It is suitable for welding Ni-Cr-Mo alloys to themselves and to steel, and for surfacing steel with Ni-Cr-Mo weld metal and ideally suitable for welding Ni alloy UNS N06625. The electrodes are used in applications where the temperature ranges from cryogenic to 540°C. Ideal for valves, valve seats, impellers, guide points, bushing, bearings, journals, hot working tools like hot shear blades, forging dies, trimming dies, piercing punches etc.
A non-synthetic Inconel type of electrode, depositing weld metal of Ni-Cr-Co-Mo alloy. The weld metal has excellent crack resistance. Electrodes are used for welding similar type of alloys to themselves and to steel and for surfacing steels with Ni-Cr-Co-Mo weld metal. The electrodes are also used for applications where optimum strength and oxidation resistance is required above 820 deg C & up to 1150 deg C, especially when welding on base metal of Nickel-Iron-Chromium alloys. Specially recommended for welding furnace heating elements, reformer tubes etc.
A non-synthetic nickel base electrode, depositing weld metal of Ni-Cr-Mo-Co-Ti-W alloys. The weld deposit resists corrosion resistance at room temperature as well as resistance to oxidation and reducing atmospheres at elevated temperatures. Electrodes are used for welding Ni-Cr-Mo alloy, for the welding of the clad side of joints in steel clad with Ni-Cr-Mo alloy, and for joining Ni-Cr-Mo alloys to steel and to other nickel base alloys. Some of the materials, which are welded with these electrodes, are ASTM B 574, B 575, B 619, B 622 and B 626 having UNS number N 06985.
D&H1229 is a nickel base electrode. It gives soft and smooth arc, which is easy to strike and re-strike. It is easy to operate in AC also. The weld metal is of radiographic quality and displays a good combination of strength and impact strength even at minus 196°C. Electrodes of sizes up to 3.15 mm dia metal can be used for welding in all positions. It is recommended to use other sizes in horizontal and flat positions for achieving better results. Ideal for welding 9% Nickel steel for cryogenic storage tanks for LNG and other similar alloys as well as the clad side of joints in steel clad with a Ni- Cr-Fe alloy and for welding Ni-Cr-Fe alloys to steel and to other nickel base alloys.
D&H1229 (NS) is a non-synthetic nickel base electrode. It gives soft and smooth arc, which is easy to strike and re-strike. The weld metal is of radiographic quality and displays a good combination of strength and impact strength even at minus 196°C. Electrodes of sizes up to 3.15 mm dia can be used for welding in all positions. It is recommended to use other sizes in horizontal and flat positions for achieving better results. Ideal for welding 9% Nickel steel for cryogenic storage tanks for LNG and other similar alloys as well as the clad side of joints in steel clad with a Ni-Cr-Fe alloy and for welding Ni-Cr-Fe alloys to steel and to other nickel base alloys.
Non-synthetic basic coated electrode depositing Ni-Cr-Mo-Nb weld metal. Highly crack resistant weld also possesses good corrosion resistance characteristics. It has scaling o temperature up to 1100 C in air. It is ideally suited for welding Cr-Ni-Mo austenitic stainless steels to themselves, to duplex stainless steels, to Ni-Cr-Mo alloys, and to steel or for just overlays. Typical specifications for the Cr-Ni-Mo stainless steel base metal are A240, A167, A182, A249, A276, A312, A358, A373, and A479, most particularly the grade UNS S31254 / 254 SMO / 6% Mo SS type. In a chloride containing environment, the fully austenitic weldmetal exhibits high resistance to Pitting, Crevice Corrosion & Stress Corrosion Cracking. It is ideal for Sulphuric and Phosphoric acid media that has been contaminated by chlorides. It can also be used for welding of 625 and 825 grade Ni-based alloys.
D&H 1233(NS) is a non-synthetic electrode for welding similar and dissimilar alloys like mild steel, stainless steel & nickel base alloys. Weld metal has good pitting and crevice corrosion resistance. It resists scaling up to 1100°C. Ideal for welding low carbon Ni-Cr-Mo alloys, clad side of joints in steel clad with low carbon Ni -Cr- Mo alloys and for welding low carbon Ni- Cr- Mo alloy to steel and to other nickel base alloys.
D&H 1250 is a basic coated electrode depositing monel weld metal. Ideal for welding of monel to monel, Ni-Cu alloys to themselves, Ni-Cu alloy to steels, for welding clad side of Ni-Cu clad steel and for surfacing on steel parts for service against corrosion by sea water, chlorinated solvents, sulphuric acid and alkalies; ideal for marine, chemical, food, dairy and oil refining industries.
D&H1260 is a nickel base electrode. It gives soft and smooth arc, which is easy to strike and re-strike. It is easy to operate in AC also. The weld metal is of radiographic quality and displays a good combination of strength and impact strength even at minus 196°C. Electrodes of sizes up to 3.15 mm dia metal can be used for welding in allpositions. It is recommended to use other sizes in horizontal and flat positions for achieving better results. Ideal for welding 9% Nickel steel for cryogenic storage tanks for LNG and other similar alloys as well as the clad side of joints in steel clad with a Ni- Cr-Mo alloy and for welding Ni-Cr-Mo alloys to steel and to other nickel base alloys.
D&H 1280 is a basic coated electrode depositing a pure nickel weld metal, ideally suited for welding wrought and cast of commercially pure nickel to themselves, welding nickel to carbon steels, overlays on steels to resist corrosion in caustic soda service and marine atmosphere.
D&H 13Cr is a special flux coated hydrogen controlled electrode depositing 13Cr weld metal. Ideally suited for joining similar alloys, resurfacing of valve seats, steam and gas turbine components. Ideal for joining straight chromium stainless steels.
D&H 1400 nickel electrodes deposits Ni-Cr-Mo-W-Co. The weld deposit has excellent heat resistance and strength up to 1000 Deg C. The deposit work hardens under impact load and the hardness is retained even at elevated temperatures. The weld deposit of nickel electrodes has high resistance to static or cyclic loads at high temperatures. D&H 1400 nickel electrodes are ideally suited for surfacing applications and joining applications to resist corrosion due to chloride environment and for surfacing of hot working tools, dies, punches, etc.
Non-synthetic electrode for joining, repair and surfacing, to resist abrasion, corrosion, oxidation and high temperature service. Weld metal containing low carbon Cr-Mo-W-Co. Excellent resistance to heat, strength and toughness up to 1000°C. Weld metal has good thermal shock resistance, hardness retention even at elevated temperatures and work hardening characteristics. Ideal for welding low carbon Ni-Cr-Mo alloys, clad side of low carbon Ni-Cr-Mo alloys and alloys of similar composition. Ideal for valves, valve seats, impellers, guide points, bushing, bearing, journals, hot working tools like hot shear blades, forging dies, trimming dies, piercing punches etc.
D&H 1414 (NS) provide excellent operating characteristics for groove and fillet welding in down hand position and smaller diameter electrodes are suitable for all position welding. Weld metal gives good resistance to the corrosion, resistance to reducing, oxidizing, crevice and pitting corrosion. It is suitable to join duplex, super duplex and super austenitic stainless steels and ideally suitable for nickel alloys such as Inconel alloy C-276, 622, 625, 686, UNS N06059 and N06022. Typical applications are include chemical, process, petrochemical, oil and gas, marine industries, etc.
D&H 1423 (NS) is an ideal non synthetic electrode for welding Ni-Cr-Mo alloys as well as the clad side of joints in steel clad with a Ni-Cr-Mo alloy and for welding Ni- Cr-Mo alloys to steel and to other nickel base alloys. It is suitable for welding components in plants for chemical processes with highly corrosive media. Typical base materials which are welded with this product are ASTM B574, B575, B619, B622 and B626 with UNS No. N06022. Ideal for C-22 alloys.
D&H1429 is a nickel base electrode. It gives soft and smooth arc, which is easy to strike and re-strike. It is easy to operate in AC also. The weld metal is of radiographic quality and displays a good combination of strength and impact strength even at minus 196°C. Electrodes of sizes up to 3.15mm dia metal can be used for welding inall positions. It is recommended to use other sizes in horizontal and flat positions for achieving better results. Ideal for welding 9% Nickel steel for cryogenic storage tanks for LNG and other similar alloys as well as the clad side of joints in steel clad with a Ni-Mo alloy and for welding Ni-Mo alloys to steel and to other nickel base
alloys.
D&H 16/8/2 is a rutile coated, stainless steel electrode depositing 15.5Cr 8.5Ni 1.3Mo stainless steel weld metal. Electrodes provide excellent operating characteristics with easy slag detachability. The lean composition of weld metal minimize the in-service formation of inter-metallic compound, excellent hot ductility properties which offer freedom from weld or crater cracking even under high-restraint conditions. This lean version weld metal is ideally suited for welding stainless steels, such as types 16-8-2, 304H, 316H and 347H for high pressure, high temperature piping systems, and catalytic cracker structures.
D&H 17Cr is a heavy coated low hydrogen electrode depositing a weld metal containing 17Cr. The weld deposit displays good resistance to corrosion and heat. The electrode is suitable for joining stainless steels of similar composition. It is also suitable for surfacing carbon steels, low alloy steels and chromium steels. Typical applications include surfacing of valves, impellers, turbine blades, etc.
D&H 2209(NS) is a non-synthetic electrode depositing duplex stainless steel weld metal. It is ideal for welding duplex stainless steels. The weld metal possesses excellent corrosion resistance in marine & paper environments. Suitable for welding duplex stainless steels having Cr < 25% and other grades like UNS 32205, UNS 31803, etc.
D&H 25/4 is stainless steel electrode for high temperature applications. Weld metal has excellent performance in high temperature up to 1100°C and defend against attack of sulphurous oxidizing or reducing combustion gases. Ideally suitable for joining and surfacing on heat-resistant chromium and chromium-nickel steel and cast steel of similar compositions.
- Non-synthetic rutile coated electrode depositing duplex stainless steel weld metal.
- Weld metal consisting of austenite and ferrite matrix, which gives good toughness and freedom from weld cracking.
- A soft and smooth arc, which is easy to strike and re-strike.
- Better welder appeal including, easy slag detachability characteristics.
The electrode can be used where resistance to pitting corrosive attack and resistance to stress corrosion cracking are required. The major application area includes, oil & gas industry, offshore platforms, petrochemical plants, mechanical & structural components demanding high strength together with high corrosion resistance.
D&H 2594(NS) is a non-synthetic electrode depositing super duplex stainless steel weld metal. The weld metal exhibits high strength, high impact energy, and resistance to stress corrosion cracking, pitting, and crevice corrosion. The weld metal possesses excellent corrosion resistance in marine & paper environments. Examples of application areas are: Oil and gas industry, Off shore plat forms, Petrochemical plants, Mechanical and structural components. It is suitable for welding
- ASTM A890/A995 Gr. 5A, CE3Mn, UNS J93404
- Super Duplex 2507, UNS S32750, EN 1.4410, NF Z3 CND 25-06AZ, SS2328
D&H 2595(NS) is a non-synthetic electrode depositing super duplex stainless steel weld metal. The weld metal exhibits high strength and resistance to stress corrosion cracking, pitting, and crevice corrosion. It is ideally suited for welding of super duplex stainless steels UNS S32550, S32750 and S32760 (wrought) and UNS J93370, J93380, J93404, CD4MCuN(cast) and similar compositions. Examples of application areas are: Oil and gas industry Oil country tubular Food processing Valves and fittings Flue gas de-sulfurizers Off shore plat forms Petrochemical plants Mechanical and structural components.
D&H 307 is a special electrode depositing a stainless steel weld metal having 20%Cr-10%Ni-4.0%Mn-1.0%Mo. The weld metal possess high crack resistant with moderate strength. It is ideally suited for moderate strength welds with good crack resistance between dissimilar steels such as austenitic manganese steel and carbon steel forgings or castings.
D&H 308H-17 is a stainless steel electrode depositing 19Cr - 10Ni stainless steel weld metal with carbon in the range of 0.04 - 0.08. It works well with transformer and good re-striking characteristic. Better welder appeal including, easy slag detachability characteristics. On horizontal fillet welds, produce more of spray arc and a finer rippled weld bead and the bead shape is typically flat to concave. Weld metal possesses excellent crack resistance and displays good elevated temperature properties. Ideally suited for joining 18/8 stainless steels where the carbon content is in the range of 0.04-0.08 i.e. AISI 304H material.
D&H 308L-17 is a stainless steel electrode for welding SS304, SS308 and its low carbon versions. It works well with transformer and good re-striking characteristic. Better welder appeal including easy slag detachability characteristics. On horizontal fillet welds, produce more of spray arc and a finer rippled weld bead and the bead shape is typically flat to concave. It has no red hot tendency within current range specified and no porosity. The weld deposit displays good corrosion and crack resistance. It is ideally suited for joining 18-8 stainless steels like AISI 304, 308 and its low carbon versions, etc. and their equivalent grades in cast variety.
D&H 309Cb is a stainless steel electrode depositing a 25Cr - 12Ni Niobium stabilised weld metal. Ideally suited for welding stabilised and unstabilised steels to mild steels, welding the clad side of 18-8 or 18-8-Nb clad steels, overlays on ferritic steels, etc.
D&H 309L is a stainless steel electrode depositing an extra low carbon 24Cr - 12Ni weld metal. The weld metal has excellent mechanical properties and possesses good oxidation and scaling resistance at elevated temperatures. Ideally suited for welding stainless steels, wrought and cast materials of similar composition, welding of 18/8 type stainless steels to carbon steels for buffer layers, for welding clad side of 18/8 clad stainless steels, etc.
D&H 309L-17 is a stainless steel electrode depositing an extra low carbon 23%Cr-13%Ni weld metal. It works well with transformer and good re-striking characteristic. Better welder appeal including easy slag detachability characteristics. On horizontal fillet welds, produce more of spray arc and a finer rippled weld bead and the bead shape is typically flat to concave. It has no red hot tendency within current range specified and no porosity. The weld metal has excellent mechanical properties and possesses good oxidation and scaling resistance at elevated temperatures. Ideally suited for welding stainless steels, wrought and cast materials of similar composition, welding of 18/8 type stainless steels to carbon steels for buffer layers, for welding clad side of 18/8 clad stainless steels, etc.
D&H 309LMo is a stainless steel electrode yielding a weld deposit of low carbon
25%Cr-12%Ni-2.5%Mo, which has good oxidation resistance up to 1050°C. It is ideally
suited for welding wrought and cast stainless steel of similar composition, for overlay
applications to resist heat and corrosion, overlays on ferritic steels, buffer layers, for
joining dissimilar steels such as 18-11-Mo steel to mild steel, etc.
D&H 309LMo is a stainless steel electrode yielding a weld deposit of low carbon
25%Cr-12%Ni-2.5%Mo, which has good oxidation resistance up to 1050°C. It is ideally
suited for welding wrought and cast stainless steel of similar composition, for overlay
applications to resist heat and corrosion, overlays on ferritic steels, buffer layers, for
joining dissimilar steels such as 18-11-Mo steel to mild steel, etc.
D&H 309LMo-17 is a stainless steel electrode depositing low carbon 23Cr - 13Ni - 2.5Mo weld metal. It works well with transformer and good re-striking characteristic. Better welder appeal including, easy slag detachability characteristics. On horizontal fillet welds, produce more of spray arc and a finer rippled weld bead and the bead shape is typically flat to concave. It is ideal for welding stainless steel of similar composition in wrought or cast form and for overlay application to resist heat and corrosion. Suitable for joining dissimilar steels, such 18-11-Mo steel to mild steel, clad side welding of 18-11-Mo steel, and for buffer layer applications.
D&H 309 Mo is a stainless steel electrode yielding a weld deposit of 25Cr - 12Ni - 2.5Mo, which has good oxidation resistance up to 1050°C. Ideally suited for welding 18-11-Mo type steels to mild steel, welding the clad side of 18-11-Mo clad steels, overlays on ferritic steels, buffer layers, etc.
D&H 310-15 is a basic coated 25Cr - 20Ni type electrode for welding steels of similar composition. The weld metal has excellent resistance to oxidation and scaling up to 1200°C. The electrode is also suitable for welding of hardenable steels, clad steels, C-Mo, Cr-Mo steels where pre-heat and post weld heat treatment are not feasible.
D&H 310-16 is a 25Cr - 20Ni type electrode for welding steels of similar composition. The weld metal has excellent resistance to oxidation and scaling up to 1200°C. The electrode is also suitable for welding of hardenable steels, clad steels, C-Mo, Cr-Mo steels where pre-heat and post weld heat treatment are not feasible.
A stainless steel electrode depositing 25Cr - 20Ni - 2.5Mo weld metal. It possesses excellent mechanical properties and resists at high temperatures. The electrode is suitable for welding of heat resisting castings, type 316 clad steels and overlay of carbon steels.
D&H 312 is a rutile type electrode which can be considered as outstanding by virtue of its excellent performance, characteristics and weld metal of controlled chemical composition. The weld metal is highly resistant to crack and fissures. These electrodes were designed to weld cast alloys of similar composition. The typical application include, welding dissimilar metals, unknown metals, leaf and coil springs, gear teeth, forged shafts, earth moving equipment and machine parts.
D&H 320 is a rutile type non-synthetic all position electrode depositing 20%Cr-35%Ni-2.5%Mo-3.5%Cu-Nb weld metal. The weld metal has excellent resistance to oxidation and scaling at 1200°C continuous service. Quiet and stable arc. Less spatter loss good bead appearance with equal ripples. It is primarily used to weld base metals of similar composition for applications where resistance to severe corrosion is required for a wide range of chemicals including sulfuric and sulphurous acid and their salts. These electrodes can be used to weld both castings and wrought alloys of similar composition without post weld heat treatment. The typical applications include HV-9A stainless steel, for fabricating carpenter 20 stainless steels etc.
D&H 320 (NS) is a rutile type non-synthetic all position electrode depositing 20Cr - 35Ni - 2.5Mo - 3.5Cu - Nb weld metal. The weld metal has excellent resistance to oxidation and scaling at 1200 C continuous service. Quiet and stable arc. Less spatter loss good bead appearance with equal ripples. It is primarily used to weld base metals of similar composition for applications where resistance to severe corrosion is required for a wide range of chemicals including sulfuric and sulfurous acid and their salts. These electrodes can be used to weld both castings and wrought alloys of similar composition without post weld heat treatment. The typical applications include HV-9A stainless steel, for fabricating carpenter 20 stainless steels etc.
D&H 320LR is a non-synthetic all position electrode depositing 20%Cr-35%Ni-2.5%Mo-3.5%Cu-Nb weld metal. The elements C, Si, P and S maintained as low as possible and Nb & Mn are controlled to get better properties. The weld metal has excellent resistance to oxidation and scaling at 1200°C continuous service. Quiet and stable arc. Less spatter loss good bead appearance with equal ripples. The control on chemistry reduces the weld metal fissuring frequently encountered in fully austenitic stainless steel. It is primarily used to weld base metals of similar composition for applications where resistance to severe corrosion is required for a wide range of chemicals including sulfuric and sulphurous acid and their salts. These electrodes can be used to weld both castings and wrought alloys of similar composition without post weld heat treatment. The typical applications include HV-9A stainless steel, for fabricating carpenter 20 stainless steels etc.
D&H 320LR (NS) is a non-synthetic all position electrode depositing 20Cr - 35Ni - 2.5Mo - 3.5Cu - Nb weld metal. The elements C, Si, P and S maintained as low as possible and Nb & Mn are controlled to get better properties. The weld metal has excellent resistance to o oxidation and scaling at 1200°C continuous service. Quiet and stable arc. Less spatter loss good bead appearance with equal ripples. The control on chemistry reduces the weld metal fissuring frequently encountered in fully austenitic stainless steel.
It is primarily used to weld base metals of similar composition for applications where resistance to severe corrosion is required for a wide range of chemicals including sulfuric and sulfurous acid and their salts. These electrodes can be used to weld both castings and wrought alloys of similar composition without post weld heat treatment. The typical applications include HV-9A stainless steel, for fabricating carpenter 20 stainless steels etc.
•Non-synthetic electrode depositing low carbon 28Cr-31.5Ni-3.7Mo-1Cu, fully austenitic weld metal. • Weld metal exhibits excellent resistance to corrosion in non- oxidizing media like Sulfuric acid, Phosphoric acid, etc. • The elements C, P and S are maintained at low levels to eliminate hot cracking & fissuring problems in weld metal. • A soft and smooth arc, which is easy to strike and re-strike. • E a s y slag detachability and well-rippled weld beads. • The weld metal is of radiographic quality.
Ideally suited for welding stainless steels of similar composition and other equivalent grades of stainless steels.
D&H 385 is a non-synthetic rutile coated stainless steel electrode depositing a weld metal containing low carbon 20Cr - 25Ni - 5Mo - 2Cu which exhibits excellent resistance to corrosion in non oxidizing media like sulfuric acid, phosphoric acid, acetic acid, formic acid, fatty acids, oxalic acid etc.
*Soft and stable arc, which is easy to strike and re-strike. * Low spatter. * Smooth weld beads. * Easy slag detachability.
It is ideally suited for welding materials for application where phosphoric, sulfuric acids, and other non-oxidizing solutions are encountered. The addition of Mo and Cu in the weld metal helps in resisting corrosive attack of these solutions. It is particularly suited for welding Carpenter 20, HV9, HV9A, Uranus B6, UHB 904L, Sandvik 2RK65, and similar materials which are used for these service conditions.
D&H 410 is a high deposition electrode designed for joining of similar alloys and for surfacing and overlay applications on unalloyed steels and chromium steel having 12.5Cr. The weld deposit displays good resistance to corrosion, erosion, pitting and abrasion. Ideally suited for surfacing of valves and other components of turbine, steam valves made of 13Cr steel, etc.
D&H 4130(AA) is a specially designed electrode to match the heat-treating & color matching properties of SAE 4130 and 8630 materials. The electrode shows very good features quiet and stable arc, less spatter loss and good bead appearance.
D&H 430 is a heavy rutile type electrode depositing a 17Cr weld metal. The weld metal displays good resistance to corrosion and heat. Ideally suited for surfacing of straight chromium steels and similar materials.
D&H 430Nb is a rutile coated electrode depositing 17%Cr-1%Nb. The weld metal is a ferritic microstructure with fine grains for welding of similar chrome steels and steel castings. The weld metal shows good corrosion resistibility and good oxidation resistibility. This electrode requires suitable post and preheats treatment for obtaining optimum weld metal properties. The welds are of radiographic quality. It is also suitable for first layer in the welding of type 405 and 410 clad steels. Typical applications include machine parts, propeller shafts, gas turbine construction, pump parts components in oil refineries, etc.
D&H 444L is a special purpose electrode depositing12Cr - 4.6Ni - 0.5Mo weld metal, which has excellent resistance to corrosion, erosion, pitting and impact. Ideally suited for joining of similar composition materials, groove welding and surfacing applications. Typical applications include surfacing of high pressure valves, turbine blades, valve seats, repairs of runners, pulp and paper plant equipment, etc.
D&H 446L is a unique electrode depositing a stainless steel weld metal having a nominal composition of 16Cr - 4.5Ni - 3.5Cu - Cb weld metal. The weld metal possesses excellent properties and attains high strength on heat treatment. It is ideally suited for welding martensitic precipitation hardening stainless steels of the type 17-4 PH etc.
D&H 45S is a special purpose electrodes depositing almost pure iron weld metal which is ideally suited for welding galvanizing baths. The very low silicon content ensures excellent resistance to corrosion by molten zinc. Typical applications include welding of galvanizing baths and filling up of worn out bodies of galvanizing bath to resist corrosion by molten zinc.
- A heavy coated, hydrogen controlled, all conventional position electrode depositing low alloy weld metal.
- The electrode gives soft & smooth arc which is easy to strike & re-strike.
- Superior operating characteristics with easy slag detachability.
- The welds are of radiographic quality.
- For surfacing of hot forging dies.
- For repairs of large hot working dies and earth moving equipments made of high tensile steel.
- Repair of case hardening steel parts after removing the hard zones, for repairing cracks in Ni-Cr hot working dies.
D&H 630-H is a medium coated rutile type hardfacing electrode depositing an air hardening weld metal resistant to severe abrasion and moderate impact. Ideal for hardfacing applications to combat severe abrasion combined with moderate impact. Typical applications include dredger bucket lips, plough shares, excavator teeth, conveyer buckets, etc.
A specially developed AC or DC(+) electrode to produce extra high performance weld metal. Superior operating characteristics. Deposit sound weld metal reaching maximum hardness as deposited. Weld metal highly resistant to heat, corrosion and wear with the shock resistance necessary for forging dies. Ideal for reclamation of forging die, hot working tools impressions, reducers guides-ways, flat dies, etc. Also excellent for a tough build-up when a higher hardness material is required on the surface.
D&H FN is a special Ferro-Nickel electrode designed for repair welds as well as for joining components of various types of cast irons, including grey and nodular cast irons and for welding them to steel and some ferrous and non-ferrous materials. Weld metal have good machinability. It is the right electrode for repair welds as well as for joining components and parts made out of various types of cast irons; rectification of defective casting in cast iron foundry; engine heads, pump casings, impellers, rope drums, ingot moulds and a variety of cast iron machine parts and equipments. It is also suitable for welding cast iron to steel and some ferrous and non-ferrous materials.
D&H Monel is a nickel-copper alloy electrode depositing a monel weld metal for welding of cast irons. The weld metal bonds easily and strongly with the cast iron. Ideal for repairing defects in foundry cast iron castings, repairing of cracks, broken parts of cast iron, etc.
Weld metal from D&H NM-CI is not readily machinable. It is the most economical for repairing various types of cast iron where machinability of the weld deposit is not required, where weld shrinkage stress is not a concern, and color match of the base metal should not be expected.
It melts at relatively low temperatures which permit the use of low welding currents.
Commonly used on: gears, motor housings, machine parts, farm equipment, large frames, etc.
D&H Secheron 209 is a special purpose stainless steel electrode. This composition are most often used to weld AISI type 209 (UNS S20910) base metals. The alloy is a nitrogen strengthened austenitic stainless steel exhibiting high strength with good toughness over a wide range of temperatures. Nitrogen alloying reduces the tendency for intergranular carbide precipitation in the weld area by inhibiting carbon diffusion and thereby increasing resistance to intergranular corrosion. Nitrogen alloying coupled with the molybdenum content provides superior resistance to pitting and crevice corrosion in aqueous chloride-containing media. Electrodes have sufficient total alloy content for use in joining dissimilar alloys, like mild steel and the stainless steels, and also for direct overlay on mild steel for corrosion applications.
D&H-3U is a specially designed electrode for welding U3 steel. The weld metal has excellent crack resistance and has good scaling resistance. It produce quiet and stable arc, which is easy to strike and re-strike. Detachability of slag is very easy. The weld metal is of radiographic quality. Ideal for joining ferritic to austenitic steels, armour plates, austenitic manganese steels, dissimilar materials, etc.
A non-synthetic electrode depositing homogeneous Ni-Cr-Fe alloy composition. It is suitable for welding alloys of similar compositions to themselves, for surfacing steel with Ni-Cr-Fe alloy when high Manganese contents are not detrimental, for welding clad side of Ni-Cr-Fe clad steel and dissimilar metal combinations. Specially recommended for welding 9% Ni Steels for cryogenic service. It is ideally suitable for welding Ni alloy UNS N06600. Also used for welding of Nickel-Chromium alloys used for high temperature applications like furnace heating elements and reformer tubes.
A hardfacing electrode depositing low hydrogen, low alloy steels weld metal for surfacing hammer dies. The weld metal possesses good toughness and resistance to heat for enhancing the life of the dies.
DK-18Ni(Mod) is a basic coated low hydrogen electrode for low temperature application welding. Suitable for welding of DMR grade fine-grained steel, heavy section fabrication, pressure vessels, penstock pipelines, fine grained quenched & tempered steels, etc where high stress & dynamic loading service applications are involved. The weld metal is of radiographic quality. Typical material grades suitable for welding with this electrodes are- DMR 249A, C/D grades of ASTM SA-414, Grade 55 & 60 steels of SA-516, Steels conforming to SA-814, IS: 2002, IS: 2062 and equivalent grade of steels.
D&H-25/35Nb LC is a low-carbon basic coated SMAW electrode for welding of low-carbon 35%Ni-25%Cr & Bal. Fe alloy steel. Weld deposit can be used at temperatures up to 1100°C & possesses resistance to thermal shock & Fatigue. Ideally suited for welding of centrifugally cast pyrolysis coils, reformer tubes, return bends, and tees for the petrochemical industry.
A heavy coated rutile type electrode for achieving radiographic quality welds in mild steel boilers, pressure vessels, ships, hull construction, etc. Excellent bead appearance and self peeling slag. Typical applications also include storage tanks, wagons, automobile frames and bodies, rolling stocks, rail coaches locomotive fire boxes, etc.
F 100S-G is a copper-coated solid wire available in bright finish, gives smooth flow, stable are spatter free under optimum welding conditions. The weld metal displays excellent crack resistance and produces sound weld metal possessing excellent strength combined with good impact properties. It gives radiographic quality welds. It is ideally suited for welding of high strength Q&T steels, like WEL-TEN80, SA 517 SA335 P36 grades, WB36 pipes, and their equivalent grades.
F 70S-G is a copper coated mild steel wire for GTAW. Suitable for welding of mild steel, low carbon steel and other structural steels of tensile strength up to 560 MPa. The wire burns with smooth arc. It is designed for welding of low and medium carbon steels like; SA-36, A/B/C/D grades of SA-283, A/B/C grades of SA-285, A/B grades of SA-414, etc.
F 70S-2 is triple deoxidized copper-coated mild steel wire for GTAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is suitable for root run of mild steel pipes. Ideal for welding A36, A285 grade C, A515-55, A516-70, etc
F 70S-2(NACE) is triple deoxidized copper coated mild steel wire for GTAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is suitable for root run of mild steel pipes. Ideal for welding A36, A285 Gr. C, A333 Gr. 6, A515-55, A516-70, etc.
F 70S-3 is a copper-coated mild steel wire for GTAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is suitable for root run of mild steel pipes. Ideal for welding A36, A285 grade C, A515-55, A516-70, etc
F 70S-6 is a copper coated mild steel wire for GTAW. Suitable for welding of mild steel, low carbon steel and other structural steels of tensile strength up to 540 MPa. The wire burns with smooth arc. It is designed for welding of low and medium carbon steels like; SA-36, A/B/C/D grades of SA-283, A/B/C grades of SA-285, A/B grades of SA-414, etc.
F 80S-Ni3 is a copper-coated solid wire available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It is specially designed to produce weld metal with increased strength and notch toughness at temperature up to minus 75oC. It gives radiographic quality welds. Ideally suitable for welding fine grained and Nickel steels. Typical applications include containers and piping systems and tanks used for storage, transportation of liquefied propane and butane, A&P brackets etc.
F 80S-D2 is a copper-coated solid wire for GTAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is recommended for welding of molybdenum (~0.5%) containing high strength fine-grained structural steels. The wire also is suitable for welding of penstock pipe-line, fabrication of earth moving equipments, etc. where high tensile strength property is desired from the weld metal. Suitable for welding of ASTM steels: SA-455/ SA-455M, Gr.60, Gr.65 steels of SA-515/ SA-515M, Gr.60, Gr.65 steels of SA-516/ SA-516M, Class 1 of A, B, C, D grades of SA-533/ SA-533M, etc.
F 80S-Ni1 is a copper-coated solid wire available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It is specially designed to produce weld metal with increase strength and notch toughness a temperature up to minus 45 deg C. It gives radiographic quality welds. Ideally suitable for welding fine grained and Nickel steels. Typical applications include storage tanks for liquefied gases, distillers in coke oven batteries and petrochemical industries.
F 80S-Ni2 is a copper-coated solid wire available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It is specially designed to produce weld metal with increase strength and notch toughness at o temperature up to minus 60 C. It gives radiographic quality welds. Ideally suitable for welding fine grained and Nickel steels. Typical applications include containers and piping systems and tanks used for storage, transportation of liquefied propane and butane, A&P brackets etc.
F 90S-D2 is a copper-coated solid wire available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. This wire is recommended for welding of molybdenum (~0.5%) containing high strength fine-grained structural steels. The wire also is suitable for welding of penstock pipe-line, fabrication of earth moving equipments, etc. where high tensile strength property is desired from the weld metal. Suitable for welding of ASTM steels: SA-455/ SA-455M, Gr.60, Gr.65, Gr.70 steels of SA-515/ SA-515M, Gr.60, Gr.65, Gr.70 steels of SA-516/ SA-516M, Class 1 of A grades of SA-533/ SA-533M, etc.
F C-Mo is a copper-coated solid wire for GTAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is ideally suited for welding of low alloy ferritic steels of similar composition. The weld metal possesses good high temperature properties. Typical applications include the welding of Carbon Molybdenum steels such as, ASTM Grade F1 of SA-182 & SA-336, Grade A of SA-204, Grade T1/T1a/T1b of SA-209, Grade WC1 of SA-217, Grade A of SA-302, Grade P1 of SA-335, Class 1 of A grades of SA-533, etc.
F Cr-Mo 1 is a copper-coated solid wire for GTAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. This low alloy steel wire is suitable for welding 1.25Cr - 0.5Mo steel. The weld metal possesses good high temperature properties. It deposits notch free weld deposits with excellent mechanical properties. Especially suitable for welding of pipes & tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F2, F11, F12 class 1 & 2 of SA-182, Grade T11of SA-199, Grade T2, T11 & T12 of SA-213, Grade WC6 of SA-217, Grade P2, P11 & P12 of SA-335, Grade FP2, FP11 & FP12 of SA-369, Grade 2, 11 & 12 of SA-387, Grade CP2, CP11 & CP12 of SA-426, etc.
F Cr-Mo 1 (MOD) is a copper-coated solid wire for GTAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. This wire having lesser impurities i.e. S, P, will improve the subzero impact property. It gives radiographic quality welds. It is suitable for welding 1.25Cr - 0.5Mo steel. The weld metal possesses good high temperature properties. Especially suitable for welding of pipes & tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F2, F11, F12 class 1 & 2 of SA-182, Grade T11of SA-199, Grade T2, T11 & T12 of SA- 213, Grade WC6 of SA-217, Grade P2, P11 & P12 of SA-335, Grade FP2, FP11 & FP12 of SA-369, Grade 2, 11 & 12 of SA-387, Grade CP2, CP11 & CP12 of SA-426, etc.
F Cr-Mo 1L is a copper-coated solid wire for GTAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is suitable for welding low carbon 1.25Cr - 0.5Mo steel. The weld metal possesses good high temperature properties. Especially suitable for welding of pipes & tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F2, F11, F12 class 1 & 2 of SA-182, Grade T11of SA-199, Grade T2, T11 & T12 of SA-213, Grade WC6 of SA-217, Grade P2, P11 & P12 of SA-335, Grade FP2, FP11 & FP12 of SA-369, Grade 2, 11 & 12 of SA-387, Grade CP2, CP11 & CP12 of SA- 426, etc.
F Cr-Mo 2 is a copper-coated solid wire for GTAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is suitable for welding 2.25Cr - 1Mo steel. The weld metal possesses good high temperature properties. Especially suitable for welding of pipes and tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F22 (class 1 & 3) of SA-182 and SA-336, Grade T4, T22 of SA-199, Grade T22 of SA-213, Grade WC9 of SA-217, Grade P22 of SA-335, Grade FP22 of SA-369, Grade 22, 22L of SA-387, Grade CP22 of SA-426, Grade 22 of SA-541, Class 1 of A, B types of SA-542, etc.
F Cr-Mo 2 (MOD) is a copper-coated solid wire for GTAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. This wire having lesser impurities i.e. S, P, will improve the subzero impact property. It gives radiographic quality welds. It is suitable for welding 2.25Cr - 1Mo steel. The weld metal possesses good high temperature properties. Especially suitable for welding of pipes and tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F22 (class 1 & 3) of SA-182 and SA-336, Grade T4, T22 of SA-199, Grade T22 of SA- 213, Grade WC9 of SA-217, Grade P22 of SA-335, Grade FP22 of SA-369, Grade 22, 22L of SA-387, Grade CP22 of SA-426, Grade 22 of SA-541, Class 1 of A, B types of SA-542, etc.
F Cr-Mo 23 is a solid wire available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal of having less impurities i.e. S, P will improve the impact property at sub-zero temperatures. It is suitable for welding creep-resisting steels of similar composition. It is especially applicable wherever prolonged heat treatment cycles are involved. It is ideal for welding P23/T23 material welding.
F Cr-Mo 2L is a copper-coated solid wire for GTAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is suitable for welding low carbon 2.25Cr - 1Mo steel. The weld metal possesses good high temperature properties. Especially suitable for welding of pipes and tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F22 (class 1 & 3) of SA-182 and SA-336, Grade T4, T22 of SA-199, Grade T22 of SA- 213, Grade WC9 of SA-217, Grade P22 of SA-335, Grade FP22 of SA-369, Grade 22, 22L of SA-387, Grade CP22 of SA-426, Grade 22 of SA-541, Class 1 of A, B types of SA-542, etc.
F Cr-Mo 5 is a copper-coated solid wire for GTAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is suitable for welding 5Cr-0.5Mo steel. The weld metal possesses good high temperature properties. The weld metal possesses excellent creep property up to 550 o C. Especially suitable for welding of pipes and tubes of matching composition in Power plants, Refineries, Petrochemicals, Fertilizer plants, etc. Suitable for welding of ASTM steels: Grade F5/ F5a & F21 of SA-182, Grade T4, T22 of SA-199, Grade T22 of SA-213, Grade C5 of SA-217, Grade P22 of SA-335, Grade F5 & F21 (class 1&3) of SA-336, Grade FP5, FP21 of SA-369, Grade 5, 21 & 21L of SA-387, Grade CP5, CP21 of SA-426, Class 4, 4a of E types of SA-542, etc.
F Cr-Mo 9 is a copper-coated solid wire for GTAW, available in bright finish. The wire gives stable arc, smooth welding performances and deposits radiographic quality welds. It is designed for creep resistant steels. It is used for welding base metal of similar compositions, usually in the form of pipe or tubing. Typical applications include welding of A387 Grade 9 plate, A335 P9 pipe, A213 T9 tubes, etc.
F Cr-Mo 91 is copper-coated a solid wire for GTAW, yielding 9%Cr - 1%Mo and modified with Niobium, Vanadium and Nitrogen designed to provide improved creep strength, toughness, fatigue life, oxidation and corrosion resistance at elevated temperatures. The wire gives stable arc, smooth welding performance and deposits radiographic quality welds. F Cr-Mo 91 designed to weld the materials in power plant, refineries, naptha cracker units, etc. Following are some of the steels that can be welded with this wire.
I) Plate: A 387 Gr.91 (II) Pipes: A 335-P91 (III) Tubes: A 213 - T91
F Cr-Mo 92 is a copper-coated solid wire for GTAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. The weld metal content 9Cr 1Mo and enriched with Niobium, Vanadium, Nitrogen and tungsten. Tungsten additions provides adequate creep rupture strength at higher steam pressures and temperatures. The controlled addition of alloying elements improves the toughness and weldability. Wire is specially designed to weld advanced materials, which are being used to improve thermal efficiency in power plant, refineries etc. Ideal for welding steels of similar composition to achieve adequate creep rupture strength. Some typical materials where this electrode can be used are P92, Rotor Steel, E 911 steels, GX12 Cr MoWVNbW11etc.
F MN-Mo is a copper-coated solid wire for GTAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is suitable for welding high strength fine-grained structural steels containing ~0.5%Mo. The wire is also suitable for welding of penstock pipe-line, fabrication of earth moving equipments, etc. where high tensile strength property is desired from the weld metal. Suitable for welding of ASTM steels: SA-455/ SA-455M, Gr.60, Gr.65 steels of SA-515/ SA-515M, Gr.60, Gr.65 steels of SA-516/ SA-516M, Class 1 of A, B, C, D grades of SA-533/ SA-533M, etc.
Fenitherme is a special Ferro -Nickel electrode designed for repair welds as well as for joining components of various types of cast irons, including grey and nodular cast irons and for welding them to steel and some ferrous and non-ferrous materials. It is ideally suitable for rectification of defective casting in cast iron foundry; engine heads, pump casings, impellers, rope drums, ingot moulds and a variety of cast iron machine parts and equipments. It is also suitable for welding cast iron to steel and some ferrous and non-ferrous materials.
A Super heavy coated, iron powder type electrode ideal for welding mild steel structures, plant machinery, etc. High metal recovery of 150% reduces welding time and increases the output. Weld metal is sound and is of radiographic quality. Some typical applications include mild steel structures, heavy columns, shipbuilding, locomotives, girders, boilers, etc.
Ferrovite-B is a special Zircon formulated low hydrogen, iron powder type electrode, suitable for fillet welds in the horizontal welding position and groove welds in the flat welding position. Electrode coverings are much thicker and give a higher deposition rate. It is ideally suited for the fabrication of carbon steels particularly fillet and butt welds for faster deposition. The higher metal recovery makes it the ideal choice for heavy fabrication.
FW 1223 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is ideal for welding Ni-Cr-Mo alloys to themselves and to steel, and for surfacing steel. The wires are use in applications where the temperature ranges from cryogenic to 540°C. It is also suitable for welding Ni base alloys to steel. Ideal for valves, valve seats, impellers, guide points, bushing, bearings, journals, hot working tools like hot shear blades, forging dies, trimming dies, piercing punches etc.
FW 1225 is a solid wire for GTAW available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is used for welding Nickel-Chromium-Cobalt-Molybdenum alloys to themselves and to steel and for surfacing steel with Ni-Cr-Co-Mo weld metal. It is also used for applications where optimum strength and oxidation resistance is required above 820oC up to 1150oC especially when welding on base metal of Nickel-Iron- Chromium alloys. Specially recommended for welding furnace heating elements, reformer tubes etc.
FW 1227 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. The weld deposit resists corrosion resistance at room temperature as well as resistance to oxidation and reducing atmospheres at elevated temperatures. Filler metal of this classification is used for welding nickel-chromium-molybdenum alloy ASTM B574, B575, B619, B622, and B 628 having UNS number N06455 to itself, to steel, to other nickel-base alloys, and for cladding steel. Typical applications are include chemical, process, petrochemical, oil and gas, marine industries, etc.
FW 1250 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. The weld metal possesses good resistance to corrosion by seawater, chlorinated solvents, sulfuric acid and alkalies. It is ideally suited for welding of monel- to-monel, Ni-Cu alloys to themselves, Ni-Cu alloy to steels, for welding clad side of Ni- Cu clad steel and for surfacing on steel parts. It is ideal for marine, chemical, food, dairy and oil refining industries.
FW 1280 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal enhanced resistance to corrosion in caustic soda service and marine atmosphere. It is suitable for welding wrought and cast forms of pure nickel alloys like ASTM B160, B161, B162 and B163 having UNS number N02200 or N02201 to itself.
FW 1400 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal enhanced resistance to heat and strength up to 1000°C. Weld metal has good thermal shock resistance, hardness retention even at elevated temperatures, work hardening characteristics and corrosion resistance. It is suitable for welding low carbon Ni – Cr – Mo alloys, clad side of low carbon Ni – Cr – Mo alloys and alloys of similar composition. Suitable for surfacing for increased resistance to abrasion, oxidation & corrosion. Ideal for valves, valve seats, impellers, guide points, bushing, bearing, journals, hot working tools like hot shear blades, forging dies, trimming dies, piercing punches etc.
FW 1414 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. It is used in severe corrosion applications where resistance to reducing, oxidizing, crevice and pitting conditions is required. It is suitable for welding wrought and cast forms of nickel alloys like ASTM B574, B575, B619, B622, and B628 having UNS number N06686 to itself, to steel, to other nickel-base alloys, and for cladding steel.
FW 1423 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal enhanced resistance to pitting, crevice corrosion, and stress corrosion cracking. It has outstanding corrosion resistance to both reducing and oxidizing media. It is suitable for welding Nickel – Chromium – Molybdenum alloy to itself, to steel, to other nickel base alloys, and for cladding steel. Typical applications include the welding of Nickel - Chromium-Molybdenum alloys such as, ASTM B574, B575, B619, B622 & B628 having UNS number N 06022.
FW 2209 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Deposits have duplex microstructures consisting of an austenite - ferrite matrix, which is characterized by high tensile strength, resistance to stress corrosion cracking, and improved resistance to pitting. It is used primarily to weld duplex stainless steels, which contain approximately 22 percent Cr such as UNS S31803 and S32205.
FW 2553 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The duplex stainless steel weld metalis characterized by high tensile strength, resistance to stress corrosion cracking and improved resistance to pitting. The major application area includes, oil & gas industry, offshore platforms, petrochemical plants, mechanical & structural components demanding high strength together with high corrosion resistance.
FW 2594 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. The weld metal exhibits high strength, high impact energy, and resistance to stress corrosion cracking, pitting, and crevice corrosion. The weld metal possesses excellent corrosion resistance in marine & paper environments. Examples of application areas are: Oil and gas industry, Off shore plat forms, Petrochemical plants, Mechanical and structural components.
•ASTM A890/A995 Gr.5A, CE3 Mn, UNSJ93404
• Super Duplex 2507, UNS S32750, EN 1.4410, NFZ3 CND 25-06AZ, SS2328
• ASTM A890/A995Gr. 6A UNS32760,J93380, CD3MWCuN
FW 304 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. Wire contains 19Cr - 10Ni. The weld metal exhibits excellent resistance to Intergranular Corrosion. It is ideally suited for welding of stainless steels of similar composition like 304 and equivalents, for overlays, surfacing, and repairing castings of similar materials.
FW 304L is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. Wire contains low carbon 19Cr - 10Ni. The weld metal exhibits excellent resistance to Intergranular Corrosion. It is ideally suited for welding of stainless steels of similar composition like 304L and equivalents, for overlays, surfacing, and repairing castings of similar materials.
FW 308 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is ideally suited for welding of stainless steels of similar composition like 304 and equivalents, for overlays, surfacing, and repairing castings of similar materials.
FW 308H is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. It is ideally suited for welding of stainless steels of similar composition like 304H and its equivalents, for overlays, surfacing, and repairing castings of similar materials.
FW 308L is a solid wire for TIG process, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. Wire contains low carbon 20Cr - 10Ni. The weld metal exhibits excellent resistance to Intergranular Corrosion. It is ideally suited for welding of stainless steels of similar composition like 304L and equivalents, for overlays, surfacing, and repairing castings of similar materials.
FW 3 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Wire contains low carbon 20Cr - 10Ni – Si, silicon improve the usability of the filler wire. The weld metal exhibits excellent resistance to Intergranular Corrosion. It is ideally suited for welding of stainless steels of similar composition like 304L and equivalents, for overlays, surfacing, and repairing castings of similar materials.
FW 309 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The weld metal has excellent mechanical properties and possesses good oxidation and scaling resistance at elevated temperatures. It is ideally suited for welding stainless steels, wrought and cast materials of similar composition, welding of 18/8 type stainless steels to carbon steels for buffer layers, for welding clad side of 18/8clad stainless steels, etc.
FW 309L is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The weld metal has excellent mechanical properties and possesses good oxidation and scaling resistance at elevated temperatures. It is ideally suited for welding stainless steels, wrought and cast materials of similar composition, welding of 18/8 type stainless steels to carbon steels for buffer layers, for welding clad side of 18/8 clad stainless steels, etc.
FW 309LMo is a solid wire for TIG welding available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. A highly crack resistant weld deposit which displays good intergranular corrosion resistance and good oxidation and scaling resistance at elevated temperatures. It is for welding stainless steel of similar composition in wrought or cast form and for overlay application to resist heat and corrosion. Suitable for joining dissimilar steels, such 18-11-Mo steel to mild steel, clad side welding of 18-11-Mo steel, and for buffer layer applications.
FW 309Mo is a solid wire for TIG welding available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. A highly crack resistant weld deposit which displays good intergranular corrosion resistance and good oxidation and scaling resistance at elevated temperatures. It is for welding stainless steel of similar composition in wrought or cast form and for overlay application to resist heat and corrosion. Suitable for joining dissimilar steels, such 18-11-Mo steel to mild steel, clad side welding of 18-11-Mo steel, and for buffer layer applications.
FW 310 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. The weld metal has excellent resistance to oxidation and scaling up to 1200 C. It is ideally suited for the welding of similar and dissimilar compositions,
FW 312 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The weld metal is highly resistant to crack and fissures. It is ideally suited for weld cast alloys of similar composition. The typical application include, welding dissimilar metals, unknown metals, leaf and coil springs, gear teeth, forged shafts, earth moving equipment and machine parts.
FW 316 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The weld metal has excellent resistance to intergranular corrosion even at elevated temperatures. It is ideal for welding stainless steel of similar composition in wrought or cast form and for overlay application to resist heat and corrosion. It is suitable for number of industries like rayon, dye, paper, chemical, fertilizer, petrochemicals, etc.
FW 316H is a solid wire for GTAW, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. The weld metal exhibits higher strength at elevated temperature. It is ideally suited for welding of stainless steels of similar composition like 316H and equivalents, for overlays, surfacing, and repairing castings of similar materials
FW 316L is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The weld metal has excellent resistance to intergranular corrosion even at elevated temperatures. It is ideal for welding stainless steel of similar composition in wrought or cast form and for overlay application to resist heat and corrosion. It is suitable for number of industries like rayon, dye, paper, chemical, fertilizer, petrochemicals, etc.
FW 316L Si is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. This filler metal reduces the possibility of intergranular chromium carbide precipitation and thereby increases the resistance to intergranular corrosion. Silicon improves the usability of the filler metal in the GTAW process. It is suitable for welding similar grade of stainless steels.
FW 317 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is ideally suited for welding of stainless steels of similar composition and their equivalents. It has excellent resistance against Sulfuric, Sulfurous and phosphoric acids.
FW 317L is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. It is ideally suited for welding of stainless steels of similar composition and their equivalents. Low carbon weld metal increases the resistance to intergranular corrosion. It is also excellent resistance against Sulfuric, Sulfurous and phosphoric acids.
FW 318 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. The weld metal possesses good resistance to corrosion and pitting and improved creep strength. The weld metal has excellent resistance to intergranular corrosion. It is ideally suitable for welding of AISI 316, 316Ti, 317, 317Ti and their equivalents.
FW 320 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The weld metal provides resistance to intergranular corrosion. Ideally suited to weld base metal of similar composition for applications where resistance to severe corrosion involving a wide range of chemicals, including sulfuric and sulfurous acids and their salts, is required. It can be used to weld both castings and wrought alloys of similar composition.
FW 320LR is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The elements C, Si, P and S maintained as low as possible and Nb & Mn are controlled to get better properties. The weld metal has excellent resistance to oxidation and scaling at 1200°C continuous service. It is primarily used to weld base metals of similar composition for applications where resistance to severe corrosion is required for a wide range of chemicals including sulfuric and sulfurous acid and their salts. The typical applications include HV-9A stainless steel, for fabricating carpenter 20 stainless steels etc.
FW 347 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The Nb reduces the possibility of intergranular chromium carbide precipitation and thus susceptibility to intergranular corrosion and high temperature strength. It is suitable for welding Cr – Ni stabilized stainless steels of type AISI 347, 321, etc.
FW 347 Si is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The Nb reduces the possibility of intergranular chromium carbide precipitation and thus susceptibility to intergranular corrosion and high temperature strength. Silicon improves the usability of the filler metal. It is suitable for welding Cr -Ni stabilized stainless steels of type AISI 347, 321, etc.
FW 383 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. The weld metal provides resistance to corrosion in non- oxidizing media like Sulfuric acid, Phosphoric acid, etc. The elements C, Si, P and S are maintained at low levels to eliminate hot cracking and fissuring. Ideally suited for welding stainless steels of similar composition and other equivalent grades of stainless steels.
FW 385 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Wire contains low carbon 20Cr - 25Ni - 5 Mo - 2Cu which exhibits excellent resistance to corrosion in non oxidizing media like sulfuric acid, phosphoric acid, acetic acid, formic acid, fatty acids, oxalic acid etc. It is ideally suited for welding materials for application where phosphoric, sulfuric acids, and other non-oxidizing solutions are encountered. The addition of Mo and Cu helps in resisting corrosive attack of these solutions. It is particularly suited for welding Carpenter 20, HV9, HV9A, Uranus B6, UHB 904L, Sandvik 2RK65, and similar materials which are used for these service conditions.
FW 409Nb is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. This wire is depositing 12Cr – 0.5Ni - 1Nb weld metal. Added Nb in weld metal to produce a ferritic microstructure with fine grains. It is ideally suited for welding ferritic stainless steels such as 405 and 409. It is also suitable for overlay on carbon steels, low alloy steels, 410 stainless steel, etc.
FW 410 is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal possesses excellent resistance to corrosion, pitting, abrasion, and impact. It is suitable for joining of similar alloys and for surfacing and overlay applications on unalloyed steels. Ideally suited for surfacing of valves and other components of turbine, steam valves made of 13Cr steel, etc.
FW 410NiMo is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal possesses excellent resistance to corrosion, pitting, abrasion, and impact. Welding for surfacing of ASTM CA 6 NM castings and similar composition subjected to wear by corrosion, erosion, abrasion combined with impact. Ideally suitable for welding of guide vanes and runners, hard facing of valve seats, turbine blades in hydro power plants, pulp and paper machinery, rebuilding of gas, steam turbines, etc.
FW 430 is a solid wire for TIG process available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit. Weld metal possesses excellent resistance to corrosion, abrasion, and impact. It is designed for joining of similar alloys and for surfacing and overlay application on unalloyed steels. Ideally suited for surfacing of valves impellers, turbine, blades etc.
Weld metals deposited by FW CoCr-A rods are characterized by a hypo-eutectic structure, consisting of a net work of about 13% eutectic chromium carbides distributed in a cobalt-chromium-tungsten solid solution matrix. This weld metal is good for resisting metal to metal wear, particularly in high load situations that are prone to galling. This weld deposit has got excellent resistance to corrosion, oxidation, and elevated temperature retention of hot hardness up to 650°C. It is used primarily to resist wear where elevated temperatures and corrosion is involved. Specific applications include Automotive and fluid flow valves, chain saw guides, hot punches, shear blades & extruder screws.
FW CuNi is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It is for joining and surfacing of wrought and cast alloys of similar composition as well as 80/20 and 90/10 alloys. Ideally suited for offshore applications because of its good resistance to the corrosion in seawater. It is also suitable for chemical process equipments, oil refineries, food industries, etc.
FW CuSi-A is a solid wire for TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. This filler metals are copper-base alloys containing approximately three percent silicon. It is for welding of copper-silicon and copper-zinc base metals, to themselves and also to steel. Generally, it is best to keep the weld pool small and the interpass temperature below 65 C to minimize hot cracking. Welding can be done in all positions, but the flat position is preferred.
FW Ni-CI is used to join ordinary gray irons to themselves, or to other ferrous and nonferrous materials, and to reclaim or repair castings. Satisfactory welds can be produced on small and medium size castings where the welding stresses are not overly severe, or where the phosphorus content of the iron is not high. Because of the lower strength & ductility of weld metal these wire rods should be used where machinability of diluted filler metal is necessary. These filler rods can also be used on malleable or ductile iron.
FW NiCr-3 is a solid wire for GTA / TIG welding, available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality welds. This wire is used for welding a range of Inconel 600, 601, 690, Incoloy 800, 800H, 800HT, 9% Nickel steel, ASTM B 163, B 166, B 167, B 168 etc. Used for dissimilar applications with carbon steel to stainless steels, low alloy steel to stainless steel and also for 200 and 400 type alloys.
FW Ti-2 is a solid wire for TIG process available in bright finish, gives smooth flow, stable arc and spatter free under optimum welding conditions. It gives radiographic quality weld deposit for welding of pure Titanium Grade 2 type. Titanium requires a greater cleanliness and the use of auxiliary gas shielding to protect the molten puddle and cooling weld zone from atmospheric contamination. It has meets the needs of the navy, chemical industry, aeronautical and aerospace applications. Typical applications include for process equipment like pressure vessels, columns, tanks, heat exchangers, shafts, blowers, fans, condenser tubing, valves, fittings and pipe.
A medium coated basic type hydrogen controlled electrode producing a tough,ductile weld metal for welding heavy sections in mild steel, medium high tensile steels, subjected to dynamic loading. Also suited for cast steels, difficult steels of unknown composition and for non-machinable deposits on cast iron. Typical applications include coaches, ships, heavy duty structures, earth moving machinery, rotary kiln shells, cast irons.
Indotherme(Spl) is a medium-coated basic type hydrogen-controlled electrode producing a tough, ductile weld metal for welding heavy sections in mild steel, medium high tensile steels, subjected to dynamic loading. Weld deposit displays excellent toughness at sub-zero temperatures down to -45°C. It is ideally suited for cast steels, difficult steels of unknown composition, and for non-machinable deposits on cast iron.
Indotherme(Spl)H4R is a basic coated, low hydrogen, moisture resistant electrode. It is suitable for mild steel and medium high tensile steels subjected to dynamic loading, high stresses and impact. Weld deposit displays excellent toughness at sub-zero temperatures down to -45°C.
Some of the applications include:
Heavy structures subjected to dynamic loading, Rail coaches, Wagons, Ships, Road rollers, Heavy duty cranes, Conveyors & other materials handling plant and equipment, Earth moving machinery, Tractors, Hydraulic gates, Rotary kiln shells, Concrete reinforcement rods, Welding cast iron, Depositing buffer layer on steels before hardfacing, etc.
INDOTHERME-CS is a medium coated, basic type hydrogen controlled electrode producing a tough, crack resistant weld metal of radiographic quality. It is specially designed for welding cast steels, difficult steels high in carbon and sulphur.
A special low heat input electrode for welding mild steel.
Low heat input electrode for extreme thermal shocks resistance, high temperature and cryogenic applications.
Electrode designed for die rebuilding & surfacing for extra tough hot & cold working tools.
LoTherme-688 have balanced chemical composition contain with Cr - Ni - Mo and V. It is designed for surfacing / cladding of a trimming dies and tools. The consumables have very good welder appeal and easy slag detachability. It is free from cracks, porosities and any other surface defects. Up to 10 pass build-ups without weld cracking. Ability to resist shock and abrasion.
Excellent toughness while exhibiting good machinability for repair
of cracked and fractured steels.
Self-shielded hard-surfacing flux-cored wire
A customized gas-shielded wire designed for the
fabrication of a new die and the rebuilding of worn-out
Hot forging dies. The wire has a very good
welder's appeal and easy slag detachability. The
deposited weld metal is martensitic stainless
steel and highly resistant to heat, corrosion,
wear & galling. It is free from cracks, porosities,
and any other surface defects.
Forging die rebuilding fux cored wire.
A customized gas-shielded flux-cored wire designed to deposit low-alloy steel weld metal for surfacing of hammer dies. The weld metal is tough, free from cracks, porosities, and any other surface defects.
LoTherme GS-352 is a gas shielded flux cored
wire designed for welding of medium carbon steel
& structural components and joining & repair
welding of casting & forgings. The weld deposit
contains very low diffusible hydrogen and good
resistant to cracks & fissures. The wire produces
an easy-to-remove slag and results in smooth &
uniform radiographic quality weld bead.
A Gas-shielded wire for High Tensile Steel welding
Forging die building flux cored wire.
A customized gas shielded wire designed for fabrication of a new die and re-building of wornout hot forging dies. The deposited weld metal is resistant to heat, metal to metal wear & galling. It is free from cracks, porosities and any other surface defects. The wire has very good welder's appeal and easy slag detachability.
A Gas-shielded wire for Low Hardness Surfacing & Buffer layer
A gas-shielded basic type wire designed to deposit
air-hardened hard surfacing weld metal with
machinable characteristics. The wire has a very
good welder's appeal and easy slag detachability.
The low alloy steel weld metal consists of
tempered martensite, having good toughness and
resistance to impact loading.
A Gas-shielded wire to deposit Air-hardening, Crack-free 52-56 HRC weld metal.
Gas shielded hard surfacing flux cored wire.
Gas shielded tubular hard surfacing
wire.
A customized gas-shielded flux-cored wire designed
for the fabrication of a new die and the rebuilding of worn-out
Hot forging dies. The wire has a very good welder's
appeal and easy slag detachability. The deposited
weld metal is tough for hot or cold work tooling. It is
free from cracks, porosities, and any other surface
defects.
A customized gas-shielded flux-cored wire is
designed for the fabrication of a new die and the rebuilding
of worn-out hot forging dies. The wire
has a very good welder's appeal and easy slag
detachability. The deposited weld metal is tough
for hot or cold work tooling. It is free from cracks,
porosities, and any other surface defects.
Composite submerged arc welding wires recommended with Maxflux SAF-704 flux for re-building of rollers.
LOTHERME HF-18 is a composite SAW wire of 0.5-1.2% Cr, 1-2% Ni, low carbon with controlled addition of Silicon & Molybdenum for buffer layer deposits. The weld metal has excellent bonding property, resistance to solidification cracking and is easily machinable.
LOTHERME SAF-704 is an agglomerated basic flux, shall be re-dried at 350°C before use.
A customized metal cored wire designed for fabrication of a new die and re-building of worn-out hot forging dies. The deposited weld metal is martensitic stainless steel and highly resistant to heat, corrosion, wear & galling. It is free from cracks, porosities and any other surface defects.
A customized metal cored wire designed for fabrication of a new die and re-building of worn- out hot forging dies with higher hardness requirements. The deposited weld metal is resistant to heat, metal to metal wear & galling. It is free from cracks, porosities and any other surface defects. The wire has very good welder's appeal and easy slag detachability.
A customized metal cored wire designed for fabrication of a new die and re-building of worn-out hot forging dies. The deposited weld metal is martensitic stainless steel and highly resistant to heat, corrosion, wear & galling. It is free from cracks, porosities and any other surface defects.
Self-shielded hard-surfacing flux-cored wire
A Martensitic Stainless Steel OA wire against Metal to Metal Wear
A Ferritic Stainless Steel OA wire for Surfacing & Buffer Layer
A Martensitic Stainless Steel OA wire for CC Roll Rebuilding
An 18-8-5 Stainless Steel OA wire for Joining & Surfacing
A Stainless Steel OA wire for Joining Steels of Unknown composition.
An OA wire for Low Hardness Surfacing & Buffer layer
A Chromium Carbide OA wire against Abrasion & Impact.
An Work-hardening type 12% Mn Steel OA wire of Excellent Impact resistance.
A Stainless Steel base Work-hardening type OA wire
An enriched Chromium Carbide OA wire against Abrasion, Erosion & Impact resistance.
Self-Shielded hard surfacing fux Cored Wire.
LoTherme OA-611 MOD is a hard-surfacing wire to deposit a superior distribution of chromium carbides in a martensitic matrix. The weld metal has excellent abrasion resistance property and has good corrosion & erosion resistance in mineral-water mixer. Weld deposits reveals stress relief cracks during cooling of the bead and is machinable by grinding only.
A Niobium-Chromium-Boron Carbide OA wire for Elevated temperature Wear & Abrasion.
A Tungsten-Vanadium Complex Carbide OA wire for Severe abrasion at High Temperature.
LoTherme OA-617 (Spl) is a hard-surfacing wire to deposit complex carbides of chromium, molybdenum along with niobium and tungsten. The weld metal has excellent abrasion resistance property for low impact applications at service 0 temperature up to 600 C. The deposited weld bead has metallic appearance and does not require any post-weld cleaning. Stress relief cracks appear on surface of the weld during cooling of the bead. Weld bead is machinable by grinding.
LoTherme OA-6178 is a hard-surfacing wire to deposit complex carbides of chromium, molybdenum along with niobium and also alloyed with nickel & copper. The weld metal has excellent abrasion resistance property for moderate impact applications - service temperature up to 600°C. The deposited weld bead has metallic appearance and does not require any post-weld cleaning. Stress relief cracks appear on surface of the weld during cooling of the bead. Weld bead is machinable by grinding.
A 40-45 HRC Air-hardening type Hard-surfacing OA wire
A 13Cr-13Mn OA wire for Excellent Impact & Corrosion resistance.
An 54-56 HRC Air-hardening Crack-free OA wire.
• A versatile electrode producing a weld metal having exceptional resistance to wear f rom combined abrasion, erosion and moderate impact.
• Soft and stable arc which is easy to strike and re-strike.
• Electrode deposits high rate of weld metal with little slag.
• Thick single pass deposits give high yield
LoTherme-9580M have balanced chemical composition contain with Cr - Ni - Mo and W. It is designed for surfacing / cladding of a new die and re-building of worn-out hot forging dies. The consumables has very good welder appeal and easy slag detachability. It is free from cracks, porosities and any other surface defects.
Exclusive electrode for low heat input welding of mild steel with minimal distortion.
Low heat input basic coated type high-yield hydrogen controlled electrode.
Hydrogen controlled electrode for mild, medium carbon, high strength steels, cast steels, "problem steels", and for cushion layer under hard deposits.
A low heat input electrodes for mild, medium carbon steels, cast steels and for buffer layers.
A low heat input electrode for welding carbon steel.
Hydrogen-controlled, low heat input electrode depositing a low alloy
steel weld metal.
An extra low hydrogen low heat input electrode depositing a low alloy steel weld metal. Extra high strength facilitates welding of critical jobs.
An extra-low hydrogen, low heat input electrode depositing a low alloy steel weld metal.
Low heat input electrode for withstanding moderate thermal shocks, on carbon steel applications only.
Low heat input stainless steel electrode for similar and dissimilar applications.
Low heat input stainless steel electrode for similar and
dissimilar applications.
Low heat input electrode for depositing 12.5% Chromium steel.
Low heat input electrode for welding of AISI 430 and equivalent 17% chromium steels. Martensitic Stainless Steel Deposits withstand Cavitation Erosion.
A unique electrode for surfacing of valves & valve seats, steel plant hot metal rolls.
Martensitic Stainless Steel Electrode with High Strength for increased resistance to cavitation erosion.
Low heat input AC/DC, all position, extra low carbon electrode for Food & Pharma Grade Stainless Steel.
Weld deposit ensures freedom from carbide precipitation and resultants inter granular corrosion.
Low heat input, all position, Cr-Ni-Nb stabilized electrode.
Low heat input electrode for increasing the resistance to
intergranular corrosion
Low heat input AC/DC, all position extra low carbon Cr-Ni electrode with Molybdenum.
Low heat input AC/DC, all position versatile stainless steel electrode for high corrosion resistant applications.
Special electrode for low heat input welding and surfacing of austenitic manganese steels and steels of widely varying composition for progressive work hardening.
Multipurpose type stainless steel electrode with very high deposition rate.
Specially developed low heat electrode for resurfacing rail points and crossings.
Special heavy coated electrode for welding and surfacing of austenitic manganese steels.
A versatile electrode for low heat input welding of Stainless steels to carbon Steels and for overlays.
Low heat input, special purpose stainless steel electrode for welding stainless steels and steels to resist scaling up to 1200°C.
A heat resistant stainless steel electrode with molybdenum for low heat input welding and overlays, on most types of stainless carbon steel. Deposit resists high temperature & corrosion.
A universal low heat input high strength, high alloy electrode for crack-free welds and overlays on steels of widely varying compositions. Unique Dissimilar Steel joining alloy.
Low heat input, high strength, high alloy electrode for crack-free welds.
Low heat input high strength, high alloy electrode for crack-free welds on steels of widely varying compositions.
A special purpose electrode for low heat input welding of austenitic manganese steel.
A universal low heat input high strength, high alloy electrode for crack-free welds.
A low heat input electrode for crack free, high strength welds on all steels.
A versatile low heat input electrode for crack free welds on a variety of steels especially for joining SS to CS.
Low heat input multipurpose electrode for dissimilar and heat resistant and mining applications.
Low heat input electrode depositing low carbon high Cr - high Ni -Mo -Cu weld metal.
Low-carbon, fully austenitic electrode, High Cr-Ni-Mo-C alloy having high corrosion resistance.
LoTherme-486 is a Austenitic Heat resistant cast steel electrode deposit fully austenitic stainless steel weld metal. Weld metal exhibit excellent mechanical properties and resists scaling at high temperatures up to 1200°C.
A high Nickel-Cr-Mn-Nb Alloy for extreme thermal shocks resistance, high temperature and cryogenic applications exhibiting sustained creep properties for multiple number of years.
Low heat input electrode for welding Ni-Cr-Fe alloys and dissimilar steels experiencing high temperature.
Low heat input electrode for high strength and corrosion resistant welds on Monel and other Ni-Cu alloys.
Low heat input electrode depositing practically pure nickel for wrought and cast Nickel and Ni Alloys
Outstanding electrode for welding Ni-Cr-Mo-W-Co alloys and for surfacing application with strength and heat & oxidation resistance up to 1000°C.
High deposition electrode for welding Ni-Cr-Mo-W-Co alloys and for surfacing application.
Extreme Corrosion resistance electrode with high Nickel content.
Extreme Scale resistant electrode with High Ni-Cr Alloy with High No content for high temperature applications.
Inconel type of electrode, for welding & surfacing steels.
Tin-bronze electrodes with 6% tin for welding with AC machines.
Aluminium Bronze electrode for sea water corrosion resistance.
Complex aluminium-bronze electrode with high mechanical properties and sea water resistant
A specially formulated low-heat input 70/30 alloy for Cupro- Nickel welding.
Touch Welding type of hardfacing consumable with self-lifting slag on AC & DC± welding for wide range of components.
Co-Cr-W-alloy of Cobalt Grade 1 for surfacing to resist high temperature wear.
Low heat input touch-weld electrode for machinable overlays on all ferrous metals Deposit in flame hardenable.
A basic electrode, with high recovery, for moderately hard deposit, especially on high tensile ferrous metals, that are heat treatable, well suited for difficult to weld steels in forging industries.
Low heat input, basic coated versatile electrode for hard surfacing of widely varying machine parts and components.
Rutile-coated, touch-welding, H/F electrode for wear resistant surfacing on wide range of machine components.
Unique graphite based low heat electrode for hard facing overlays on machine parts and components subject to high abrasion and moderate impact.
Low heat input versatile electrode for depositing Chromium Carbide alloy to resist High Abrasion and impact along with mild corrosion.
LOTHERME OA-605 (Spl) is o hord -surfacing wire to deposit chromium carbides having excellent abrasion resistance property even for elevated temperature applications. The weld metaI has good corrosion & erosion resistance in mineral - water mixer. Weld reveaIs stress relief check cracks during cooling of the bead. Weld metal is machinable by grinding only.
Weld metal with exceptionally high resistance to abrasion at room temperature as well as at elevated temperatures.
Co-Cr-W-alloy of Cobalt Grade 6 hard-facing to resisting impact and wear.
Versatile low heat input welding and surfacing electrode producing a weld metal highly resistant to cracking, heavy impact, metal-to metal wear and deformation, with rapid work hardening.
A special purpose electrode for joining and surfacing.
Versatile low heat input electrode for hard-facing and overlay applications on high speed steels and tool steels.
A special formulated low hydrogen electrodes for hot shear blades.
An outstanding, low heat input electrode for hard-facing and applying buffer and cushion layers on a wide variety of austenitic manganese steel components, with progressive work hardening.
Low heat input, versatile, hard-facing electrode having excellent resistance to abrasion accompanied by mild impact.
Co-Cr-W-alloy of Cobalt Grade 12 hard-facing resisting heat, corrosion and wear.
An outstanding low heat input, hard-facing electrode having excellent resistance to abrasion, metal-to-metal wear at ambient as well as at high temperatures and good corrosion resistance.
An electrode for surfacing medium Mn steel and cast Mn steel
crossings.
An electrode for resisting extreme abrasion, erosion & metal to metal wear severe impact.
Electrode for resisting high abrasion wear with moderate impact at 450°C.
Low heat input, hardfacing electrode having excellent resistance to high stress abrasion, severe erosion at moderate temperature.
Low heat input hardfacing electrode having outstanding abrasion, erosion resistance at high temperatures.
"Spray" electrode for roughening the cast-iron cane crushing rolls in the SUGAR industry. Equally efficient in both Wet & Dry arcing.
Low heat input hard-facing electrode for reconditioning of worn- out MM steel and Gr. 90A points and crossings for use in high traffic density routes.
Specially designed Electrodes produces cobalt base grade 21 weld metal with Mo for Impact, Pressure & Abrasion at elevated temperature.
Unique alloy for intense hot media like on Clinker/Sinter Breaker Hammer, Grate-Bars to withstand the extreme Abrasion/Erosion coupled with hi-temperatures up to 800 C.
Non-Machinable weld for applications involving severe abrasion
Low heat input, low hydrogen electrode having excellent resistance to abrasion at elevated temperature.
Low heat input hard-facing electrode for reconditioning of worn-out MM steel and Gr. 90A points and crossings for use in high traffic density 35 GMT.
Low heat input electrodes depositing air hardening weld metal for hardfacing.
Low heat input electrodes for versatile hard-facing applications.
Electrode is especially meant for cavitation wear, corrosion & high temperature impact.
Weld metal having resistance to heavy abrasion with moderate impact.
It is specially designed for surfacing of dies and tools in forging industries.
Low heat input electrode for repairs of large hot working dies.
High Heat & Tempering Resistant Alloy for Surfacing of Mandrels, Hot Pierciing Plugs.
Electrode for high temperature resistant surfacing of hot work steels exposed to compression and friction especially in a re-rolling mill.
Electrode for high temperature resistant surfacing on hot work steels exposed to impact, compression and friction, especially in a re-rolling mill.
Electrode for high temperature resistant surfacing exposed to compression and friction, especially in a re-rolling mill.
Low heat input electrodes for high stress grinding abrasion and hard deposit on ferrous metals.
LoTherme-690 is a hard surfacing electrode, operates well in all positions. The deposited weld metal has exceptional abrasion wear resistance in combination with resistance to impact & mild corrosion. Evenly rippled, deposits permit heavy build-up without danger of cracking. In most cases, it can be used direct on the job without the necessity of depositing buffer layers.
Applications:
Typical applications include surfacing Sugar Mill cane cutting knives, shredder & fibrizer hammers, anvil, chipper knives, conveyor bucket lips, shear blades, shovels dredger and elevator bucket lips rock crushers, rock drills, tractor grousers and paddlers, Impellers, Spindles, Crane Hooks, Crane Shoes, Mill Hammers, TRPF Roller (Toothed Roller Pressure Feeder), Muller Tyres, Clinker Mill, In crushing applications etc.
LoTherme-691 is a low heat input electrode for building up of the cutting edge of trimming die. Weld metal is resistant to formation of thermal cracks. This combination allows the weld metal is resistant to hot deformation required at high pressure.
Applications:
It is suitable for coating on hot shear blades, slides, press casting dies, heading & trimming dies, forging saddles, hot cutting dies.
Unique formulation gives Spray transfer to seal the porosities on Cast Iron. Non-machinable deposits.
A low heat input, Ni-Cu alloy (Monel) type electrode for machinable welding of cast iron.
Low heat input electrode for high-strength machinable deposit. Highly suitable for crack-free joining of Cast Iron to Steel.
A low heat input, high nickel electrode for better machinability deposit on cast iron.
Universally applicable electrode with a specially designed bimetallic core wire having high penetration even on oil soaked C.I.
Low heat input electrode producing outstanding quality machinable welds on cast iron.
Highly Machinable Nodular Deposit Provides Crack Free Weld Metal on Cast Iron and Carbon Steel.
For cutting and piercing all ferrous and non-ferrous metals and alloys without the need for any auxiliary equipment.
AC/DC electrode for chamfering and grooving of various metals with electric arc. without any auxiliary equipment.
Superior Alloy designed for Die Rebuilding & Surfacing for extra tough Hot & Cold Working Tools.
High Cr forging die rebuilding alloy with High Deposition Rate. Shock Resistant Weld Metal even at elevated temperature.
A specially designed alloy for surfacing /cladding of a new die and re-building of worn-out hot forging dies for better service life. The consumable has very good welder appeal and easy slag detachability. The deposited weld metal is martensitic stainless steel and highly resistant to heat, corrosion, wear & galling. It is free from cracks, porosities and any other surface defects. Its broad tempering range permits for conventional machining with carbide tools.
LOTHERME GS-638 is a flux cored wire for abrasion and moderate stress resistant surfacing applications. Weld metal is machinable by grinding only. LOTHERME GS-638 is suitable for re-building of crushing hammers, bucket elevators, bucket teeth’s, hammers, intermetallic abrasion, shovel teeth, casing, cutter knife & cutting tools etc.
A customized gas shielded Metal cored wire designed for fabrication of a new die and re building of worn-out hot forging dies. The deposited weld metal is resistant to heat, metal to metal wear & galling. It is free from cracks, porosities and any other surface defects. The wire has very good welder’s appeal and easy slag detachability
Customized gas shielded metal cored wire designed for fabrication of a new die and re-building of worn-out hot forging dies. The wire has very good welder’s appeal and easy slag detachability. The deposited weld metal is tough for hot or cold work tooling. It is free from cracks, porosities and any other surface defects.
Tubular electrode deposits excellent abrasion resistant weld metal.
Tubular electrode deposited weld metal for severe abrasion and erosion at elevated temperature.
Tubular electrode deposited tungsten carbide alloy with excellent abrasion resistance.
Tubular electrode deposited weld metal of complex carbide alloy with excellent abrasion resistance.
Composite submerged arc welding wires recommended with Lotherme SAF-704 flux for re-building of steel mill rolls.
LOTHERME HF-20 is a composite SAW wire of 1-2% Cr, 2-3% Ni, low carbon with controlled addition of Silicon & Molybdenum for buffer layer deposits. The weld metal has excellent bonding property, resistance to solidification cracking and is easily machinable.
LOTHERME SAF-704 is an agglomerated basic flux, shall be re-dried at 350°C before use.
A customized gas shielded Metal cored wire designed for fabrication of a new die and re building of worn-out hot forging dies. The wire has very good welder’s appeal and easy slag detachability. The deposited weld metal is tough for hot or cold work tooling. It is free from cracks, porosities and any other surface defects.
Maxfil-30H is a low alloy steel flux core welding wire designed for surfacing applications to achieve all-weld metal hardness between 280-340 BHN. This flux core wire gives good performance under CO2 shielding with radiographic quality weld deposits. Weld metal is free from cracks, possesses good metal-to-metal abrasion resistance and can withstand impact loading. The wire produces thin & friable slag covering with shiny bead appearance.
Maxfil-30H is a suitable flux core wire to weld through flux cored arc welding process suitable for single and multi-pass weld-surfacing of rollers, pulleys, track links, track rollers, crane wheels, gear shafts, idlers, brake shoes, conveyor parts, etc.
Maxfil-40H is a basic type low alloy gas shielded hardfacing wire which is designed for air hardening type hard surfacing deposit. This hardfacing wire has good welder’s appeal & easy slag detachability. Though a little hard, the weld is machinable. The wire deposits a crack-free, martensitic weld metal suitable for heavy impact and moderate abrasion resistant applications.
Maxfil-40H hardfacing wire is suitable for weld-surfacing & reclamation of agricultural equipments, track rollers, links, shafts, pulleys, idle rollers, conveyor parts, axles, shear blades, etc where the applications call for a slight higher order of hardness (40-48 HRC).
Maxfil-71A1 is an all position low alloy steel flux cored wire designed for welding of 0.5% Molybdenum and 1% Chromium and 0.5% Molybdenum steels. The wire gives optimum performance under both 100% CO2 and 80%Ar:20%CO2 gas shielding with radiographic quality weld deposits. The wire produces full slag covering. Slag detachability is very good and is of fast freezing nature.
Maxfil-71A1 is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; Gr. F1 of SA-182 and SA-336, Gr. A of SA-204, Gr. T1/T1a/T1b of SA-209, Gr. WC1 of SA-217, Gr. A of SA-302, Gr. P1 of SA-335, Class 1 of A grade of SA-533, etc.
Maxfil MC-42B is a low alloy steel flux cored wire designed for welding of high strength fine grained quenched & tempered steels to meet sub-zero impact resistance property down to -50oC. The wire gives optimum performance under Ar + CO shielding and deposits radiographic quality weld metal. The deposited weld 2 metal is virtually free from slag covering and thus reduces post welding cleaning time.
Maxfil MC-42B is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; HY-80, NAXTRA-60/65, T-1, A/B grades of SA-203, A/B/C grades of SA-662, B/C grades of SA-737, etc. This wire is used for fabrication of crane plate, earth moving equipments and similar high strength applications, etc.
Maxfil-12P is an all position flux cored wire designed to meet pipe welding applications. The wire runs with both CO2 and Argon-CO2 gas mix, facilitates easy deposition of vertical-up stringer beads and provide flat to slightly convex contour with equal leg lengths and uniform sidewall wetting. The slag coverage is complete and designed for easy removal. The deposited weld metal contains very low diffusible hydrogen (<4ml/100gms of weld metal) and is of radiographic quality. Maxfil-12P is designed for single and multi-pass welding of low and medium carbon steels X42 to X60 grade pipes and similar strength plates like; SA-36, A/B/C/D grades of SA-283, A/B/C grades of SA-285, A/B grades of SA-414, etc.
Maxfil-12R is an all-position mild steel flux cored wire designed for optimum performance on varied Voltage & Current range when using 100% CO2 & Mix gas (Ar+CO2) shielding. The wire is characterized with smooth metal transfer, uniform welding even pipe welding in 5G, 6G position, vertical-up position stringer beads and easy slag removal.
Filler contour is flat to slightly convex with equal leg lengths and uniform sidewall wetting. Weld metal will give excellent toughness property up to -46°C in As-Welded condition and is of radiographic quality Maxfil-12R is designed for single and multi-pass welding of low and medium carbon steels like; SA-36, A/B/C/D grades of SA-283, A/B/C grades of SA-285, A/B grades of SA-414, etc.
Maxfil-12RJ is an all position mild steel flux cored wire designed for optimum performance and excellent impact properties when using 100% CO2 gas shielding. The wire is characterized with smooth metal transfer, uniform welding even on vertical-up stringer beads and easy slag removal. Filler contour is flat to slightly convex with equal leg lengths and uniform sidewall wetting. Weld metal is of radiographic quality.
Maxfil-12RJ is designed for single and multi-pass welding of low and medium carbon steels like; SA-36, A/B/C/D grades of SA-283, A/B/C grades of SA-285, A/B grades of SA-414, etc. The wire is suitable for structural fabrication, ship building, converter vessels, rotary kiln shells, heavy duty structures & tanks, boilers, dredgers, etc.
Maxfil-15R is a semi-basic mild steel flux cored wire designed for all position welding with 100% CO2 shielding. The wire gives smooth burning characteristics, low spatter and easy slag removal. Filler contour is flat to slightly convex with equal leg lengths and uniform sidewall wetting. The deposited weld metal is of radiographic quality.
Maxfil-15R is designed for single and multi-pass welding of low and medium carbon steels grades like; C, D, E grades of SA-414, Gr.55, Gr.60 steels of SA-516 and equivalent grade steels, etc.
Maxfil-309 is an all position stainless steel flux cored wire to deposit good oxidation resistance (up to 1100°C) weld metal with radiographic quality. The wire have smooth and stable arc with good slag detachability.
Maxfil-309 is suitable for joining of dissimilar steels like 304 type stainless steels to mild steel & low alloy steel, cladding & overlaying applications, joining of ferritic steels & difficult to weld steels, etc.
Maxfil-31B is a low alloy steel flux cored wire designed for welding of low & medium tensile steels structures subjected to dynamic loading. The wire gives good performance under CO2 shielding with radiographic quality weld deposits. The wire produces thin & friable slag covering with shiny bead appearance.
Maxfil-31B is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; D/E/F/G grades of SA-414, Gr.60/Gr.65 steels of SA-515, Gr.60/Gr.65 steels of SA-516, etc. Suitable for shipbuilding, bridge construction, pressure vessels & boilers, etc.
Maxfil-31B (Spl) is a mild steel flux cored wire suitable for all position welding with Argon-CO2 gas shielding. The wire gives smooth burning characteristics, low spatter and easy slag removal. Filler contour is flat to slightly convex with equal leg lengths and uniform sidewall fusion. The deposited weld metal is of radiographic quality. The deposited weld metal contains very low diffusible hydrogen (<5ml/100gms of weld metal).
Maxfil-31B (Spl) is designed for single and multi-pass welding of low and medium carbon steels grades like; C, D, E grades of SA-414, Gr.55, Gr.60 steels of SA-516 and equivalent grade steels, etc.
Maxfil-31SB is a low alloy steel flux cored wire designed for welding of low & medium tensile steels structures subjected to high dynamic loading with superior impact properties. The wire is used with CO2 shielding and deposits radiographic quality weld metals. The wire produces thin & friable slag covering with shiny bead appearance. Weld deposit contains very low diffusible H2 (<4ml/100gm).
Maxfil-31SB is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; D/E/F/G grades of SA-414, Gr.60/Gr.65 steels of SA-515, Gr.60/Gr.65 steels of SA-516, etc. Suitable for ship-building, bridge construction, heavy machineries, pressure vessels & boilers, etc.
Maxfil-36B is a low alloy steel flux cored wire designed for welding of medium tensile steels structures subjected to dynamic loading, pressure vessels, etc. The wire gives good performance under CO2 shielding with radiographic quality deposits. The weld metal has excellent crack resistance & toughness at sub-zero temperatures.
Maxfil-36B is designed for single and multi-pass welding of medium tensile steels like; Aldur 45/60, BH 39/47, BHW 27/30, fine grained steels and equivalent grade steels like; SA-841, A/B/C grades of SA-662, etc.
Maxfil-36B (M) is an all position low alloy steel flux cored wire suitable for welding of high strength and low temperature service steels. The wire is formulated to use with 100% CO2 shielding gas. The weld has excellent bead appearance and easy slag removal. The deposited weld metal is of radiographic quality.
Maxfil-36B (M) is designed for single and multi-pass welding of similar composition high strength steels and equivalent grade steels like; ASTM A 537 Class 2, HY-80 and other similar high strength steels. Typical application includes the welding & fabrication of submarines, aircraft carriers and many structural applications.
Maxfil-36B2 is a low alloy steel flux cored wire designed for welding of creep resisting steels like; 0.5Cr-0.5Mo, 1Cr-0.5Mo, 1.25Cr-0.5Mo etc. for high temperature and pressure service conditions in steam pipes and boilers. The wire gives optimum performance under CO2 shielding with radiographic quality weld deposits. The wire produces thin & friable slag covering with shiny bead appearance.
Maxfil-36B2 is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; Gr. F2/F11/F12 of SA-182, Gr. T11 of SA-199, Gr. T2/T11/T12 of SA-213, Gr. WC6 of SA-217, Gr. P2/P11/P12 of SA-335, Gr. FP2/FP11/FP12 of SA-369, Gr. 2/11/12 of SA-387, Gr. CP2/CP11/CP12 of SA-426, etc.
Maxfil-36R is an alloy steel flux cored wire containing nickel and few micro-alloying elements. The wire is suitable for welding of moderate strength (Yield strength>50 kgf/mm2), fine-grained steels to meet sub-zero impact resistance property down to -30oC. The wire is suitable for positional welding application, results easy slag removal and has excellent welders appeal suitable with CO2/Ar+CO2 gas shielding. Weld bead is smooth & uniform and satisfies the requirements of radiographic quality.
Maxfil-36R is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; A/B grades of SA-203, A/B/C grades of SA-662, etc. This wire is used for fabrication of penstock pipelines, pressure vessels & valves, refineries, off-shore structures and similar applications, etc.
Maxfill-37B is a low alloy steel flux cored wire designed for welding of high strength, fine grained quenched & tempered steels to meet sub-zero impact resistance property down to -51°C. The wire gives optimum performance under CO2 shielding and deposits radiographic quality weld metal. The weld has excellent bead appearance and easy slag removal.
Maxfil-37B is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; A/B grades of SA-203, A/B/C grades of SA-662, B/C grades of SA-737, N-A-XTRA-60/65, etc. This wire is used for heavy fabrication work subjected to dynamic loading, earth moving equipments, off-shore platforms and similar kind of applications, etc.
Maxfil-37R is a low alloy steel flux cored wire designed for welding of high strength, fine grained quenched & tempered steels to meet sub-zero impact resistance property. The wire gives optimum performance under CO2 shielding and deposits radiographic quality weld metal. The weld has excellent bead appearance and easy slag removal. The wire sets low diffusible hydrogen content (<4ml/100gm) in the weld metal.
Maxfil-37R is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; A/B grades of SA-203, A/B/C grades of SA-662, B/C grades of SA-737, N-A-XTRA-60/65, etc. This wire is used for heavy fabrication work subjected to dynamic loading, earth moving equipments, off-shore platforms and similar kind of applications, etc.
Maxfil-38R is a low alloy steel flux cored wire designed for welding of moderate strength fine-grained steels to meet sub-zero impact resistance property down to -18°C. The wire is suitable for positional welding application, results easy slag removal and has excellent welders appeal. Weld bead is smooth & uniform and satisfies the requirements of radiographic quality.
Maxfil-38R is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; A/B grades of SA-203, A/B/C grades of SA-662, etc. This wire is used for fabrication of penstock pipelines, pressure vessels & valves, refineries, off-shore structures and similar applications, etc.
Maxfil-803G5 is a low alloy steel flux cored wire to deposit approximately 2.4% Ni in the weld metal. The wire is designed for welding of medium & high tensile strength steel, quenched & tempered steels, etc. where sub-zero impact resistance property of the weld metal is desired. The wire produces optimum performance and radiographic quality weld deposits under CO2 shielding. The weld has excellent bead appearance and easy slag removal.
Maxfil-803G5 is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; NAXTRA-60/65, Sumiten-610, A/B grades of SA-203, D/ E/ F/ G grades of SA-414, steel grades conforming to SA-455, Gr.60 & Gr.65 steels of SA-515 & SA-516, etc.
Maxfil-1101G5 is a low alloy steel flux cored wire designed for welding of high tensile strength steel, quenched & tempered steels, etc. The weld metal also results good impact resistance property at sub-zero temperatures. The wire gives optimum performance under CO2 shielding with radiographic quality weld deposits. The weld has excellent bead appearance and easy slag removal.
Maxfil-1101G5 is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; HY-80, Sumiten-610, C/D grades of SA-225, B/C grades of SA-543, steels conforming to SA-612 grade, A/B/C grades of SA-738, etc.
Maxfil-1201G5 is a low alloy steel flux cored wire designed for welding of high tensile strength steel, quenched, and tempered steels etc. The weld metal is suitable for fabrication of dynamically loaded structures and results good impact resistant property at sub-zero temperatures. The wire gives optimum performance under CO2 shielding with radiographic quality weld deposits. The weld has excellent bead appearance and easy slag removal.
Maxfil-1201G5 is designed for single and multi-pass welding of similar composition steels, fine grained steels and equivalent grade steels like; HY-80, Sumiten-610, C/D Grades of SA-225, B/C Grades of SA-543, steels conforming to SA-612 grade, A/B/C grades of SA-738, etc.
Rutile Type Flux Cored Wire
Maxfil-12M is an all position flux cored wire with Argon-CO2 gas shielding to deposit weld metal with improved impact resistance characteristics. The wire facilitates easy deposition of vertical-up stringer beads and provide flat to slightly convex contour with equal leg lengths and uniform sidewall wetting. The slag coverage is complete and designed for easy removal. The deposited weld metal contains very low diffusible hydrogen and is of radiographic quality. Maxfil-12M is designed for single and multi-pass welding of low and medium carbon steels like; SA-36, A/B/C/D grades of SA-283, A/B/C grades of SA-285, A/B grades of SA-414, etc.
Maxfil-12R is an all position mild steel flux cored wire designed for optimum performance when using 100% CO2 shielding. The wire is characterized with smooth metal transfer, uniform welding even on vertical-up stringer beads and easy slag removal. Filler contour is flat to slightly convex with equal leg lengths and uniform sidewall wetting. Weld metal is of radiographic quality.
Maxfil-12R is designed for single and multi-pass welding of low and medium carbon steels like; SA-36, A/B/C/D grades of SA-283, A/B/C grades of SA-285, A/B grades of SA-414, etc.
Maxfil-1401G5 is a low alloy steel flux cored wire designed for welding of high tensile strength steel, quenched, and tempered steels etc. The weld metal is suitable for the fabrication of dynamically loaded structures and results in good impact-resistant properties at sub-zero temperatures. The wire gives optimum performance under CO₂ shielding with radiographic quality weld deposits. The weld has an excellent bead appearance and easy slag removal.
Maxfil-1401G5 is designed for single and multi-pass welding of similar composition steels, fine-grained steels, and equivalent grade steels like: HY-80, Sumiten-610, C/D Grades of SA-225, B/C Grades of SA-543, steels conforming to SA-612 grade, A/B/C grades of SA-738, etc.
Maxfil-2209 is an all position stainless steel flux cored wire designed for optimum performance with 100% CO2 gas shielding which deposit 22Cr – 8.5Ni – 3.5Mo and 0.10N. The wire welds satisfactorily in out of position and performs equally well when welding in the flat & horizontal position.
The wire Maxfil-2209 suitable for welding duplex stainless steels alloys like 2205 grades. (UNS 32205, UNS 31803) etc.
Maxfil-307 is a stainless-steel flux cored wire designed for optimum performance with 100% CO2 gas shielding. This wire is designed with fast freezing slag characteristics and good slag detachability. The wire welds satisfactorily in out of position and performs equally well when welding in the flat & horizontal position. The weld metal is of radiographic quality, resistant to cracking, and very good oxidation & scaling resistant at elevated temperature.
Maxfil-307 is designed for welding of low carbon similar composition steels like AISI 304/ 304L and their equivalents with excellent weld ability.
Maxfil-308H is an all position stainless steel flux cored wire designed for optimum performance with 100% CO2 gas shielding. The higher carbon content provides improved creep properties at temperature above 400°C. This wire is designed with fast freezing slag characteristics and good slag detachability. The wire welds satisfactorily in out of position and performs equally well when welding in the flat & horizontal position. The weld metal is of radiographic quality, resistant to cracking, and very good oxidation & scaling resistant at elevated temperature.
Maxfil-308H is designed for welding of austenitic stainless steels such as 304H for elevated temperatures and their equivalents with excellent weld ability.
Maxfil-308L is an all position stainless steel flux cored wire designed for optimum performance with 100% CO2 gas shielding. This wire is designed with fast freezing slag characteristics and good slag detachability. The wire welds satisfactorily in out of position and performs equally well when welding in the flat & horizontal position. The weld metal is of radiographic quality, resistant to cracking, and very good oxidation & scaling resistant at elevated temperature.
Maxfil-308L is designed for welding of low carbon similar composition steels like AISI 304/ 304L and their equivalents with excellent weld ability.
Maxfil-309L is an all position stainless steel flux cored wire to deposit good oxidation resistance (up to 1100°C) weld metal with radiographic quality. The wire have smooth and stable arc with good slag detachability.
Maxfil-309L is suitable for joining of dissimilar steels like 304 type stainless steels to mild steel & low alloy steel, cladding & overlaying applications, joining of ferritic steels & difficult to weld steels, etc.
Maxfil-309LMo is an all position stainless steel flux cored wire with lower carbon content used to join stainless steel to carbon and low alloy steels for service below 600°C and for overlaying of carbon and low alloy steels. The presence of Molybdenum provides pitting resistance in a halide environment. The wire have smooth and stable arc with good slag detachability with excellent radiographic quality.
Maxfil-309LMo is suitable for joining of dissimilar steels like 304 type stainless steels to mild steel & low alloy steel, cladding & overlaying applications, joining of ferritic steels & difficult to weld steels, etc.
Maxfil-316L is an all position stainless steel flux cored wire designed for optimum performance with 100% CO2 gas shielding. This wire is designed with fast freezing slag characteristics and good slag detachability. The wire welds satisfactorily in out of position and performs equally well when welding in the flat & horizontal position. The weld metal is of radiographic quality, and to obtain resistance to intergranular corrosion due to carbon precipitation without the use of stabilizers.
Maxfil-316L is designed for welding of low carbon similar composition steels like 316L type and their equivalents with excellent weld ability.
Maxfil-31B (MDH) is a low alloy steel flux cored wire designed for welding of medium tensile steels structures subjected to dynamic loading. The wire gives good performance under CO2 and Argon-CO2 gas shielding with radiographic quality deposits. The weld metal has excellent crack resistance & toughness.
Maxfil-31B (MDH) is designed for single and multi-pass welding of similar composition steels, fine grained steels and equivalent grade steels like; Gr. F1 of SA-182 and SA-336, Gr. A of SA-204, Gr. T1/T1a/T1b of SA-209, Gr. WC1 of SA- 217, Gr. A of SA-302, Gr. P1 of SA-335, Class 1 of A grade of SA-533, etc. Suitable for fabrication of heavy machinery, steel plant equipments, horten spheres, etc.
Maxfil-347 is an all position stainless steel flux cored wire designed for optimum performance with 100% CO2 gas shielding. The weld metal is 19.5Cr-10Ni with Nb&Ta added as stabilizer. This wire is designed with fast freezing slag characteristics and good slag detachability. The wire welds satisfactorily in out of position and performs equally well when welding in the flat & horizontal position. The weld metal is of radiographic quality, and to obtain resistance to intergranular corrosion due to carbon precipitation without the use of stabilizers.
Maxfil-347 is designed for welding of similar composition steels like AISI 304, 304L, 321, 347 type and their equivalents with excellent weld ability.
Maxfil-34B (MDH) is a low alloy steel flux cored wire designed for welding of medium tensile (containing Nickel, Molybdenum) steels structures subjected to dynamic loading. The wire gives good performance under Argon-CO2 gas shielding with radiographic quality deposits. Presence of Nickel & Molybdenum in the weld metal, imparts an excellent crack resistance & toughness properties.
Maxfil-34B (MDH) is suitable for single and multi-pass welding of similar composition steels, fine grained steels and equivalent grade steels like; Gr. F1 of SA-182 and SA-336, Gr. A of SA-204, Gr. T1/T1a/T1b of SA-209, Gr. WC1 of SA- 217, Gr. A of SA-302, Gr. P1 of SA-335, Class 1 of A grade of SA-533 etc. Suitable for fabrication of heavy machinery, steel plant equipments & structures, high strength fabricated structures etc.
Maxfil-36B (MDH) is a low alloy steel flux cored wire designed for welding of high strength fine grained quenched & tempered steels to meet sub-zero impact resistance property. The wire gives optimum performance under Ar-CO2 gas shielding and deposits radiographic quality weld metal. The weld has excellent bead appearance and easy slag removal.
Maxfil-36B (MDH) is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; HY-80, NAXTRA-60/65, T-1, A/B grades of SA-203, A/B/C grades of SA-662, B/C grades of SA-737, etc. This wire is used for fabrication of crane plate, earth moving equipments and similar high strength applications, etc.
Maxfil-39R is a low alloy steel flux cored wire designed for welding of high strength, fine grained quenched & tempered steels to meet sub-zero impact resistance property. The wire gives optimum performance under CO2 shielding and deposits radiographic quality weld metal. The weld has excellent bead appearance and easy slag removal. The wire sets low diffusible hydrogen content (<4ml/100gm) in the weld metal. Maxfil-39R is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; SA-203, Grade-E, HY-80, HY-100, HSLA-80, HSLA-100 etc. This wire is used for heavy fabrication work subjected to dynamic loading, earth moving equipment’s, off- shore platforms and similar kind of applications.
Maxfil-40B is a low alloy steel flux cored wire designed for welding of high strength fine grained quenched & tempered steels to meet sub-zero impact resistance property down to -51°C. The wire gives optimum performance under CO2 shielding and deposits radiographic quality weld metal. The weld has excellent bead appearance and easy slag removal.
Maxfil-40B is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; HY-80, NAXTRA-60/65, T-1, A/B grades of SA-203, A/B/C grades of SA-662, etc. This wire is used for fabrication of crane plate, earth moving equipments, off-shore platforms and similar high strength applications, etc.
Maxfil-40R is a low alloy steel flux cored wire designed for welding of high strength fine grained quenched & tempered steels to meet sub-zero impact resistance property down to -20°C. The wire is suitable for positional welding application, results easy slag removal and has excellent welders appeal. Weld bead is smooth & uniform and satisfies the requirements of radiographic quality.
Maxfil-40R is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; HY-80, NAXTRA-60/65, T-1, A/B grades of SA-203, A/B/C grades of SA-662, B/C grades of SA-737, etc. This wire is used for fabrication of penstock pipelines, crane plate, earth moving equipments and similar high strength applications, etc.
Maxfil-410NiMo is an all position stainless steel flux cored wire designed for optimum performance with 100% CO2 gas shielding which deposit 11.5Cr – 4.5Ni – 0.55Mo. This wire is designed with fast freezing slag characteristics and good slag detachability. The wire welds satisfactorily in out of position and performs equally well when welding in the flat & horizontal position.
Maxfil-410NiMo is designed for welding CA6NM castings used in hydroelectric turbines or similar applications etc.
Maxfil-41B is a low alloy steel flux cored wire designed for welding of high tensile strength steel where sub-zero impact resistance property of the weld metal is also desired. The wire gives optimum performance under CO2 shielding with radiographic quality weld deposits that meet the impact requirements down to -51°C. The weld has excellent bead appearance and easy slag removal.
Maxfil-41B is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; HY-80, NAXTRA-60/65, T-1, A/B grades of SA-203, A/B/C grades of SA-662, B/C grades of SA-737, etc.
Maxfil-41B3 is a low alloy steel flux cored wire designed to deposit approximately 2.25%Cr-1.0%Mo weld metal for high temperature creep resistance applications. The wire gives optimum performance under CO2 shielding with radiographic quality weld deposits. The wire produces thin & friable slag covering with shiny bead appearance.
Maxfil-41B3 is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; Gr. F22 of SA-182 & and SA-336, Gr. T4/T22 of SA-199, Gr. T22 of SA-213, Gr. WC9 of SA-217, Gr. P22 of SA-335, Gr. FP22 of SA-369, Gr. 22/22L of SA-387, Gr. CP22 of SA-426, Gr. 22 of SA-541, Class 1 of A, B types of SA-542, etc.
Maxfil-41R is an all position low alloy steel flux cored wire designed to deposit approximately 2.25%Cr-1.0%Mo weld metal. The wire is suitable for positional welding application, results easy slag removal and has excellent welders appeal. The weld bead is smooth & uniform and meets the radiographic requirements.
Maxfil-41R is designed for single and multi-pass welding of similar composition creep resistant steels and equivalent grade steels like; Gr. F22 of SA-182 & and SA-336, Gr. T4/T22 of SA-199, Gr. T22 of SA-213, Gr. WC9 of SA-217, Gr. P22 of SA-335, Gr. FP22 of SA-369, Gr. 22/22L of SA-387, Gr. CP22 of SA-426, Gr. 22 of SA-541, Class 1 of A, B types of SA-542, etc.
Maxfil-42B is a low alloy steel flux cored wire designed for welding of high strength fine grained quenched & tempered steels to meet sub-zero impact resistance property down to -51°C. The wire gives optimum performance under CO2 shielding and deposits radiographic quality weld metal. The weld has excellent bead appearance and easy slag removal.
Maxfil-42B is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; HY-80, NAXTRA-60/65, T-1, A/B grades of SA-203, A/B/C grades of SA-662, B/C grades of SA-737, etc. This wire is used for fabrication of crane plate, earth moving equipments and similar high strength applications, etc.
Maxfil-42R is a low alloy steel flux cored wire designed for welding of high strength fine grained quenched & tempered steels to meet sub-zero impact resistance property down to -18°C. The wire is suitable for positional welding application, results easy slag removal and has excellent welders appeal. Weld bead is smooth & uniform and satisfies the requirements of radiographic quality.
Maxfil-42R is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; HY-80, NAXTRA-60/65, T-1, A/B grades of SA-203, A/B/C grades of SA-662, B/C grades of SA-737, etc. This wire is used for fabrication of penstock pipelines, crane plate, earth moving equipments and similar high strength applications, etc.
Maxfil-44B is a low alloy steel flux cored wire designed for welding of high strength fine grained quenched & tempered steels to meet good sub-zero impact resistance property. The wire gives optimum performance under CO2 shielding and deposits radiographic quality weld metal. The weld has excellent bead appearance and easy slag removal.
Maxfil-44B is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; SA-455M, Gr.60, Gr.65 steels of SA-515M, Class 1 of A, B, C, D grades of SA-533M. This wire is used for fabrication of crane plate, earth moving equipments, penstock pipelines and similar high strength applications, etc.
Maxfil-50H is a basic type medium alloy gas shielded wire designed for air hardening type hard surfacing deposit. It has good welder’s appeal & easy slag detachability. The weld is not machinable and finished by grinding. The wire deposits a crack-free, martensitic weld metal suitable for heavy impact and moderate abrasion resistant applications.
Maxfil-50H wire is suitable for weld-surfacing & reclamation of agricultural equipments, forging dies, excavator components, conveyor buckets & screws, drill bits, scraper blades, conveyor parts, dredge rollers, concrete mixer blades, etc.
Maxfil-55H is a basic type medium alloy gas shielded wire designed for air hardening type hard surfacing deposit. It has good welder’s appeal & easy slag detachability. The weld is not machinable and finished by grinding. The wire deposits a crack-free, martensitic weld metal suitable for heavy impact and moderate abrasion resistant applications.
Maxfil-55H wire is suitable for weld-surfacing & reclamation of agricultural equipments, forging dies, excavator components, conveyor buckets & screws, drill bits, scraper blades, conveyor parts, dredge rollers, concrete mixer blades, etc.
Maxfil-701G5 is a low alloy steel flux cored wire designed for welding of medium & high tensile strength steel, quenched & tempered steels, etc. where sub-zero impact resistance property of the weld metal is desired. The weld metal is designed for thick plates so that properties are maintained after stress relief heat treatment also. The wire is results optimum performance and radiographic quality weld deposits under CO2 shielding. The weld has excellent bead appearance and easy slag removal.
Maxfil-701G5 is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; NAXTRA-60/65, Sumiten-610, A/B grades of SA-203, D/ E/ F/ G grades of SA-414, steel grades conforming to SA-455, Gr.60 & Gr.65 steels of SA-515 & SA-516, etc. Based on the composition & plate thickness, preheating & inter-pass temperature shall be maintained.
Maxfil-70 A1 is a low alloy steel flux cored wire designed for welding of 0.5% Molybdenum and 1% Chromium and 0.5% Molybdenum steels. The wire gives optimum performance under CO2 shielding with radiographic quality weld deposits. The wire produces thin & friable slag covering with shiny bead appearance.
Maxfil-70 A1 is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; Gr. F1 of SA-182 and SA-336, Gr. A of SA-204, Gr. T1/T1a/T1b of SA-209, Gr. WC1 of SA-217, Gr. A of SA-302, Gr. P1 of SA-335, Class 1 of A grade of SA-533, etc.
Maxfil-71W designed for single and multi pass welding on Weathering Corten Weathering A1 steels. The wire burns with smooth arc and low spatter. Weld metal contains extremely low diffusible hydrogen (<4ml per 100gm). The wire gives optimum performance with 100% CO2 shielding and characterized with smooth metal transfer, uniform welding even on vertical-up stringer beads and easy slag removal. The weld metal mechanical properties afford a high degree of security against heavy stress and for welds on thick
Maxfil-801G5 is a low alloy steel flux cored wire designed for welding of medium & high tensile strength steel, quenched & tempered steels, etc. where sub-zero impact resistance property of the weld metal is desired. The wire produces optimum performance and radiographic quality weld deposits under CO2 shielding. The weld has excellent bead appearance and easy slag removal.
Maxfil-801G5 is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; NAXTRA-60/65, Sumiten-610, A/B grades of SA-203, D/ E/ F/ G grades of SA-414, steel grades conforming to SA-455, Gr.60 & Gr.65 steels of SA-515 & SA-516, etc.
Maxfil-41R is an all position low alloy steel flux cored wire designed to deposit approximately 2.25%Cr-1.0%Mo weld metal. The wire is suitable for positional welding application, results easy slag removal and has excellent welders appeal. The weld bead is smooth & uniform and meets the radiographic requirements.
Maxfil-41R is designed for single and multi-pass welding of similar composition creep resistant steels and equivalent grade steels like; Gr. F22 of SA-182 & and SA-336, Gr. T4/T22 of SA-199, Gr. T22 of SA-213, Gr. WC9 of SA-217, Gr. P22 of SA-335, Gr. FP22 of SA-369, Gr. 22/22L of SA-387, Gr. CP22 of SA-426, Gr. 22 of SA-541, Class 1 of A, B types of SA-542, etc.
Maxfil-81A1 is an all position low alloy steel flux cored wire designed for welding of 0.5% Molybdenum and 1% Chromium and 0.5% Molybdenum steels. The wire gives optimum performance under 100% CO2 shielding with radiographic quality weld deposits. The wire produces full slag covering. Slag detachability is very good and is of fast freezing nature.
Maxfil-81A1 is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; Gr. F1 of SA-182 and SA-336, Gr. A of SA-204, Gr. T1/T1a/T1b of SA-209, Gr. WC1 of SA-217, Gr. A of SA-302, Gr. P1 of SA-335, Class 1 of A grade of SA-533, etc.
Maxfil-81R is an all position low alloy steel flux cored wire designed for welding of 1.25% Cr-0.5% Mo steel with high temperature and pressure service conditions in steam pipes and boilers. The slag coverage is complete and easy to remove. This wire burns with low spatter & minimal fumes with radiographic quality deposits.
Maxfil-81R is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; Gr. F2/F11/F12 of SA-182, Gr. T11 of SA-199, Gr. T2/T11/T12 of SA-213,Gr.WC6 of SA-217, Gr. P2/P11/P12 of SA-335, Gr. FP2/FP11/FP12 of SA-369, Gr. 2/11/12 of SA-387, Gr.CP2/CP11/CP12 of SA-426.
Maxfil-81R (Spl) is an all position low alloy steel (1.25% Cr-0.5% Mo) flux cored wire especially designed to achieve the desired all-weld metal mechanical properties even in as-weld condition. The wire gives smooth burning characteristics, low spatter, easy slag removal and radiographic quality weld metal. The wire is suitable for high temperature and pressure service conditions in steam pipes, boilers, etc.
Maxfil-81R (Spl) is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; Gr. F2/F11/F12 of SA-182, Gr. T11 of SA-199, Gr. T2/T11/T12 of SA-213, Gr. WC6 of SA-217, Gr. P2/P11/P12 of SA-335, Gr. FP2/FP11/FP12 of SA-369, Gr. 2/11/12 of SA-387,Gr. CP2/CP11/CP12 of SA-426
Maxfil-81W is an all position low alloy steel flux cored wire designed for welding of high strength weatherresistant grade steels. The wire gives optimum performance with 100% CO2 shielding and characterized with smooth metal transfer, uniform welding even on vertical-up stringer beads and easy slag removal. In fillet welds, the bead contour is flat to slightly convex with equal leg lengths and uniform sidewall wetting. Weld metal is free from porosity and conforms to X-ray soundness.
Maxfil-81W is designed for single and multi-pass welding of weather resistant steels - Corten steels grade A/B, Class 1 steels of type A of SA-533, etc.
Maxfil-901G5 is a low alloy steel flux cored wire designed for welding of high tensile strength steel, quenched & tempered steels, etc. where sub-zero impact resistance property of the weld metal is also desired. The wire gives optimum performance under CO2 shielding with radiographic quality weld deposits. The weld has excellent bead appearance and easy slag removal with diffusible hydrogen of less than 4ml/100gms of weld metal.
Maxfil-901G5 is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; HY-80, NAXTRA-60/65, Sumiten-610, A/B grades of SA-203, A/B/C grades of SA-662, B/C grades of SA-737, etc.
Maxfil-MC-31 is a gas shielded metal-cored wire (MCAW) designed for welding of low & medium tensile steel structures subjected to dynamic loading. The wire encompasses the deposition advantages of flux cored wire along with the high deposition efficiencies of a solid wire with both single and multi-layer applications. The deposited weld metal by MCAW is virtually free from slag covering and thus reduces post- weld cleaning time. The wire burns with a smooth arc and low spatter. Weld metal contains extremely low diffusible hydrogen (<4ml per 100gm). Maxfil-MC-31 is suitable for welding of similar composition steels and equivalent grade steels like; D/E/F/G grades of SA-414, Gr.60/Gr.65 steels of SA-515, Gr.60/ Gr.65 steels of SA-516, etc. This MCAW wire can be used for robotic welding applications.
Maxfil-MC-80 Ni is a 1% nickel low alloy gas shielded metal cored wire designed for high speed welding of steel sheets. The wire encompasses the deposition advantages of flux cored wire along with the high deposition efficiencies of a solid wire with both single and multi-layer applications. The deposited weld metal is virtually free from slag covering and thus reduces post-weld cleaning time. The wire burns with smooth arc and low spatter.
Low Alloy Metal Cored Wire
Maxfil-MC-81R is a gas shielded metal-cored wire designed for welding of steel with high temperature and pressure service conditions in steam pipes and boilers. The wire encompasses the deposition advantages of flux cored wire along with the high deposition efficiencies of a solid wire with both single and multi-layer applications. The deposited weld metal is virtually free from slag covering and thus reduces post-weld cleaning time. The wire burns with smooth arc and low spatter. Maxfil-MC-81R is suitable for welding of similar composition steels and equivalent grade steels like; Gr. F2/F11/F12 of SA-182, Gr. T11 of SA-199, Gr. T2/T11/T12 of SA-213,Gr.WC6 of SA-217, Gr. P2/P11/P12 of SA-335, Gr. ASTM A 335-P11, FP2/FP11/FP12 of SA-369, Gr. 2/11/12 of SA-387, Gr.CP2/CP11/CP12 of SA-426.
Cobalt & Nickel Base Surfacing Flux Cored Wire
Maxfil-ST-21 is a FCAW wire designed for resistant to thermal shock and oxidizing and reducing atmospheres. Very good strength and ductility in temperatures up to 1150oC. Deposits possess excellent self mated galling resistance and also very resistant to cavitation erosion.
Maxfil-ST-21 is suitable for guide rolls, hot extrusion and forging dies, hot shear blades, tong bits, value trim etc.
Maxflux ESF-1 is an agglomerated fluoride high basic type flux designed for Electro slag Strip Cladding with smooth bead and easy slag removal characteristics. The flux suitable for very high deposition welding rates with low dilution.
Maxflux ESF-1 is suitable for electro slag cladding & overlaying applications with the Austenitic Stainless Steel strips. Works in DCEP welding.
Maxflux HF-300 is an agglomerated hard surfacing type flux suitable for moderate abrasion resistance & metal to metal wear applications in combination with EL-8 grade (Autotherme Grade A) wire. Slag removal is easy and weld bead is smooth & shiny. The deposited weld metal is of radiographic quality.
Maxflux HF-300 is suitable for surfacing of tractor rollers, excavator parts, tracks lines, crane wheels, etc.
Maxflux HF-350 is an agglomerated hard surfacing type flux suitable for moderate abrasion resistance applications in combination with EL-8 grade (Autotherme Grade A) wire. Slag removal is easy and weld bead is smooth & shiny. The deposited weld metal is of radiographic quality.
Maxflux HF-350 is suitable for surfacing of tractor rollers, excavator parts, tracks lines, crane wheels, etc.
Maxflux HF-550 is an agglomerated hard surfacing type flux suitable for abrasion or heavy impact applications in combination with EL-8 grade (Autotherme Grade A) wire. Slag removal is easy and weld bead is smooth & shiny.
Typical application include Cane, cutting knives, crusher, hammer, Jaws, rollers, rocks, drills, tractor grousers, etc. Maxflux HF-550 is suitable for surfacing of tractor rollers, excavator parts, tracks lines, crane wheels, etc.
Maxflux HF-250 is an agglomerated hard surfacing type flux suitable for moderate abrasion resistance applications in combination with EL-8 grade (Autotherme Grade A) wire. Slag removal is easy and weld bead is smooth & shiny. The deposited weld metal is of radiographic quality.
Maxflux HF-250 is suitable for surfacing of tractor rollers, excavator parts, tracks lines, crane wheels, etc.
Maxflux SAF-10 is an agglomerated special flux used to weld structural steels. The weld metal possesses excellent CVN toughness combined with good strength. The weld metal produces smooth beads, good wetting, and excellent slag detachability.
Maxflux SAF- 10 is suitable for single & multilayer welding of various structural, Boiler, Pressure vessel steels & other fabrication steels. It is suitable for welding of ASTM steels: Grade like ASTM A203Gr.E, A203Gr.D, ASTM A352 LC3, ASTM A352 LC4, A514, A517, A543 type B or C, ASTM A302 Gr. C, D, and A533 type B, C or Dm A516Gr.60, 65, 70 & A537 Class 1 or 2, DMR-249A plate.
Maxflux SAF-3 is an agglomerated Alumina-Rutile type acidic agglomerated flux to weld medium tensile structural steels. The slag is easy to remove and the weld deposit is of radiographic quality.
Maxflux SAF-3 is suited for fabrication and welding of penstock pipelines, pressure vessels, earthmoving equipment, off-shore platforms, boilers, rail & crane girders, machine building, locomotive works, etc.
Maxflux SAF-4 (UV) is an agglomerated fluoride basic flux suitable to weld medium to high strength steels & low alloy steels. The weld made with this flux gives very low diffusible hydrogen content, good crack resistance and high sub-zero toughness properties. The flux provides uniform fusion in fillet welds & butt welds with excellent slag detachability. The flux can be used for multi-pass welding. The weld deposits are of radiographic quality and have less than 4ml diffusible hydrogen/ 100gms of weld metal.
Maxflux SAF-4 (UV) is suitable for single & multilayer welding of various structural, Boiler, Pressure vessel steels, Petrochemical industries, Refineries, Shipping, Quenched & tempered steel, heat resistant steels, Nuclear sector fabrications & other fabrication industries.
Maxflux SAF-7X is an acidic flux for longitudinal & spiral high speed pipe welding applications. The flux is suitable for single & multi-pass welding with single wire & multi-wire applications in both AC & DC polarity. Slag detachability is good and deposited weld metal is of radiographic quality.
Maxflux SAF-7X is suited for fabrication and welding of longitudinal pipe, spiral pipes, penstock pipelines, wind mill towers, pressure vessels, girder, earthmoving equipment, structures of off-shore platforms, etc.
Maxflux SAF-8 (LS) is an agglomerated fluoride-basic type flux suitable to weld medium to high strength steels. The weld metal made with this flux gives very low diffusible hydrogen content, good crack resistance and higher sub-zero toughness properties. The flux is neutral in Mn & Si pick up and meets mechanical requirements after post-weld heat treatment at 620 C up to six hours of holding. The weld deposit is of radiographic quality. The weld metal passes the corrosion tests as per NACE standard TM-01-77 & TM-02-84.
Maxflux SAF-8 (LS) is suitable for single & multi-layer welding of high tensile quenched & tempered steel, fine grained steels, heat resistant structural steels, nuclear sector fabrication, etc.
Maxflux SAF-8 (Mod) is an agglomerated fluoride-basic type flux suitable to weld medium to high strength steels where very low diffusible hydrogen content, good crack resistance and higher sub-zero toughness properties are desired from the weld metal. The flux is neutral in Mn & Si pick up and is alloyed with Molybdenum and Nickel. The weld deposit is o fradiographic quality.
Maxflux SAF-8 (Mod) is suitable for single & multi-layer welding of high tensile quenched & tempered steel, fine grained steels, heat resistant structural steels, nuclear sector fabrication, etc.
Maxflux SAF-8 (Spl) is an agglomerated fluoride-basic type flux suitable to weld medium to high strength steels where very low diffusible hydrogen content, good crack resistance and higher sub-zero toughness properties are required from the weld metal. The flux is neutral in Mn & Si pick up. The weld deposit is of radiographic quality and satisfies the NACE corrosion criteria of weld metal for HIC & SSC tests with Grade A (Spl) wire.
Maxflux SAF-8 (Spl) is suitable for single & multi-layer welding of high tensile quenched & tempered steel, fine grained steels, heat resistant structural steels, nuclear sector fabrication, etc.
Maxflux SAF- 11 is an agglomerated special flux to weld 0.5Cr-0.7Ni-0.5Cu Weathering steels. The weld metal produces smooth beads and good slag detachability. The weld metal gives very less diffusible hydrogen (<5 ml/100gms. of W.M.).
Maxflux SAF-11 is suitable for single & multilayer welding of various weathering steels. Especially suitable for welding of Corten steels used in chemical, Petrochemicals and railway industries to resist atmospheric corrosion like ASTM steels: Grade ASTM A588Gr.A, B or C & A709 Gr.50W etc.
Maxflux SAF-12 is an agglomerated special flux used to weld creep resistant steels. The weld metal possesses good CVN toughness combined with good strength. The weld metal produces smooth beads, good wetting, and excellent slag detachability. The weld metal gives very less diffusible hydrogen (<5 ml/100gms. of W.M.).
Maxflux SAF- 12 is suitable for single & multilayer welding of various structural, Boiler, Pressure vessel steels, Petrochemical industries, Refineries & other fabrication steels. It is suitable for welding of ASTM steels: Grade ASTM A213Gr.T5 A335 Gr.P5, A217 Gr.C5, A387 Gr11 & 12, A182 F11 & F12, A217 WC6 & WC11, A234 WP11 & WP12 A199 T11, A387 Gr 21 & 22 A234 WP22 A199 T21, T22 A200 T21, T22 A213 T22A335 P22, A 213 T91, A 335 P91, A 387 Gr 91, A 182 / A336, A 217 C12A, A 234WP91, A 369 FP91 etc.
Maxflux SAF-13 is a specia lflux used to weld structural steels. The Flux is specially designed to meet the tensile strength & Impact requirements. The weld metal produces smooth beads, good wetting, and excellent slag detachability. The weld metal gives very less diffusible hydrogen (<5 ml/100 gms. ofW.M.).
Maxflux SAF- 13 is suitable for single & multilayer welding of various structural, Boiler, Pressure vessel steels & other fabrication steels. It is suitable for welding of ASTM steels: A387 Gr 11, 12, A182 F11, F12, A217 WC6,WC11, A234 WP11, WP12, A199 T11 ASTM A387 Gr 21, 22 A234 WP22 A199 T21, T22 A200 T21, T22 & A213 T22A335 P22. etc.
Maxflux SAF-14 is an agglomerated special flux used to weld creep-resistant steels.
Maxflux SAF-223 is an agglomerated basic type flux for high-speed longitudinal welding giving smooth & shiny weld bead along with easy slag removal characteristics. The flux is also suitable for multi-wire submerged arc welding applications and supports to achieve higher throat thickness in welding of fillet joints due to higher current carrying capacity.
Maxflux SAF-223 is suitable for single & multi-layer welding of pressure vessel grade steels (EN 10028-2), X-42 to X-70 grade pipes conforming to API-5L specification, etc.
Maxflux SAF-223 (Mod) is an agglomerated basic type flux for high speed welding of longitudinal pipe giving smooth & shiny weld bead with improved impact toughness properties. The flux is also suitable for multi-wire submerged arc welding applications and supports to achieve higher throat thickness in welding of fillet joints due to higher current carrying capacity.
Maxflux SAF-223 (Mod) is suitable for single & multi-layer welding of pressure vessel grade steels (EN 10028-2), X-42 to X-70 grade pipes conforming to API-5L specification, etc.
Maxflux SAF-223 (SPL) is an agglomerated basic type flux for high-speed longitudinal welding giving smooth bead and easy slag removal characteristics. The flux is also suitable for Tandem, multi-wire submerged arc welding applications and supports to achieve higher throat thickness in welding of fillet joints due to higher current carrying capacity.
Maxflux SAF-223 (SPL) is suitable for Tandem single & multi-layer welding of pressure vessel grade steels (EN 10028-2), pipes conforming to X-42 to X-70 grade of API 5L, Grade 1/2/3 of ASTM A252, SA 516 Grade 70, Grade A/B of A53 & A523 specification, etc. Suitable for AC and DC welding.
Maxflux SAF-223(WT) is an aluminate-basic submerged arc welding flux specifically engineered for wind tower welding applications. It is recommended for use with AUTOTHERME Gr-B (EM12K) wire on both longitudinal and circumferential seam welds. The flux delivers weld deposits with impact toughness exceeding 47J at -51°C. It produces a smooth bead profile, ensuring excellent toe angles, tie-in, and overall bead appearance for both interior and exterior welds.
Maxflux SAF-231 is an agglomerated special flux used for fillet & butt-welding of carbon steel and Cr-Mo steel plates. The active nature of the flux provides an outstanding tolerance to rust, mill scale, etc so that joint preparation during welding is minimized. The superior fusion properties of the flux provide uniform fusion in fillet welds with excellent slag detachability. The flux can also be used for multi-pass welding but shall be restricted to 25mm thickness as it is active in nature. The deposited weld metal is of radiographic quality and the diffusible hydrogen content is<5 ml/100gm of weld metal.
Maxflux SAF- 231 is suitable for single & multilayer welding of various structural, Boiler, Pressure vessel steels, Petrochemical industries, Refineries, Shipping & other fabrication industries.
Maxflux SAF-4 is an agglomerated basic type flux having very good performance with good sub-zero impact properties & extreme resistance to cracking. It is neutral in terms of silicon and manganese pick-up. Slag is easily removable and bead finish is smooth & shiny. The diffusible hydrogen content of the weld metal is low.
Maxflux SAF-4 is suitable for single & multi-layer welding of structural steels, pressure vessels, boilers and other fabrications involving medium tensile & low alloy steel.
Maxflux SAF-4 (PW) is an agglomerated basic type flux having very good performance with good sub-zero impact properties & extreme resistance to cracking. The flux is especially designed to meet the tensile & Impact requirements after post weld heat treatment condition at 620 C. slag is easily removable & bead finish is smooth & shiny. The diffusible hydrogen content of the weld metal is low.
Maxflux SAF-4 (PW) is suitable for single & multi-layer welding of structural steels, pressure vessels, boilers and other fabrications involving medium tensile & low alloy steel.
Maxflux SAF-4 (Spl) is a basic type flux giving good sub-zero impact properties and resistance to cracking. Slag detachability is very good with smooth & shiny bead finish. The diffusible hydrogen content of weld metal is low & satisfies radiographic quality requirements.
Maxflux SAF-4 (Spl) is suitable for single & multi-layer welding of structural steels, pressure vessels, boilers and other fabrications involving medium tensile & low alloy steel.
Maxflux SAF-4 (UV) is an agglomerated fluoride basic flux suitable to weld medium to high strength steels & low alloy steels. The weld made with this flux gives very low diffusible hydrogen content, good crack resistance and high sub-zero toughness properties. The flux provides uniform fusion in fillet welds & butt welds with excellent slag detachability. The flux can be used for multi-pass welding. The wdeposits are of radiographic quality and have less than 4ml diffusible hydrogen/ 100gms of weld metal.
Maxflux SAF-4 (UV) is suitable for single & multilayer welding of various structural, Boiler, Pressure vessel steels, Petrochemical industries, Refineries, Shipping, Quenched & tempered steel, heat resistant steels, Nuclear sector fabrications & other fabrication industries.
Maxflux SAF-5 is an agglomerated basic type flux for welding general structural steels, pressure vessel steels, pipe steels, micro-alloyed (BIS: 8500) & fine grained steels. Recommended to use with high Mn wires (like EM12K and EH14) for better impact properties. Slag detachability is good. Weld is of radiographic quality with very low diffusible hydrogen content.
Maxflux SAF-5 is suitable for single & multi-layer welding of structural welding, pressure vessels, boilers and other fabrications involving medium tensile & low alloy steel.
Maxflux SAF-704 is a fluoride-basic type flux suitable to weld with composite SAW wires. The flux is neutral in nature and is also suitable with all HF (Hard Facing) class wires. The deposited weld metal has low diffusible hydrogen content and crack resistant during hard surfacing.
Maxflux SAF-704 flux suited with composite SAW wires. With ECNi2 wire the weld metal gives excellent mechanical and charpy V notch impact properties (40-70J at - 51ºC). For hard surfacing application on steel mill rolls, the flux is suitable with Maxfil HF-20,Maxfil HF-30,Maxfil HF-45 &Maxfil HF-55wires depending upon the composition & hardness requirement. Recommended welding procedure shall be followed as in our product literature
Maxflux SAF- 723 is an agglomerated flux to weld structural steels. The weld metal possesses good CVN toughness & produces smooth beads and excellent slag detachability. The weld metal gives very less diffusible hydrogen (<5 ml/100gms. of W.M.).
Maxflux SAF-723 is suitable for single & multilayer welding of various structural, pressure vessels & other fabrication steels. Especially suitable for welding of ASTM steels: A204 Grade A, A516 Gr. B, C & IS 2002 type B, API Gr. 5L X60-X 80 etc.
Maxflux SAF-7S is a high speed welding acidic agglomerated flux for spiral pipe welding. The flux is suitable for single & multi-pass welding with single wire & multi-wire applications in both AC & DC polarity. Slag detachability is good and deposited weld metal is of radiographic quality.
Maxflux SAF-7S is suited for fabrication and welding of spiral pipes, smaller diameter pipes (internal and external), penstock pipelines, wind mill towers, pressure vessels, girder, earthmoving equipment, structures of off-shore platforms, etc.
Maxflux SAF-8 (PW) is an agglomerated fluoride-basic type flux suitable to weld medium to high strength steels where very low diffusible hydrogen content, good crack resistance and higher sub-zero toughness properties are desired from the weld metal. The flux is neutral in Mn & Si pick up and especially designed to meet the tensile & impact requirements after post-weld heat treatment condition up to 7 hours of holding at 620 C. The weld deposit is of radiographic quality.
Maxflux SAF-8 (PW) is suitable for single & multi-layer welding of high tensile quenched & tempered steel, fine grained steels, heat resistant structural steels, nuclear sector fabrication, etc.
Maxflux SAF-8 (LS) CTOD is a fluoride-basic agglomerated type flux suitable to weld medium to high strength steels and good CTOD fracture toughness properties was achieved for offshore constructions. The weld metal made with this flux gives very low diffusible hydrogen content, good crack resistance and higher sub-zero toughness properties. The flux is neutral in Mn & Si pick up and meets mechanical requirements after post-weld heat treatment at 620 C up to six hours of holding. The weld deposit is of radiographic quality. The weld metal passes the corrosion tests as per NACE standard TM-01-77 & TM-02-84.
Maxflux SAF-8 (LS) CTOD is suitable for single & multi-layer welding of high tensile quenched & tempered steel, fine grained steels, heat resistant structural steels, nuclear sector fabrication, etc.
Maxflux SAF-9 is an agglomerated fluoride-basic type flux suitable to weld with Autotherme Grade-H (ENi-2) & Autotherme Grade H(C) (ECNi2) wires for medium to high tensile strength steel, fine grained structural steels where very low diffusible hydrogen content, good crack resistance and higher sub zero toughness properties are desired from the weld metal. The weld deposit with these wires & flux is of radiographic quality.
Maxflux SAF-9 is suitable for single and multi-layer welding of high strength quench & tempered steel, ASTM 516 Gr.70 or Equivalent grade of steels, fine grained & heat resistance structural steels, nuclear sector fabrication etc.
Maxflux SS-4 (LT) is a fluoride basic agglomerated type flux suitable for welding of austenitic stainless steel and heat resistant steels. The flux behavior to carbon content of the weld metal is neutral. So, using suitable wire, low carbon stainless steels can easily be welded. The flux offers good slag detachability, smooth weld finish and less than 5ml diffusible hydrogen per 100 gm of weld metal.
Maxflux SS-4 flux (LT) can be used with various low carbon stainless steel wires for joining & for overlay applications. Weld metal meet impact toughness at -196 C requirements. The flux is also suitable to weld with various Cr-Mo steels & stabilized grade stainless steels.
Medio is a medium coated rutile type MS welding electrode designed to operate even with 45 OCV, Suitable for all types of mild steel structures, plant machinery, pipes, dredgers, trawlers, etc. The weld metal is soft and ductile. This E6013 welding rod or MS welding electrode gives radiographic quality weld.
Medio-S is a rutile electrode ideally suited for welding of carbon steels. The weld metal is of radiographic quality and possesses excellent notch toughness at minus 0 20 C. Typical applications include ship construction, tanks, barges, dredgers, structures, etc.
Medio-V is a medium coated, rutile type, all position electrode. The electrode operates on alternating and direct current either polarity. The weld metal is soft, ductile, metallurgically clean and mechanically sound with radiographic quality. Typical applications include industrial pipes and tubes, storage tanks, boilers, fire boxes tanks, ships, barges, dredgers, trawlers, tugs rail coaches, etc.
Mergearc SAF- 723 is an agglomerated flux to weld both medium & high tensile strength structural steels. The flux works at reasonably higher welding speed giving smooth bead and easy slag removal characteristics. The flux is also suitable for multi-wire SAW applications with good CVN toughness. The weld metal gives very less diffusible hydrogen (<5 ml/100gms of weld metal) and radiographic quality deposits. '
Mergearc SAF-723 flux is suitable for single & multilayer welding of various structural, pressure vessels & other medium to high tensile strength steels. Especially suitable for welding of ASTM class steels: A204 Grade A, A516 Gr. B, C & IS 2002type B, API Gr. 5L X60-X 80 etc.
Molytherme(Extra)Mod is a low hydrogen electrode yielding a weld deposit containing Mn-Mo. The electrode is ideally suited for welding steels of similar composition. The weld metal possesses good high temperature properties and has excellent toughness. The weld metal meets SSCC and HIC test requirements.
Molytherme is a low hydrogen iron powder type electrode yielding a weld deposit containing 0.5%Mo. Ideal for welding creep resistant C-Mo steels for service temperatures up to 525°C. Typical applications include boilers, pressure vessels, pipes and tubes of similar composition.
Molytherme-Extra is a low hydrogen electrode yielding a weld deposit containing Mn- Mo. The electrode is ideally suited for welding steels of similar composition. The weld metal possesses good high temperature properties and has excellent toughness.
Low hydrogen iron powder electrodes depositing 0.5%Mo with excellent toughness. Weld metal retains mechanical properties after prolonged heat treatments. Ideal for welding C-0.5 Mo steels, plates, pipes for pressure vessel, boilers, etc. where toughness at -20°C is required. The weld metal possesses good creep strength up to 525°C.
Extra low hydrogen type electrodes depositing a high strength weld metal. The electrode possesses excellent operating characteristics and is suitable for welding in all positions. Weld metal has got good toughness even at subzero temperatures. Deposition efficiency is about 115%. The weld metal possesses high strength together with good notch toughness even at subzero temperatures down to minus o 50 C. Ideally suited for welding fine-grained steels, high strength steels, IS: 8500- 91, Gr 540B, 570B, 590B, IS: 2002-92 Gr.3, IS: 1875-92 class 3A or similar.
Extra low hydrogen type electrodes depositing a high strength weld metal. The electrode possesses excellent operating characteristics and is suitable for welding in all positions. Weld metal has got good toughness even at subzero temperatures. Deposition efficiency is about 115% min. The weld metal possesses high strength together with good notch toughness even at subzero temperatures down to minus 50oC. Ideally suited for welding components made of steel to IS:2062 Gr. E410, E450, IS:2002-Gr3, IS:1875-04 class 3A or similar.
Molytherme-H4R is moisture resistant hydrogen controlled basic coated electrode depositing 0.5Mo weld metal of radiographic quality. The weld metal possesses excellent mechanical properties at room and at elevated temperature. It is ideally suited for welding C - 0.5Mo steels, plates, pipes for pressure vessels, boilers etc.The weld metal possesses good creep strength up to 525 C.
Molytherme-R is a low hydrogen electrode yielding a weld deposit containing Mn- Mo. The electrode is ideally suited for welding steels of similar composition, CONCOR BOGIES etc. The weld metal possesses good high temperature properties and has excellent toughness. The deposits will also meet the metal recovery of 110% min. requirements.
NFM is an electrode depositing high nickel weld metal for welding of cast irons. The deposit is soft and has good resistance to cracking. Ideally suited for welding of cast iron to produce machinable weld deposit. Also suitable for repairing of cracks filling up and surfacing applications
A low hydrogen electrode yielding a tough and ductile weld deposit having 1% Ni- 0.25% Mo suitable for welding fine-grained and Ni steels for service temperatures down to minus 60°C. Typical applications include storage tanks for liquefied gases, distillers in coke oven batteries and petrochemical industries. Ideal for welding high strength and fine-grained steels subjected to sever dynamic loading and sub-zero temperature service.
Nimotherme-1(Spl) is a low hydrogen, iron powder electrode yielding a tough and ductile weld deposit having 1%Ni - 0.25%Mo. Ideally suited for welding fine- grained and nickel steels for service temperatures down to minus 40°C. Typical applications include storage tanks for liquefied gases like Ammonia, distillers in coke oven batteries and petrochemical industries. Also suitable for welding heavy sections and highly restrained joints subjected to dynamic loading, impact and severe service conditions.
Nimotherme-1(SPL)H4R is a low hydrogen, iron powder, moisture resistance, electrode yielding a tough and ductile weld deposit having 1%Ni - 0.25%Mo. Ideally suited for welding fine-grained and nickel steels for service temperatures down to -40°C. Typical applications include storage tanks for liquefied gases like Ammonia, distillers in coke oven batteries and petrochemical industries. Also suitable for welding heavy sections and highly restrained joints subjected to dynamic loading, impact and severe service conditions.
Nimotherme-1(SPL)Mod is a low hydrogen, iron powder electrode yielding a tough and ductile weld deposit having 1%Ni - 0.25%Mo. Ideally suited for welding fine-grained and nickel steels for service temperatures down to -40°C. Typical applications include storage tanks for liquefied gases like Ammonia, distillers in coke oven batteries and petrochemical industries. Also suitable for welding heavy sections and highly restrained joints subjected to dynamic loading, impact and severe service conditions in sour gas service.
It is low hydrogen & low carbon electrode depositing 1.0Ni - 0.25Mo - 0.02V weld metal. Weld metal possesses excellent strength together with toughness at subzero temperatures. It is ideally suited for welding low carbon grain-refined steels, nickel steels, normalized, and tempered steels. Typical applications include storage tanks for liquefied gases like Ammonia, distillers in coke oven batteries and petrochemical industries. Also suitable for welding heavy sections and highly restrained joints subjected to dynamic loading, impact and severe service conditions.
Nimotherme-NM1 is a low-hydrogen electrode, which contains about 1% Nickel and 0.5% Molybdenum. This electrode can be welded without PWHT. Some typical applications include the welding of similar composition high-strength low-alloy or microalloyed structural steels.
Nimotherme-NM2 is a basic coated, low-hydrogen electrode. This electrode is intended to meet strength requirements after extended post weld heat treatment as required in the construction of nuclear power plants and in the fabrication of components (e.g., steam generators and pressurizers) used in nuclear power plants. The weld metal fulfills the requirements of drop weight testing to determine nil ductility temperature as well as measurement of mils of lateral expansion on broken Charpy V-notch specimens.
A low hydrogen iron powder electrode depositing 2.5% Ni steel weld metal. Easy to operate in all conventional welding positions. Radiographic quality welds o possesses excellent toughness even at minus 60 C. Ideal for welding fine grained and Nickel steels. Typical applications include containers and piping systems and tanks used for storage, transportation of liquefied propane and butane, A&P brackets etc.
• A low hydrogen electrode depositing 1.5% Ni steel weld metal.
• Pleasing operating characteristics.
• Weld metal of radiographic quality.
Ideal for welding fine grained and Nickel steels for service temperatures down to o minus 50 C. Typical applications include storage tanks for liquefied gases like Ammonia, distillers in coke oven batteries and petrochemical industries. Also suitable for welding heavy sections and highly restrained joints subjected to dynamic loading, impact and severe service conditions.
A low hydrogen DC(+) electrode yielding 2.5% Ni in the weld deposit, ideally suited for welding fine-grained steels and Ni steels especially for service temperatures down to minus 60 C. The weld metal possesses strength combined with excellent sub-zero temperature notch toughness. Typical applications include storage tanks, pressure vessels, containers and piping for liquefied gases like propane and butane.
* Low hydrogen electrode depositing 2.8%Ni and 0.3%Mo weld metal. * Pleasing operating characteristics. * Weld metal of radiographic quality
Ideally suited for welding grain refined steels and nickel steels for service temperatures o down to minus 50 C. Typical applications include storage tanks for liquefied gases like Ammonia, distillers in coke oven batteries, petrochemical industries, DMR 249B (AB2) steel, etc. Also suitable for welding heavy sections and highly restrained joints subjected to dynamic loading, impact and severe service conditions.
A low hydrogen electrode yielding low carbon, 2.5% Ni in the weld deposit. It is ideally suited for welding fine-grained steels and Ni steels especially for service temperatures down to minus 75°C. The weld metal possesses strength combined with excellent sub-zero temperature notch toughness. Typical applications include storage tanks, pressure vessels, containers and piping for liquefied gases like propane and butane.
A low hydrogen electrode yielding low carbon, 2.5% Ni in the weld deposit. It is ideally suited for welding fine-grained steels and Ni steels especially for service temperatures down to minus 73°C. The weld metal possesses strength combined with excellent sub-zero temperature notch toughness. Typical applications include storage tanks, pressure vessels, containers and piping for liquefied gases like propane and butane.
A unique low hydrogen type electrode yielding 3.5% Ni in the weld deposits. Specially designed for welding fine-grained steels and nickel steels for service temperatures down to minus 80 deg C. Typical applications include pressure vessels, piping systems, valves and tanks used for liquefied propane, butane, ethane, acetylene, CO2 and even liquefied ethylene.
Nitherme-3.5(Spl) is a low hydrogen iron powder electrode depositing 3.5%Ni weld metal. It is pleasing operating characteristics and weld metal is of radiographic quality. Weld metal possesses excellent toughness at sub-zero temperatures. Ideal for welding fine grained Nickel steels for service temperatures down to minus 73 C.
Typical applications include pressure vessels, piping, valves and tanks used for storage, transportation and distribution of liquefied gases.
A low hydrogen electrode depositing 3.5% Ni weld metal. Specially designed for welding fine-grained steels and nickel steels for service temperatures down to minus 101°C . Typical applications include pressure vessels, piping, valves, tanks, transportation and distribution of liquefied gases, etc.
Low hydrogen iron powder electrode depositing 3.5% Ni in weld metal. Easy to operate in all conventional welding positions. Radiographic quality welds o possesses excellent toughness even at sub-zero temperatures down to minus 101 C. Ideal suited for welding fine-grained and Nickel steels. Typical applications include pressure vessels, piping, valves, and tanks used for storage, transportation, and distribution of liquefied gases.
A low hydrogen and low carbon type electrode depositing 6.5% Ni steel weld metal. Ideal for welding fine grained and Nickel steels for service temperatures down to -115°C.
Typical applications include pressure vessels, piping, valves and tanks used for storage, transportation and distribution of liquefied gases. Also suitable for welding heavy sections and highly restrained joints subjected to dynamic loading, impact and severe service conditions.
A medium coated rutile type AC/DC all position mild steel electrode for welding mild steel structures, rail coaches, wagons, storage tanks, ships, sheet metal work etc.
Norma is one the common mild steel electrodes which is designed according to the AWS- E6013. This mild steel electrode can be used for metal sheets and different mild steel structures.
A medium coated general purpose all position mild steel electrode for welding low carbon and mild structural steels. It gives radiographic quality weld metal. The electrode operates with a quiet arc and deposits a smooth bead with fine ripples. The slag is easily detachable. The electrode produces minimum spatter and has good striking and re- striking characteristics. The electrode operates well under low OCV transformers. Typical applications include welding of steel structures, tanks, truck frames and bodies, machinery construction, auto bodies, frames, pipes etc.
A medium coated general purpose all position electrode for welding low carbon and mild structural steels. It gives radiographic quality weld metal. The electrode operates with a quiet arc and deposits a smooth bead with fine ripples. The slag is easily detachable. The electrode produces minimum spatter and has good striking and re-striking characteristics. The electrode operates well under low OCV transformers and direct current either polarity. Easy to operate in all positions including vertical down. Typical applications include welding of steel structures, tanks, truck frames and bodies, machinery construction, auto bodies, frames, pipes etc.
Norma-X is a medium coated rutile type electrode useful in any welding shop for general fabrication and maintenance work in mild steel. It gives radiographic quality weld metal. The flux coating is so controlled that the electrode provides excellent performance in all welding positions. It works very well even with low OCV transformers and gives very smooth flow with stable arc with low spatter and smoke. The detachability of slag is very easy and gives uniform ripples with good appearance. Thus, Norma-X has special and exclusive appeal to the welders. The weld metal is ductile and presents good mechanical properties with consistent quality. It is ideally suited for welding of all mild steel structures, bus body building, automobile bodies, pipes as well as other mild steel general applications.
Some of the typical applications include : Structural steel, Bridges, Truck bodies, Bus bodies, Machinery construction, Auto parts, Building structures, Steel furniture, Rail coaches & wagons, Ships, Tugs, Barges, Dredgers, Trawlers, Storage tanks, Boilers, Pipe lines.
A medium heavy coated, iron powder rutile type electrode suitable for welding all mild steel structures, boilers, pressure vessels. Welds are of radiographic quality. The electrode has a metal recovery of 115 %. Rapidex is suitable for all types of joints to achieve faster speed and higher welding output. Typical applications include boilers, pressure vessels, wagons, girders, tanks, ships, barges, machine parts, etc.
It is a rutile coated electrode yielding an extra low carbon (0.025% max) with ferrite (6 -12 FN) in the weld metal. The weld metal has excellent resistance to intergranular corrosion even at elevated temperatures.
- Ideally suited for welding stainless steels of similar composition.
- Ideal for joining wrought and cast materials in a number of industries like rayon, dye, paper, chemical, fertilizer, petrochemicals, etc.
- Surfacing & overlay applications.
Rutox-A is a stainless steel electrode yielding a weld metal of 19Cr - 10Ni. The weld metal displays good resistance to cracking, corrosion and scaling. This stainless steel welding rod is ideally suited for welding stainless steel materials of similar composition like AISI 301, 302, 304, 308, etc.
Rutox-A(N) is a stainless steel electrode depositing 22Cr - 10Ni - 0.15N weld metal. It is a special electrode producing stainless steel weld metal which has excellent operational characteristics. The weld metal has higher resistance to cracking, oxidation and scaling at elevated temperatures up to 1100 C. It is ideally suited for welding of stainless steels of similar composition like ASTM S30815 and equivalent, for overlays, surfacing and repairing castings.
Rutox-A (St) is an electrode depositing 18Cr-10Ni-Nb stabilised weld metal, suitable for joining of stainless steels of similar composition. Ideal for welding of AISI 304, 304L, 321, 347 and their equivalents. The weld metal has excellent resistance to intergranular corrosion.
A stainless steel electrode depositing 19Cr - 10Ni stainless steel weld metal with carbon in the range of 0.04 - 0.08. Weld metal possesses excellent crack resistance and displays good elevated temperature properties. Ideally suited for joining 18/8 stainless steels where the carbon content is in the range of 0.04-0.08 i.e. AISI 304H material.
Rutox-AH(ST) is a stainless steel electrode producing 19%Cr-10%Ni-Nb stabilized welds.
Weld metal has excellent resistance to inter granular corrosion. Ideal for joining and surfacing of 18%Cr-8%Ni stainless steel and clad steels of similar composition, 18%Cr-8%Ni cast steel and forged steel, Cladding carbon steel and low alloy steel, Steels conforming to AISI 304, 321, 347, 347H and their equivalents can be welded.
A semi-basic electrode producing an extra low carbon 19Cr - 10Ni weld metal which has excellent resistance to intergranular corrosion. The weld metal has higher resistance to cracking, oxidation and scaling at elevated temperatures. Ideally suited for welding of stainless steels of similar composition like AISI 304L, 308L and their equivalents for overlays, surfacing applications, etc.
Rutox-B(SPL) is a rutile coated electrode yielding an extra low carbon (0.028% max) with ferrite (5-10 FN) in the weld metal. The weld metal has excellent resistance to intergranular corrosion even at elevated temperatures.
• Ideally suited for welding stainless steels of similar composition.
• Ideal for joining wrought and cast materials.
• Surfacing & overlay applications.
Rutox-C is a stainless steel electrode producing extra low carbon, niobium stabilised 18Cr - 12Ni - 2.3Mo weld metal. The extra low carbon content and the stabilization impart excellent corrosion resistance against intergranular corrosion. The weld metal possesses good resistance to pitting and improved creep strength. It is ideally suited for joining stainless steels of similar composition.
Rutox-D is a stainless steel electrode depositing an extra low carbon 18Cr - 12Ni - 2.3Mo stainless steel weld metal. The weld metal has excellent resistance to intergranular corrosion even at elevated temperatures. Ideally suited for welding stainless steels of similar composition.
Rutox-E is a stainless steel electrode depositing an extra low carbon weld metal containing 18Cr-12Ni-3Mo. It is ideally suited for welding stainless steels of similar composition and AISI316L varieties and their equivalents. The extra low carbon content ensures excellent corrosion resistance against sulphuric acids, phosphoric acids, etc.
Rutox-F is a stainless steel electrode depositing a weld metal containing 18Cr - 13Ni - 2.3Mo, which is unique in combination to produce a maximum ferrite content of 2FN in the weld metal. This extra low ferrite content ensures excellent corrosion resistance against severe corrosive media. Ideal for welding AISI 316L, 316 particularly when the weld metal ferrite content has to be controlled at a low level, as in the case of urea equipments.
Rutox-F(SPL) is a stainless steel electrode depositing zero ferrite weld metal which displays excellent resistance to corrosion particularly in urea service. The welds are of radiographic quality and possess excellent corrosion resistance. Ideally suited for welding AISI 316L and their equivalents for chemical and fertilizer industries.
Rutox-F(U) is a rutile coated electrode depositing a weld metal which is fully austenitic in structure, has high strength and good crack resistance. The weld metal displays remarkable corrosion resistance particularly in urea service. It is ideally suitable for welding of AISI 316L and their nitrogen bearing versions particularly for urea service.
Rutox-G is a special purpose stainless steel electrode. It is most often used to weld AISI Type 240 and 241 base metals. These alloys are nitrogen-strengthened austenitic stainless steels exhibiting high strength with good toughness over a wide range of temperatures. Significant improvement in resistance to wear in particle-to- metal and metal-to-metal (galling) applications. Nitrogen alloying reduces the tendency for intergranular carbide precipitation in the weld area by inhibiting carbon diffusion and thereby increasing resistance to intergranular corrosion. Nitrogen alloying also improves resistance to pitting and crevice corrosion in aqueous chloride containing media. It exhibit improved resistance to trans granular stress corrosion cracking in hot aqueous chloride containing media. It is also suitable for welding dissimilar steels like mild steel and stainless steels, and also suitable for overlay on mild steel for corrosion and wear applications.
Rutox-Mo is a stainless steel electrode depositing a weld metal containing 18Cr - 11Ni - 2.3Mo. The weld metal displays good crack resistance, excellent creep strength and resists scaling at elevated temperatures up to 850°C. The weld metal has excellent resistance to corrosion and pitting. Ideal for joining wrought and cast material of similar composition.
Rutox-Mo (St) is a stainless steel electrode producing a Niobium stabilised 18Cr - 12Ni - 2.3Mo weld metal. The weld metal possesses good resistance to corrosion and pitting and improved creep strength. The weld metal has excellent resistance to intergranular corrosion. Ideally suited for joining stainless steels of similar composition.
• A stainless steel electrode depositing an 18Cr - 12Ni - 2.5Mo stainless steel weld metal with high carbon up to 0.08.
• Provides higher tensile and creep strengths at elevated temperatures.
• Good crack resistance and resistance to scaling up to 850 C
• Joining AISI 316H and its equivalent materials in a number of industries like rayon, dye, paper, chemical, fertilizer, petrochemicals, etc.
• Surfacing and overlay applications.
Secheron 308L is stainless steel electrode for welding SS304, SS308 and its low carbon versions. The weld deposit displays good corrosion and crack resistance. It meets customer requirements economically. It works well with transformer having low OCV also with good re-striking characteristic. It has no red hot tendency within current range specified and no porosity. It is ideally suited for joining 18-8 stainless steels like AISI 304, 308 and its low carbon versions, etc. and their equivalent grades in cast variety. It is specially recommended for welding lower diameter pipes with 1 mm to 3 mm wall thickness / 1 mm to 3 mm thick plates used in stainless steel furniture, stairs and general fabrication.
Secheron 308L(Spl) is a rutile type electrode producing an extra low carbon 19Cr - 10Ni weld metal which has excellent resistance to intergranular corrosion. It works well with transformer having low OCV also. The weld metal has higher resistance to cracking, oxidation and scaling at elevated temperatures. Ideally suited for welding of stainless steels of similar composition like AISI 304L, 308L and their equivalents for overlays, surfacing applications, etc.
• Stainless steel electrode for welding of similar and dissimilar steels.
• The weld deposit displays good corrosion, scaling resistance and crack resistance.
• It meets customer requirements economically.
• It works well with transformer having low OCV also.
• It is ideally suited for welding similar alloys in wrought or cast form.
• It can also used for welding dissimilar metals, such as joining SS304L to carbon. steel, welding the clad side of SS304L clad steels, and applying stainless steel sheet lining to carbon steel shells.
Austenitic Heat resistant cast steel electrode depositing 0.4%C-25%Cr-25%Ni and Nb in weld metal. Excellent operating characteristics. Fully austenitic stainless steel weld metal. Weld metal possesses excellent mechanical properties and resists scaling at high temperatures up to 1200°C. Ideal for welding similar stainless steels in cast form like DIN EN GX40CrNiSiNb24-24, GX30CrNiSiNb24-24. Also used for repair of similar grade casting.
SECHERON 310 L is a special electrode depositing 25Cr-20Ni with low carbon & low impurity content in weld metal. A soft & smooth arc which is easy to strike & re-strike. Better welder appeal with easy slag detachability. Provide weld metal of X-ray Quality. The weld metal has got excellent corrosion resistance to corrosion in nitric acid, inter granular corrosion & pitting. Due to its excellent corrosion resistance used for heat exchanger tube & pipe in process that treat in nitric acid, acrylic fibers, ammonium nitrate & processing of nuclear reactor fuel.
- Stainless steel electrode for welding SS316 and its low carbon versions.
- The weld deposit displays good corrosion and crack resistance.
- It meets customer requirements economically.
- It works well with transformer having low OCV also.
- It is ideally suited for joining stainless steels like AISI 316 and its low carbon versions, etc. and their equivalent grades in cast variety.
Secheron 33/31 is a rutile coated electrode, depositing 31Ni - 33Cr - 1.6Mo with Nitrogen and low carbon stainless steel weld metal. This electrode is ideally suited for welding Nickel-Chromium-Iron alloy UNS R20033 to itself, and to weld to carbon steel. It is also suitable for welding ASTM B625, B649, B366, B472, B564, B619, B622, and B626 alloys . The electrodes are generally used in the flat position.
Secheron 410 NC is a special purpose Electrode depositing 13Cr - 3Ni - 0.8Cu weld metal which has excellent resistance to corrosion, erosion, pitting and impact. It is specially suited for welding 06XH3DL grade castings. Ideally suited for joining of similar composition materials, groove welding and surfacing applications. Typical application include surfacing of high pressure valves, turbine blades, valve seats, repairs of runners, pulp and paper plant equipment etc.
SHC-Six is an unique electrode operating on AC / DC(+) depositing an air hardening weld metal which has excellent resistance to severe abrasion with moderate impact as in the case of oil expeller worms, dipper teeth, scraper blades, screw conveyers, etc.
SIA is a basic coated multipurpose stainless steel electrode producing a weld metal of 18Cr - 9Ni - 5Mn. The weld metal has excellent crack resistance and has good o scaling resistance up to 850 C. Ideal for joining ferritic to austenitic steels, armour plates, austenitic manganese steels, heat resistant steels, dissimilar materials, for buffer layers etc.
SIA (N) is a low-hydrogen type special stainless steel electrode depositing a stainless steel weld metal having 16Cr 8Ni - 8Mn - 0.4Mo 0.12N. The weld metal highly crack resistant and it has got high strength and good toughness properties even at different temperatures. Nitrogen alloying in this weld metal increases wear resistance and satisfy galling resistant requirements. It is ideally suited for resisting wear in particle to metal & metal-to-metal applications. It is also useful for producing stainless steel overlay for corrosion resistance, surfacing layers for hardfacing and work hardenable deposits.
SIA(Rutile) is an electrode depositing 18Cr-8Ni-5Mn weld metal. Ideally suited for joining and surfacing applications to enhance resistance to impact and abrasion. Ideally suited for joining austenitic manganese steel to carbon steel, low alloy steel, etc. , and also for buffer layers on a variety of steels.
SIA-Mo is a special stainless steel electrode depositing a stainless steel weld metal having 19Cr - 9Ni - 6Mn - 0.4Mo. The weld metals highly crack resistant and its unique mechanical properties are maintained even when welding steels of different compositions. It is ideally suited for welding HSLA steels like armour steels etc. in cast or rolled forms. It is also useful for welding materials of similar composition, austenitic manganese steel and for producing stainless steel overlay for corrosion resistance, buffer layers for hard facing and work hardenable deposits.
SMA is a basic coated electrode operating on AC/DC(+) producing a tough austenitic manganese steel weld metal. The deposit work hardens in service and has excellent resistance to wear by impact. Typical applications include surfacing of parts subjected to abrasion and heavy impact as in the case of crusher jaws, bucket teeth and lips, rail crossing, etc.
SMA(Extra) is a basic coated electrode producing an austenitic manganese steel weld metal which is crack resistant. The weld metal work hardens under impact loads in service and has excellent resistance to abrasion in combination with high impact. It is ideally suited for rebuilding of austenitic manganese steels to enhance the life of these components. The weld deposit work hardens in service and attains maximum resistance to abrasion combined with impact. Some typical applications include crusher jaws, hammer, bucket teeth and lips, manganese steel castings, etc.
Super-Cut is designed for metal arc cutting of plain carbon steels, alloy steel, cast iron, stainless steel, manganese steel etc. The electrode is also suitable for piercing out of position jobs, rivets, risers etc. where gas cutting is not convenient. It is easy to operate in all positions. No special equipment, oxygen, acetylene cylinder or compressed air is required. Any welders can procedure averagely good cuts without any difficulty. Smooth, clean cuts can be obtained depending on operator’s skill.
Super-Mn/Ni is basic coated electrode depositing high manganese weld metal for resurfacing austenitic manganese steels. Austenitic manganese, work hardening weld metal having excellent wear resistance under impact and abrasion. The weld metal possesses exceptional toughness and work hardens under impact. It is ideally suited for resurfacing to obtain wear resistance against impact, abrasion and a combination of both. The typical applications include rock crushing jaws, manganese steel castings, rail frogs & switches, crusher jaws & hammers, rail crossovers, etc.
Supra Anti Spatter (600 ml) is a silicone-based solution to prevent molten metal spatter from adhering to surfaces during welding, cutting, and other metalworking processes. It helps maintain a clean work environment, reduces the need for manual cleaning, and increases the efficiency of welding operations.
These leather aprons are designed to accommodate the basic safety requirements and standards for Personal Protective Equipment. The information contained herein is intended to assist the wearer in the selection of personal protective equipment. Suitable for use in welding applications, used in the maintenance, manufacturing industries. Leather has long been considered the best protective material for welding applications. The relative thickness of leather prevents heat from penetrating through the garment and also provides excellent abrasion and puncture resistance.
Salient Features:
The weight of these aprons is distributed evenly for user comfort.
Tested at 150°C for thermal protection.
Leather neck strap and adjust waist belt.
Tested against mechanical stress like abrasion, tear and puncture.
SUPRA Auto Darkening Welding Helmet is designed for professional welders to provide superior eye protection, clear vision, and fast switching auto-darkening performance. Built with durable materials and advanced filter technology, it ensures safety, comfort, and productivity in all welding environments.
Salient Feature
- Auto Darkening Filter (ADF)
- Fast switching time: 1/25000 sec
- True color clear view technology
- Adjustable sensitivity & delay control
- Solar
- UV/IR Protection up to DIN16
- Grinding mode function
- Lightweight & ergonomic design
- Suitable for MMA, MIG, MAG, TIG welding
Advantages
- Clear & wide vision
- Instant eye protection
- Comfortable headgear
- Long service life
- Professional industrial grade
Applications
- MMA / Stick Welding
- MIG / MAG Welding
- TIG Welding
- Plasma Cutting
- Grinding Mode
Straight-head chipping hammer can be used to clean and remove slag from metal. Hammer is made of tough, forged-alloy steel. It has a vertical head on one end and long, tapered point on the other. The ergonomic handle design and spring grip reduces shock and fatigue. It is a must have for welders.
Salient Features :
- Can be used for both large and small applications
- Vibration reducing spring handle
- Weight: 325 grams.
- Steel chipping hammer for removing slag and flux from metal
- Wide blade chisel design removes slag faster and adds life to the tool
- Ergonomic handle and spring grip reduces shock and fatigue
- Tough, forged-alloy steel construction
D&H Cotton Gloves are designed to provide basic hand protection, comfort, and breathability during light to medium-duty industrial operations. These gloves are ideal for general handling, material movement, assembly work, and maintenance activities. Manufactured using high-quality cotton yarn, they ensure durability, flexibility, and user comfort for prolonged working hours.
SALIENT FEATURE
- Made from premium quality cotton yarn
- Soft, breathable & sweat-absorbent
- Comfortable for long working hours
- Good grip for dry handling applications
- Reusable & washable
- Skin-friendly material
- Economical solution for general industrial use
USES
- General material handling
- Packaging & warehouse operations
- Light fabrication work
- Automotive workshops
- Assembly line operations
- Maintenance activities
- Construction sites (non-heavy hazard work)
- Agriculture & gardening
- Loading & unloading operations
Elevate your safety standards with our newly products Supra Cutting Goggle, designed for superior eye protection and exceptional performance in cutting and welding operations. Engineered for professionals, this cutting-edge product combines comfort, durability, and advanced safety features to meet industry demands.
Key Feature
- Adjustable Strap
- High-impact polycarbonate lens
- Anti-Fog Coating
- 5 DIN filter
SUPRA Dye Penetrant Testing (DPT) Kit (Cleaner, Penetrant, Developer) is a non-destructive testing (NDT) method used to detect surface-breaking defects in non-porous materials such as metals. DPT is especially useful in welding tests to inspect welded joints for cracks, porosity, and other surface defects.
How Does DPT Work?
Penetration: A liquid penetrant with low surface tension is applied to the surface of the material. The penetrant seeps into surface cracks and flaws.
Removal: After allowing the penetrant to dwell, excess penetrant is wiped off the surface.
Development: A developer is applied to draw out the penetrant trapped in any cracks, creating visible indications of the defects.
Inspection: The surface is then inspected under proper lighting (visible or UV light), and any defects are easily visible.
Key Features of SUPRA DPT KIT
Complete Testing Solution: Includes Cleaner, Penetrant, and Developer for all-in-one surface crack detection.
High Sensitivity: Detects even the smallest surface defects like cracks, porosity, and incomplete fusion that may compromise the material integrity.
Fast and Easy Application: Simple process for quick and accurate results, ideal for routine inspections in the welding industry.
Safe and Environmentally Friendly: Non-toxic, environmentally friendly products that are safe for both the user and the environment.
Reliable Results: Ensures reliable and visible results, aiding in the detection of even the most challenging surface defects.
Why Use SUPRA DPT KIT During Welding Tests?
The SUPRA DPT KIT is essential for detecting surface defects like cracks and porosity, ensuring the strength and integrity of welded joints. It provides non-destructive, rapid, and accurate results, allowing for quick remediation of flaws. This versatile kit helps prevent costly failures, ensures compliance with industry standards, and is ideal for various materials and welding techniques.
An earth clamp is an essential component in grounding systems, designed to ensure safe electrical connections between the grounding conductor and the grounding electrode. Proper grounding is crucial for protecting equipment and personnel from electrical hazards, ensuring system stability, and minimizing the risk of damage caused by electrical surges or faults.
The Supra Flux Oven C-50 is a compact and efficient flux and electrode holding oven designed to maintain welding fluxes and stick electrodes at ideal temperatures for consistent moisture-free performance. It features robust construction, stable temperature control, and energy-efficient operation for workshop, fabrication, and field welding applications.
Salient Features:
- Dual-purpose design: Suitable for both flux and stick electrodes.
- Accurate temperature control ensures uniform heating with minimal fluctuation.
- Energy-efficient heating elements optimized for continuous operation.
- Corrosion-resistant internal chamber extends operational life.
- Low maintenance with simple and reliable construction.
Fully Nitrile Coated Gloves are designed to provide superior hand protection against oil, grease, abrasion, and light chemicals. The full nitrile gloves ensure complete coverage of the hand, making them ideal for applications involving oily and wet conditions.
SALIENT FEATURE
- Full Nitrile Coating – Complete hand protection
- Excellent Oil & Grease Resistance
- High Abrasion Resistance
- Strong Grip in Wet & Oily Conditions
- Good Chemical Splash Resistance (Light Chemicals)
- Flexible & Comfortable Fit
- Durable & Long Service Life
Uses
- Oil & Gas Industry
- Automotive Workshops
- Mechanical Maintenance
- Chemical Handling (Light Exposure)
- Construction Work
TECHNICAL SPECIFICATIONS
- Coating Material : Nitrile Rubber
- Liner Material : Cotton / Polyester / Interlock Liner
- Finish Type : Smooth / Sandy Finish (as per model)
- Gauge : 13 Gauge
- Size Available : 9 (L)
- Color : Green
Grinding and cutting operations generate sparks, metal chips, and debris that can cause serious facial injuries. A grinding face shield provides full-face protection against flying particles, ensuring both safety and visibility during high-speed metalworking tasks. D&H Sécheron Grinding Face Shields are designed for industrial use, combining durability, comfort, and clarity for professionals working in demanding environments.
Salient Features:
- High impact resistance.
- Edges fitted with aluminum beading for easy adjustment to face contour.
- Fits over specs.
- Protective films on both sides to prevent damages and scratches during transportation.
SUPRA Inverter arc welding machines are suitable for DC stick welding with various types of Welding Electrodes. It is suitable for almost all industries, such as ship-building, pressure vessels, steel, petroleum and power plants. SUPRA Inverter machines are also suitable for carbon arc gouging.
SUPRA Inverter arc Welding Machine are suitable for DC stick welding with various types of Welding Electrodes. It is suitable for almost all industries, such as ship-building, pressure vessels, steel, petroleum and power plants. SUPRA Inverter machines are also suitable for carbon arc gouging.
SUPRA Inverter arc Welding Machine are suitable for DC stick welding with various types of Welding Electrodes. It is suitable for almost all industries, such as ship-building, pressure vessels, steel, petroleum and power plants. SUPRA Inverter machines are also suitable for carbon arc gouging.
SUPRA Inverter arc Welding Machine are suitable for DC stick welding with various types of Welding Electrodes. It is suitable for almost all industries, such as ship-building, pressure vessels, steel, petroleum and power plants. SUPRA Inverter machines are also suitable for carbon arc gouging.
Latex Coated Cut Resistant Gloves are specially designed to provide basic cut protection along with excellent grip and durability for industrial applications. These gloves are manufactured with a highquality knitted liner and natural latex coating on the palm area to enhance grip and abrasion resistance. With Cut Resistance Level 1, these gloves are suitable for low-risk handling tasks where basic mechanical protection is required.
SAILENT FEATURES
- Cut Resistance – Level 1 (Basic Protection)
- Good Abrasion Resistance – Suitable for rough handling
- Flexible & Comfortable – Reduces hand fatigue
- Breathable Liner – Improves air circulation
- Durable & Economical – Ideal for daily industrial use
Uses
- Light Fabrication Work
- Sheet Metal Handling (Low Risk)
- Assembly Work
- Warehouse & Logistics
- Construction Sites
- General Material Handling
- Packaging Operations
TECHNICAL SPECIFICATIONS
- Parameter : Specification
- Coating Material : Natural Latex
- Liner Material : Polyester
- Cut Level : Level 1
- Abrasion Resistance : As per EN 388
- Gauge : 13 Gauge
- Coating Type : Palm Coated
Welding leg guards, also known as welding spats or welding gaiters, are protective equipment worn by welders to safeguard their legs and feet from sparks, spatter, molten metal, and other hazards commonly encountered during welding work.
Salient Features:
- Heat Resistance
- Spatter protection
- Flexibility & Mobility
- Reflective Elements
SUPRA MMA 400(D)/600(D) trasducting controlled MMA welding rectifier is built using advanced, solid State technology, designed to meet stringent demands of high-quality radiographic welding. It ship-building, power plants, petroleum, steel plants, structural fabrications, pressure vessels and others.
SUPRA MMA 400(D)/600(D) trasducting controlled MMA welding rectifier is built using advanced, solid State technology, designed to meet stringent demands of high-quality radiographic welding. It ship-building, power plants, petroleum, steel plants, structural fabrications, pressure vessels and others.
Natural Rubber welding and cutting hoses are designed to safely convey gases such as oxygen, acetylene, and LPG used in welding, brazing, and cutting operations. These hoses are made from high-quality natural rubber, ensuring flexibility, strength, and excellent resistance to wear, oil, and flame exposure.
Salient Features:
- Conforms to IS: 447 for welding and cutting hoses.
- Oil, flame and abrasion resistant outer cover.
- Rigorously tested for pressure leakage and adhesion strength.
- Meets industrial safety norms for gas welding and cutting applications.
Nitrile Coated Gloves are designed to provide superior grip, excellent abrasion resistance, and enhanced hand protection for industrial applications. These gloves ensure comfort, flexibility, and durability for long working hours in demanding environments.
SALIENT FEATURE
- High-quality nitrile coating for superior grip in dry and oily conditions
- Excellent abrasion and tear resistance
- Breathable liner for enhanced comfort
- Flexible and ergonomic design for better finger movement
- Strong resistance to oil, grease, and mild chemicals
- Snug fit for precision handling
Uses
- Welding & fabrication support work
- Engineering industries
- Automobile & auto-component handling
- Construction & infrastructure
- projects
- Maintenance & repair work
- Oil & gas industry handling operations
- General material handling
TECHNICAL SPECIFICATIONS
- Coating Material : Nitrile
- Liner Material : Polyester
- Grip Type : Palm coated
- Size Available : 10
- Cuff Style : Knit wrist
- Standard : EN ISO 21420 (EN388+ EN420
SUPRA PLASMA is inverter based air plasma cutting machine with PWM technology. It is portable, light weight energy efficient suitable for cutting carbon steel, stainless steel, alloy steel, copper and other non ferrous metals.
- Reliable Portable Oven which work hours after hour, day after day with same consistency.
- Temperature control: Provided with thermostat control for precise setting of drying temperature, required for various type of electrodes.
- Flawless Welds: Totally dry welding consumables, yield radiographic quality welds.
Salient Features :
- Heavy duty drying oven for welding electrode
- Portable Oven C5 model, electrode drying oven for quick shifting from one place to the other
- User friendly
- Uniform heating of charged materials
- Heavy duty thermostat for accurate temperature controls throughout range
D&H PVC Dotted Cotton Gloves are designed to provide basic hand protection, comfort, and breathability during light to medium-duty industrial operations. These gloves are ideal for general handling, material movement, assembly work, and maintenance activities. Manufactured using high-quality cotton yarn, they ensure durability, flexibility, and user comfort for prolonged working hours.
SALIENT FEATURE
- Made from premium quality cotton yarn
- Soft, breathable & sweat-absorbent
- Comfortable for long working hours
- Good grip for dry handling applications
- Reusable & washable
- Skin-friendly material
- Economical solution for general industrial use
USES
- General material handling
- Packaging & warehouse operations
- Light fabrication work
- Automotive workshops
- Assembly line operations
- Maintenance activities
- Construction sites (non-heavy hazard work)
- Agriculture & gardening
- Loading & unloading operations
D&H Sécheron Reversible Welding Gloves are designed for professional welders who demand comfort, safety, and cost-effectiveness. With a reversible design (Left = Right), the gloves can be worn on either hand, doubling their life and reducing replacement costs.
Salient Features:
- Reversible Design
- Premium Leather
- Durable Stitching
- Flexible Grip
A hard-wearing work glove made of elected fine-grain leather with a cotton lining for comfort. The rubber-reinforced cuff provides extra protection and the wing thumb is angled. Choose our rigging gloves for superior hand protection, unparalleled grip, and lasting comfort in demanding rigging and lifting operations.
Salient Features:
- Reinforced palms and fingertips for increased durability.
- Available in various sizes to accommodate different hand shapes..
- Compliance with industry safety standards.
- Heavy-duty construction for maximum protection.
The D&H Sécheron industrial safety goggles are a crucial component of Personal Protective Equipment (PPE), designed to provide superior protection for workers in industrial environments. These goggles safeguard against high-speed particles, dust, debris, and chemical fumes during grinding and other hazardous activities.
SUPRA TIG 300 (I) / 400 (I) is a new generation inverter based pulsed TIG machine is very handy and compact for easy operation. Even at very low current values, the arc is well controlled and stable thus enabling excellent weld quality. The adjustable current up-slope and down-slope are distinct features of this machine.
EWTh-2 is a Non consumable alloyed tungsten electrode with 2% Thorium, easier the arc initiation, arc stability and having ability to withstand very high temperatures, even those of welding arc. The presence of thorium increase the electrical characteristics by making the tungsten slightly more emissive. Presence of thoria increase the life of electrodes & increase the resistance to tungsten contamination. EWTh-2 commonly used for joining of ferrous materials.
EWLa-2 is a non-consumable alloyed tungsten electrode with 1.80–2.20% lanthanum oxide, offering easier arc initiation, good arc stability, and the ability to withstand very high temperatures, including those of the welding arc. The presence of lanthanum improves the electrical characteristics.
EWCe-2 is a non-consumable alloyed tungsten electrode with 2% cerium oxide, providing easier arc initiation, good arc stability, and reduced rate of vaporization or burn-off. It is non-radioactive and operates successfully with AC or DC, either polarity.
Our SUPRA Welding and Cutting Gas Hose is specially designed to safely transport gases during welding and cutting operations. Welding and cutting hoses are essential components in any welding or cutting operation, delivering gases (oxygen, acetylene, etc.) from the tank to the welding equipment. These hoses are designed to handle the high pressure and extreme temperatures involved in these processes.
Key Features:
- Fallow the ISI standard IS:447
- High Flexibility with Kink & Crush resistance
- Standard 100m length in re-cyclable gunny bags & cardboard boxes
- Red & Blue colour for different gases.
Experience superior performance and reliability with our premium welding cables.
Crafted with precision engineering and quality materials.
Our cables meet the highest industry standards,
Ensuring optimal performance in your welding operations.
These superior welding gloves from D&H Sécheron Electrodes Pvt. Ltd. offers a whole new approach to fit, form and function. Ergonomically designed to fit the natural curve to the hand, offering increased quality & comfort to the wearer.
Salient Features:
- Protection Against Mechanical Damage
- Abrasion resistant
- Blade cut resistant
- Tear resistant
- Puncture resistant
A welding Goggle is a type of PPE used in performing certain types of welding to protect the eyes from spark, IR and UV light, and intense heat. Green welding glasses are the most commonly used lens color for welding. They offer excellent protection from the bright light and intense heat produced during welding. Green lenses block out harmful UV and IR radiation, making them suitable for most welding processes.
Salient Features:
Frameless Spectacle
Integrated Side Shield
Flexible Temples
Adjustable Temple Length & Angle
A welding hand shield is a crucial piece of personal protective equipment (PPE) used by welders to protect their face, eyes, and neck from the intense heat, sparks, and radiation produced during welding processes. The primary purpose of the welding hand shield is to ensure the safety of the welder by preventing injuries such as burns, eye damage, and exposure to harmful ultraviolet (UV) and infrared (IR) radiation.
Salient Features:
- Protective Lens/Filter
- Durable Shell
- Fixed Shade Level
Supra Welding Helmet is a passive flip-up welding helmet with a light weight Poly-Propylene shell. The helmet designed for outstanding facial protection for welding in all positions.
- Light Weight (450 g) shell with contemporary look.
- Three flip-front options.
- Full facial protection in all welding position with 5 rake position head gear.
- Simplified head-gear for ease of adjustments.
- Light-weight head gear with sweat band.
A welding holder (commonly called an electrode holder) is a tool used to grip and hold the electrode securely during manual arc welding. It transfers the electric current from the welding machine to the electrode, which generates the arc needed for welding.
Supra-Bond is a rutile type, medium coated, all position electrode. The electrode operates on alternating and direct current either polarity. The weld metal is soft, ductile and mechanically sound with radiographic quality. It is for general fabrication job, can be used for pipes & tubes up to 12 mm thickness. Typical applications include all types of mild steel structures, plant machinery, industrial pipes and tubes, storage tanks, fire boxes tanks, ships, barges, dredgers, trawlers, tugs rail coaches, automobile bus body building, gas stove body, etc.
Supratherme is an 7018 electrode which is a heavy coated low hydrogen, iron powder type electrode ideally suited for producing tough and ductile welds of radiographic quality in boilers, pressure vessels and heavy structures subjected to dynamic loading. This 7018 electrode has a metal recovery of about 115%. Some typical applications include heavy structures subjected to dynamic loading and impact, highly restrained joints, coaches, wagons, penstocks, boilers, pressure vessels, earthmoving machines, etc.
Supratherme (MOD) is a basic coated, iron powder, hydrogen controlled, all conventional position electrode, produces radiographic quality welds, having excellent cracking resistance. The electrode ideally suited for welding carbon steels used in the construction of equipment subject to heavy dynamic load impact and severe service conditions in sour gas service.
An iron powder, low hydrogen type electrode producing a tough and ductile weld metal for welding heavy and rigid structures subjected to dynamic loading and impact. The weld metal is of radiographic quality and displays remarkable impact strength even at minus 50°C. Typical applications include welding of carbon steels, steels sensitive to hydrogen embrittlement, heavy and rigid structures, pressure vessels and equipment subjected to severe stress and requiring good toughness properties at sub-zero temperatures down to minus 50°C.
Supratherme (Spl) Mod is a basic coated iron powder type, high yield, and hydrogen- controlled electrode. Easy to operate in all conventional welding positions. Radiographic quality welds having excellent cracking resistance. Ideally suited for welding carbon steels used in the construction of equipment subjected to heavy dynamic load, impact, and severe service conditions in sour gas service.
Supratherme(Spl)H4R is a moisture resistant hydrogen controlled basic coated electrode for producing tough and ductile weld of radiographic quality in boilers, pressure vessels, medium carbon steels, cast steel and problematic steels. The weld metal is clean and has low level of impurities, thus having unique properties. Some typical applications include maintenance welding of all types of C-Mn steels, heavy tensile steels, heavy structures, plants & equipments subjected to static or dynamic loading. Typical Applications Include: • Coaches • Wagons • Penstocks • Boilers & Pressure vessels • Earth moving machines etc.
Moisture resistant hydrogen controlled basic coated electrode for producing tough and ductile weld of radiographic quality in Boilers, Pressure vessels, Medium carbon steels, Cast steel and problematic steels. The weld metal is clean and has low level of impurities, thus having unique properties. The electrode can be used in all conventional positions of welding. It is ideally suited for welding carbon steels used in the construction of equipment subjected to heavy dynamic load, impact and severe service conditions in sour gas service.
Supratherme-H4R is a moisture resistant hydrogen controlled basiccoated electrode for producing tough and ductile weld ofradiographic quality in boilers, pressure vessels, medium carbonsteels, cast steel and problematic steels. The weld metal is cleanand has low level of impurities, thus having unique properties.Some typical applications include maintenance welding of all typesof C-Mn steels, heavy tensile steels, heavy structures, plants &equipments subjected to static or dynamic loading. TypicalApplications Include: • Coaches • Wagons • Penstocks • Boilers &Pressure vessels • Earth moving machines etc.
A low hydrogen, iron powder type electrode yielding a 0.5% Ni in the weld metal. Ideally suited for welding fine-grained steels, heavy sections, and restrained joints requiring good impact strength at sub-zero temperatures down to minus 50°C. Typical applications include welding of C-Mn grain refined steels, heavy sections, and restrained joints requiring good impact strength at sub-zero temperatures o down to minus 50°C.
Supratherme-Ni(Spl) is a basic coated, low hydrogen, iron powder type electrode yielding a weld metal containing 1.5%Mn and 0.7%Ni. Excellent quality welds for welding heavy sections of fine grained high strength steels with particular reference to low temperature service down to minus 60°C. Typical applications include welding of fine grained Q&T steels for pressure vessels, tanks, penstocks, where high strength and sub-zero temperature toughness properties are of importance.
It is basic coated, low hydrogen, iron powder type electrode yielding a 1.0% Ni in the weld metal. Radiographic quality welds having excellent cracking resistance. Weld metal of excellent toughness to withstand heavy dynamic loading and impact. Ideally suited for welding fine grained steels, low alloy steels subjected to sub-zero temperature applications down to minus 60°C. Ideal for welding, heavy sections, highly restrained joints subjected to dynamic loading. Ideal for pressure vessels, tanks, spheres, etc.
Supratherme-Ni(Spl)H4R is a basic coated, low hydrogen, moisture resistant, iron powder type electrode yielding a weld metal containing 1.5Mn and 0.7Ni. Excellent quality welds for welding heavy sections of fine-grained high strength steels with particular reference to low temperature service down to minus 50°C. Typical applications include welding of fine grained Q&T steels for pressure vessels, tanks, penstocks, where high strength and sub-zero temperature toughness properties are of importance.
Supratherme-P2 is designed primarily for the welding of the hot, fill, and cap passes in high strength pipe butt joints in the vertical position, in upward progression. The low hydrogen nature of the covering of these electrodes makes them especially suited for joining crack-sensitive high strength pipe.
Typical applications of these electrodes are the welding of API 5L pipe steels up to and including Grade X80, along with many other high strength medium and high carbon, and low-alloy steels.
Supratherme-R is a basic coated, Hydrogen controlled, Iron powder type high yield electrode. The electrode possesses excellent operating characteristics and is suitable for welding in all positions. Radiographic quality welds having high strength and excellent cracking resistance. Weld metal of excellent toughness to withstand heavy dynamic loading and impact. It is ideally suited for fabrication of component made of steels IS: 8500-91 Gr. 440B & 490B, IS: 2002-92 Gr. 1 & 2, IS: 1875-92 Class 2, 2A & 3, IS 2062-99 Gr. C or similar. Also suitable for repair welding of cast steels to IS: 1030 Gr. 230-450W. Supratherme-R also used for joining of stainless Steels type 3Cr12, IRS M- 44 or it's equivalent with Mild Steel / Low Alloyed Steel / Carbon Steel.
Super-Mn is an electrode depositing high manganese steel weld metal. The weld metal possesses excellent toughness and work hardens under impact. The deposit exhibits an austenitic structure and is ideally suited for re-surfacing austenitic manganese steel components like crusher jaws, hammers, etc. for resistance against wear by impact and abrasion.
A low hydrogen, iron powder type electrode for welding steels having tensile strength up to 70kgf/mm². Ideally suited for welding fine-grained steels, high tensile steels used in bridges, penstocks, tanks, etc. The weld metal possesses o excellent toughness at sub-zero temperatures down to minus 50 C. Typical applications include welding of grain-refined steels, Q&T steels, HSLA steels, pressure vessels, structural fabrication, etc.
A basic coated low hydrogen iron powder type electrode for welding high tensile steels. The weld metal is of radiographic quality. Ideally suited for welding high tensile steels, Q&T steels, castings, etc. with UTS range of 71 kgf/mm². The weld metal possesses high strength combined with excellent toughness at sub-zero temperatures.
Tensal(Mod) is a low hydrogen type electrodes depositing a high strength and tough weld metal. The electrode possesses excellent operating characteristics and is suitable for welding in all positions. The weld metal possesses high strength together with good notch toughness even at sub-zero temperatures down to minus 50°C.
Ideally suited for welding fine-grained steels, high strength steels. Q&T steels used in the fabrication of structures, bridges, penstocks, earth moving equipments, etc.
Tensal-Cr is a basic coated electrode alloyed with CrMo used for the welding of 0.25C-1Cr-0.3Mo-alloyed quenched and tempered steel grades. The electrode possess excellent operating characteristics & suitable for welding in all position. Weld metal possess tensile strength up to 700Mpa. High Tensile base metal is required to preheat at minimum 200ºC. The weld metal is also suitable for flame hardening.
Tensal-H4R is basic coated, extra low hydrogen, moisture resistance type electrode for welding high strength steels. It is suited for welding steels having tensile strength up to 690 MPa. The weld metal possesses excellent toughness at sub-zero temperatures down to minus 50 C. Typical applications include welding of grain- refined steels, Q&T steels, HSLA steels, pressure vessels, structural fabrication, bridges, penstocks, tanks, etc.
Extra low hydrogen type electrodes depositing a high strength weld metal. Ideally suited for welding fine-grained steels, high strength steels, Q&T steels used in the fabrication of structures, bridges, penstocks and other components.
Tensal-MH(R) is hydrogen controlled, basic coated, moisture resistant electrode, depositing a high strength weld metal. The electrode possesses excellent operating characteristics and is suitable for welding in all positions. The extra low hydrogen content reduces susceptibility from hydrogen induced cracking. The weld metal possesses high strength together with good notch toughness. Ideally suited for welding fine-grained steels, high strength steels. Q&T steels used in the fabrication of structures, bridges, penstocks and other components.
Basic coated, low hydrogen, moisture resistant electrode for welding high tensile steels. The weld metal is of radiographic quality. The electrode possesses excellent operating characteristics and is suitable for welding in all positions. The extra low hydrogen content reduces susceptibility from hydrogen induced cracking. The weld metal possesses high strength together with good notch toughness.
Tensotherme is basic coated hydrogen controlled iron powder electrode for welding of mild steels for critical services. The welds are especially suitable for dynamic loading. It is specially designed for welding of plant, machinery and equipment subjected to critical service loads in combination with varying temperature cycles, for example, in fabrication of converter shells for the steel industry.
Tensotherme (mod) is basic coated hydrogen controlled iron powder electrode for welding of mild steel for critical services. The welds are especially suited for dynamic loading. It is specially designed for welding of plant, machinery and equipment subjected to critical service loads in combination with varying temperature cycle, for example welding of storage tanks & LTCS piping.
A special type hardfacing electrode depositing Ni-Mo alloy. The weld metal possesses high hardness which is retained even at elevated temperature of 550°C. Ideal for hardfacing components which are subjected to abrasion in combination with impact like blast furnace, belt, hoppers, rolls, tong pins, etc.
ULTRATENSAL electrode is low hydrogen, iron powder type electrode for welding high strength steels. The weld deposits of this electrode have high strength with excellent toughness. It is ideally suited for welding high tensile steels, grain refined Q&T steels such as USS-T1, SA 517 grades and their equivalents, Fabrication of penstocks, heavy structures, earth moving equipments, etc.
ULTRATENSAL (SPL) H4R is a moisture resistant hydrogen-controlled type electrode ideally suited for welding high strength steels, fine-grained steels, HSLA, Q&T steels, etc. The weld metal possesses high strength combined with good toughness properties. Ideal for welding high strength steels used in earth moving industry and Hydal application etc.
Ultratensal-1000 is a basic coated electrode. The weld metal displays good crack resistance and produces sound weld metal possessing excellent strength combined with good impact properties at sub-zero temperature. Welds are of radiographic quality. It is suitable for joining high strength, low alloy or micro alloyed steels to themselves or to lower strength steels, including carbon steels. Ideally suited for welding earth moving equipments and other heavy equipments.
Ultratensal-1050 is a basic coated and very low hydrogen electrode producing high strength weld metals. The weld metal displays good crack resistance and produces sound weld metal possessing excellent strength combined with good impact properties at sub-zero temperature. Welds are of radiographic quality. It is suitable for joining high strength, low alloy or micro alloyed steels to themselves or to lower strength steels, including carbon steels. Ideally suited for welding earth moving equipments and other heavy equipments.
Basic coated, extra low hydrogen electrode ideally suited for welding high strength Q&T steels like Welten 80, SA517 grades and their equivalents. The weld metal has excellent crack resistance and displays high strength combined with good sub-zero impact strength. It is ideal for welding high strength low alloy steels used for sub- marine hull construction.
Basic coated extra low hydrogen electrode. The weld metal displays excellent crack resistance and produces sound weld metal possessing excellent strength combined with good impact properties at sub-zero temperature. Ideally suited for welding of high strength Q&T steels, like WEL TEN 80, SA 517 grades, WB36 pipes, and their equivalent grades. Welding highly restrained joints in high strength steels under site conditions with relative humidity since the extra low hydrogen content of the weld metal helps preventing hydrogen induced cracking.
Ultratensal- MC is a basic coated extra low hydrogen electrode. Weld metal displays excellent crack resistance and produces sound weld metal possessing excellent strength combined with good impact properties at sub zero temperature. It is ideally suited for welding high strength Q&T steels like WEL-TEN 80, WEL-TEN 690 RE-A, WEL TEN 690 RE-B, RDE-S-70, SA 517 grades and their equivalents. The electrodes are ideally suited for welding highly restrained joints in high strength steels under site conditions with high relative humidity since the extra low hydrogen content of the weld metal helps preventing hydrogen induced cracking.
Basic coated, extra low hydrogen electrode ideally suited for welding high strength Q&T steels like Welten 80, SA517 grades and their equivalents. The weld metal has excellent crack resistance and displays high strength combined with good sub-zero impact strength. Ideal for welding high strength steels under site conditions having high relative humidity and higher joint restraints as the extra low hydrogen levels ensure freedom from hydrogen induced cracking.
Ultratensal-Spl is a low hydrogen type electrode depositing a high strength and tough weld metal. The electrode possesses excellent operating characteristics low spatters, smooth and stable arc which is easy to strike and re-strike, easy deslagging and is suitable for welding in all positions. Ideally suited for welding high tensile steels, grain refined Q&T steels such as USS-T1, SA 517 grades and their equivalents. Fabrication of penstocks, heavy structures, earth moving equipments etc.
Ultratherme is a low hydrogen type electrode ideally suited for welding high strength steels, fine-grained steels, HSLA, Q&T steels, etc. The weld metal possesses high strength combined with good toughness properties. Ideal for welding high strength steels used in earth moving industry, etc.
Basic coated, extra low hydrogen electrode ideally suited for welding high strength steels, Q&T steels. The weld metal is of radiographic quality and possesses excellent strength combined with good toughness. Ideal for welding high strength steels under the site conditions having high relative humidity and higher joint restraints, as the extra low hydrogen levels ensure freedom from hydrogen induced cracking.
Ultratherme-H4R is moisture resistant hydrogen controlled basic coated electrode. It is ideally suited for welding high strength low alloy steels, fine-grained steels, Q&T steels, etc. The weld metal possesses high strength combined with good toughness properties. Ideal for welding high strength steels used in earth moving industry, etc.
- Basic coated hydrogen control electrode with a stable and smooth arc that is easy to strike and restrike.
- Low spatter and good bead finish.
- Welds are of radiographic quality.
- The weld metal displays good crack resistance and produces sound weld metal possessing excellent strength combined with good impact properties at subzero temperature.
It is ideally suited for welding high strength Q & T steels like WEL-TEN 80, SA 517 grades and their equivalents. The electrodes are ideally suited for welding restrained joints in high strength steels.
Unitherme is an iron oxide type electrode for welding of carbon steels. The welds are radiographic quality. Typical applications include locomotive fire boxes, rotary kilns, heavy structures, engine frames, bases, etc.
The cement Industry has been one of the core industries contributing to industrial growth. Our decades of association with the Cement Industry have given us in-depth knowledge of the need to save downtime and minimize inventory. This is a key factor in this highly competitive market. Our solutions will minimize the effect of wear & tear like Abrasion, Impact & Heat.
Due to rigorous conditions and the nature of the earth-moving & mining sector, wear & tear may cut short the lifespan of the equipment drastically. Our research and experience in this sector would advise initiating action before putting the new equipment or components to use. We recommend that you protect with the right kind of alloy for hard facing/rebuilding to resist wear.
It is important to understand that the marine sector is plagued with intricate issues like seawater corrosion, temperature variations, metal fatigue, etc. Our latest technology however is well-equipped to minimize the wear and tear as well as the downtime that may occur to ensure smooth sailing of the vessels without any breakdowns.
With an ever-increasing gap between demand-supply for Petroleum Products, the need for continuous expansion and exploration, both inland and offshore, leads to a strain on drilling equipment and allied components. Our constant research has proved that detrimental factors like seawater corrosion, soil erosion, and heat can be dealt with effortlessly if the right steps are taken.
The Power Sector though most important also happens to be the most wear prone one leaving room for factors like abrasion, impact, erosion, corrosion, cavitation and other breakdowns to affect the critical components required for power generation. Replacement of worn-out components is an expensive and time-consuming proposition as it needs plant stoppage in many cases. Our LoTherme Research and development (R&D) offer a series of solutions to combat the wear & tear with minimal cost so that the components in a power plant run undeterred and uninterrupted.
Being the largest Railway Network in the world, tracks, wagons and engines are prone to enormous wear & tear due to the continuous movement of freight and passengers trains. We recommend LoTherme that provides a complete solution in maintenance and repair which sustains and prolongs the life of rail components and prevents replacement costs.
Steel Plants are most intensive in nature and its components work at maximum utilization capacity in rapidly changing temperatures. Wear & tear, corrosion, abrasion has been a regular problem at every service workshop in the Steel Industry. With LoTherme solution you can repair and restore your capital intensive equipment indirectly saving replacement costs.
The Sugar Industry is constantly faced with issues relating to wear & tear due to abrasion, impact, corrosion and friction. To achieve high performance, high productivity, low operation cost without disturbing the production operation is quite a task at hand. This can be achieved by reclamation & repair of plant components and that will not only prolong life but also minimize inventory and down time considerably.
The Transportation Sector is growing at a rapid pace and in leaps and bounds. Also, due to this industry continuously being on the move, wear and tear of several components is inevitable. Replacing the components with expensive spares will not be a feasible solution but instead repairing and rebuilding the worn out parts to prolong the machine life is a wise and compatible solution.
Grinding of complete area Preheat Temperature -150°C Inter pass Temperature -120-150°C
Modern excavators are powerful they allow to tackle even the most challenging materials. The front line protecting the excavator and helps in achieve goals.
1. BOTH SIDES OF THE PLATE WERE GROUND TO V GROOVE.
2. ALIGNMENT WAS DONE.
3. WELDING ROOT RUN WITH 3.15DIA ELECTRODE & THEN COMPLETED THE JOB WITH 4.0MM DIA ELECTRODES.
4. FINALLY DP TEST IS DONE
LOTHERME-457 4.00MM, WAS USED FOR JOINING OF HARDOX-400 TO Mn STEEL BUCKET BODY PLATE.
1. Down hand position made the gougng with lot 802 up to 60 mm depth and grove width of 80 mm and grinding also made to removal of weld metals.
2. Outside the mill head pre heated the job up to 130 dig.
3. Rebeaked the lot 352 250 dig for 1 hour
4. Root run with lot 352 3.15 mm with peening the weld metal on hot condition due to further crack should not devolop.
5. Multy layers with lot 352 4mm, lot 457 4mm.final 3 layers with lot 510n.
6. The same proceser followed inside the mill balance 50mm depth and width of 80 mm
7. The ICL has given 48 hours to complite the job. We took as a challenge and we handed over the job with in 44 hours.
-
GOUGE
-
Heat the job by 150 degrees
-
First Layer by Lotherme-352
-
Take the crack root
-
Final Layer By Lotherme-510N
-
Machining the final layer
We have done 60 kg laying of our L-514 on screw Conveyor’s flights & beater bar against Ewac Alloys 6800 six month before.
After six months customer finds good result with our L-514 against Ewac Alloys 6800
Fillet welding in all position as mentioned parameters. Maxfil-37R is designed for single and multi-pass welding of similar composition steels and equivalent grade steels like; A/B grades of SA-203, A/B/C grades of SA-662, B/C grades of SA-737, N-A-XTRA-60/65, etc. This wire is used for heavy fabrication work subjected to dynamic loading, earth moving equipments, off-shore platforms and similar kind of applications, etc.
Fillet welding in all position as mentioned parameters.
1. Clean the job
2. Built up the profile by lotherme 352"
1. Reach at the bottom of the crack and remove all the metal through gouging
2. Prepare a v groove and fill the grove with lo-457
1) Cleaning the total surface area.
2) Surface preparation by grinding and making V grove.
3) Preheating the job upto 250 deg C. Root run by Lotherme 705 size 3.15mm.
4) Complete crack repairing by Lotherme 705. Maintain the IPT during welding.
5) After repairing of complete gear box crack, cover the entire body by asbestos cloth/lime powder
6) To allow slow cooling.
7) Do the DP test after welding.
-
Clean up the surface area against any fatigue material & other surface contamination.
-
NDT was done for a crack free surface.
-
Preheat the job up to 150°C.
-
Deposit/ Build –up using Lotherme 705, 4.00 mm as considering the bonding with base material.
-
After buildup, we have covered the welding area using lime for slow cooling of deposit material.
-
After cooling, grinding was done for smooth surface requirement.
- Cleaned up for oil and grease.
- Done 3 to 4 mm grinding on all the worn out surfaces.
- Welded with Lotherme 468 at lowest possible amperage in single straight beads to control the puddle and avoid unnecessary machining.
- Filled up with 2 to 3 mm extra margin for machining.
- Done surface preparation by grinding.
- Done preheat job upto 100 Deg.C.
- Done welding cover weld bead not more than 50mm at a time & maintain 100 Deg.C interpass temperature during welding.
- After welding cover welding portion by glass wool for slow cooling.
- After welding done dp test & found ok.
- Done machining on welding portion for checked machining performance after welding with our product & found ok
1. LOTHERME WEAR PLATES WERE CUT TO DIMENSIONS AS PER THE DRAWING.
2. COUNTER SUNK HOLES ARE MADE IN ORDER TO FIX THE PLATE WITH THE BODY.
3. FINALLY WEAR PLATES WERE FIXED WITH BOLT.
1. CLEAN THE WELD AREA FREE OF OIL, GREASE.
2. PRE HEAT OF COMPONENT AT 200 DEGREE CELSIUS.
3. IDENTIFYING THE CRACK AREA AND MAKE GROOVE WITH THE HELP OF GOUGING ELECTRODE.
4. DO THE WELDING WITH LO-703 (SKIP WELDING)
5. CASTING TO BE COVER WITH LAYER OF ASBESTOS DRY LIME UNTIL IT ATTAINS ROOM TEMPERATURE.
(Lotherme-607 is a versatile low heat input welding and surfacing electrode producing a weld metal highly resistant to cracking, heavy impact, metal-to metal wear and deformation, with rapid work hardening.)
DESCRIPTION OF WORKING CONDITION : 500 DEG.C
(Lotherme T-901 is a tubular electrode deposits excellent abrasion resistant weld metal.)
1. CLEAN THE CRACK AREA FREE OF DUST, DIRT, OIL ETC.
2. GOUSED THE CRACK AREA WITH THE HELP OF THE GRINDING WHEELS.
3. CONDUCTED THE DP TEST.
4. HEATED THE CRACKED AREA UPTO 400C SO THAT ALL THE OUIL GREASE ETC. WILL COME OUT.
5. NOW START THE WELDING WITH THE HELP OF LOTHERME 705 KEEPING THE HEATING CONTINUE.
6. ALSO DO THE POST HEATING TO AVOID THE RAPID COOLING.
7. COVERED THE WELDED AREA WITH THE HELP OF INSULATION.
1.CHAIN LINK PIN PORTION WORN OUT BUILD UPED WITH LOT 464 3.15 MM
2. ON 464 TWO LAYER DEPOSIT WITH OUR LOTHERME 605
1) Clean weld area free from oil, grease, dirt, or any other surface contamination.
2) Preparing “V” groove by gouging & grinding.
3) Pre heat the tyre upto 300 degree temp & maintain the same during welding.
4) For buttering, we have used LoT 510N & joining with LoT 352
5) While welding the bead should be straight, strictly no weaving.
6) Cover weld area by asbestos cloth for slow cooling.
7) Grind to shape.
Expected crushing middle of season for cleaning 60,000 tones but planning postponed to 86000 tones while compare to previously used electrode of our product still working in good condition. After 86000 tones crushing also our product giving good life and customer is confident of getting another 20,000 tones life. The photo graph of the table shows that already 86,619.63 tones crushing are completed at the time of present stoppage.
Expected crushing middle of season for cleaning 60,000 tones but planning postponed to 86000 tones while compare to previously used elect rode of CHROMCARB N 6006 OF L&T our product st ill working in good condit ion. After 86000 tones crushing also our product giving good life and customer is confident of get t ing another 20,000 tones life. The photo graph of the table shows that already 86,619.63 tones crushing is completed at the t ime of present stoppage.
PROCEDURE :
1. CLEANED WELD AREA , SO AS IT IS FREE OF CONTAMINATION, OIL, GREASE, DUST.
2. REMOVED THE ENTIRE DEFECTED AREA BY GRINDING & GROOVING.
3. FILLING UP THE GAP BETWEEN IT BY WELDING OF LOTHERME 705
PROCEDURE :
*CLEANED WELD AREA FREE OF CONTAMINATION, OIL, GREASE, DUST.
*REMOVED THE ENTIRE DEFECTED AREA BY GRINDING.
*FILLING UP THE GAP BETWEEN IT BY WELDING OF LOTHERME 703.
1. Cleaned the worn out area by grinding and directly using lotherme 457 at low tempareture.
2. We have to maintain the grove thickness minimum 10mm.
1. D P test on original crack
2. Drillingof 8 mm holes at the ends of the crack.
3. V grove preparation by gouging with lotherme 802 and grinding.
4. Pre-heated the job upto 150° cen
5. Roote layer started with loth 352, 3.15 mm
6. After root run grinding, d p test,
7. Againe pre-heated the job upto 150° cen
8. Multy layers started with lotherme 352, 4.00 mm and final 2 layer with lotherme 510 n
9. In side back gouging by grinding & dp test,
10. Inside welding with lotherme 352, and lotherme 510 n
Component belongs to Apron Feeder in Crusher Chute area. Teeths had worn-out upto 25 mm. We have cleaned the job by removing grease, dust, dirt etc. The final results were satisfactory.
Clinker loading spout bucket as per drawing approved by customer.
Cement plants works are more likely to get affected due to many wear factors in order to protect them, LoTherme range of products are available in the market which helps in saving the replacement cost.
1. Assembled two piecess of grit cone lot wp 612 by stitch welding with lot 457
2. After messuring the alloinment two piecess inside and out side joining with lotherme 457 and final layer with lotherme 605 and covered the wear plate surface.
1. LOTHERME WEAR PLATES WERE PLASAMA CUT TO DIMENSIONS AS PER THE DRAWING.
2. FINALLY WEAR PLATES WERE FIXED WITH BOLT.
1) Cleaning and grinding the surface area.
2) Hardfacing layer deposition with our lotherme 605.
3) Single layer deposition of lotherme 605.
Pre-grinding done to remove fatigue. Welded with Lotherme 607 in edge area by giving less weaving.
LoTherme-607 is characterized by excellent performance in all conventional positions, soft and stable arc which is easy to strike and restrike, good slag detachability and well rippled, uniform weld beads.
We have taken entire job work for cooler section of rotary kiln with alignment .We have extended flange ring 150mm, thickness 40mm plate. The klin thickness is 50mm and length 70M tr. We have cut the rotary dam ring of kiln with gas cutting which has been existed once then we have made 60c V grove two side placed new flange which we have prepared using Lotherme 352 quantity 400kgs for joining and we have made DP testing for root run then we have buildup upto 40mm.
CCC are used to hold the electrodes in the furnace & supply electricity to the electrodes in the furnace at high temperature.
LoTherme-532 for joining copper and copper alloys, phosphorus and tin-bronzes as well as copper-clad plates in mechanical and plant engineering and ship building. For surfacing on copper and copper alloys, phosphor and tin-bronzes.
1. The broken pieces are ground to shape & alignment was made. Pre-heating (150-200C) of the area is done.
2. Welding is carried out using Lotherme 703
3. After completion of welding the area is covered with asbestos cloths & cooled slowly to room temperature.
1. Crack is removed first by gouging &then grinding.
2. welding is carried out using Lotherme -468
3. Job is finished to its original shape by grinding.
1. The surface shall be machined ,cleaned & be made free from cracks prior to weld deposition.
2. The wheel shall be preheated at 250-350 deg c prior to welding and similar inter-pass temperature shall be maintained during welding.
3.Post-weld stress relief heat treatment shall be done at 350-450deg c for 5 to 8 hrs depending on the job.
Buildup of crusher roll teeth with LoTherme 607 & Hard facing with our tubular electrode LoTherme T 901
Cleaned up for dust and dirt
Gouge and remove all the previous weld metal till base layer exposed
Welded with Lotherme 60RE at given lowest amperage in continuous beads. Deposit upto two layer for required hardness.
1. Lotherme wear plates were cut to dimensions as per the drawing.
2. Counter sunk holes are made in order to fix the plate with the body.
3. Finally wear plates were fixed with bolt.
1. Gouging the crack area by lotherme 802,4.00 mm
2. Lotherme 703, 3.15mm was used rebuild the crack area.
3. Machining the weld area and check the cracks by doing dp test
Die Inserts Gouged out by 8-9 mm
Preheat Temperature –300-350°C
Inter pass Temperature-300-320 °C
LoTherme range of products are designed to provide lasting solution against various wear factors that can affect the productivity.
Re-dry of electrode : Oven used to re-dry the electrode
Preheat temperature: Job was preheated to 300°C by induction heating
Intermittent temperature: Other than welding area, Job has been completely covered with glass wool and maintained 300°C temperature during welding.
Post heat treatment: SRC has been done at 660°C for 2 hours.
Used LOTHERM E 352 for root and buttering of the job and LOTHERM E 510 N for the final layers.
1. Prepare the Groove then joining the plate and filled Electrode Lotherme 457
(Lotherme-457 produces weld deposits, which display excellent resistance to impact in combination with corrosion.)
The teeth had broke, we had made recondition the teeth with Lotherme 468. First we have grinding the
broken teeth and buildup with Lotherme 468 and with grinding the teeth to its dimension.
1. 4 Pipes edges made the grove by grinding machine.
2. Each pipe joints made tocka weld apposit sides
3. Pre heated the pipes up to 60 dig.
4. Cast iron welding prociser made the grove joinings 50mm opposite sides and complited the total pipe welding using our lotherme 705 dia 3.15mm and one more pipe with lotherme 703 dia 3.15mm.
5. They tested the both the pipes hydralic pressur test found satisfactory.
LOTHERME-603 4.00MM, WAS USED FOR HARDFACING OF EXAVATOR BUCKET BODY
LoTherme-603 is a low heat input, basic coated versatile electrode for hard surfacing of widely varying machine parts and components.
- Grind the surface to remove fatigue area & rust.
- Preheated around 500 degree to burn out oil & grease.
- Use Lotherme- 703 in long arc length to seal the porosities.
- Use Lotherme- 703 for final build up and surfacing.
- Welding done successfully.
1) Take out all oil from the Die
2) Make it fully dry before welding
3) As the die of our electrode is 1.6mm, We can weld inside portion of the wear die with less current.
4) After welding do machining.
LoTherme-468 is ideally suited for high strength, crack-free welds and overlays subject to services under wear, friction, impact, heat & corrosion on carbon, low alloy, molybdenum-vanadium spring, tool and die, stainless and dissimilar steels.
1. Collected two numbers of scraped feed tubes which were declared as scrap and managed to cut the required lengths with the help of plasma cutting machine.
2. Made the ‘v’ groove for the two joints, carried out the two layers of route run with lotherme 510n of 3.15mm
3. Successfully completed the job with lotherme-510 of 4mm.
4. Manpower and accessories provided by the bmm only, and we have supervised the job on free of cost
1) Cleaned the surface area
2) Welded hammer with our L-605
3) Welded at 130 Amps
4) Took the hardness test.
5) After welding cooled at room temperature
(Lotherme-605 is a AC/DC Low heat input versatile electrode for depositing Chromium Carbide alloy to resist High Abrasion and impact along with mild corrosion.)
1. Electrodes are baked to 250 deg C for 1hour.
2. Surface to be welded is cleaned.
3. Defects are filled with Lotherme 703 at 110Amps of current .
4. Excess welding is finished with the help of grinder.
Walking Beam Furnace joining With D&H 1200 T & Lotherme 511N.
1. INSPECTION & CLEANING OF THE JOB.
2. DRILLED HOLES & INSERTED THE STUDS
3. GRINDED OUT TO REMOVE UNWANTED BURS
4. STARTED REBUILDING USING LOTHERME 468
5. FINAL GRINDING CARRIED OUT.
LoTherme-468 filler wire and flux material are so chosen that it is highly favorable for producing welds which have complete freedom from hazards of cracking on a wide variety of similar and dissimilar steels.
1. PREHEAT THE JOB BEFORE WELDING AT 100*C TEMP.
2. LOTHERME-618,4MM WAS USED FOR REBUILD THE WEAR OUT AREA.
3. AFTER TWO LAYERS OF WELDING,GRIND THE AREA
We have taken as a job work for gear box with high vibration, gear box thickness is 50mm, we have removed old welded metal and we grinded for remove the crack then we made v grove. Before starting the welding we have arrested the crack for control of extended. Then preheated the job upto 250c temperature and made root welding with 701 after completing the root we have grinded and made DP testing after that build up With 703. After completing welding we made stitch welding do not crack during in working. And after that we have covered the welded area with lime stone powder.
POLARITY: +ve
POWER SOURCE: Rectifier
1. GRIND AND REMOVED ALL THE PREVIOUS DEPOSITED MATERIAL FROM THE BASE METAL
2. OVERLAYED THE SURFACE BY WELDING WITH 611
1. LOTHERME- 457IVR- 4.00MM, WAS USED REBUILD THE EAGE AREA.
2. FINAL LAYER BY LOTHERME 609 4.00MM HARDFACED
1. HARDFACING OF ROLL WITH LOTHERME HF- 30 USED FOR BUFFER ONE LAYER WITH FLUX LOTHERME SAF 704.
2. HARDFACING OF ROLL WITH LOTHERME HF- 55 USED FOR FINAL THREE LAYER WITH FLUX LOTHERME SAF 704.
3. SR TEMP 400 DEG CEN TIME-08 HOURS
CLEAN THE SURFACE AREA, PRIMARY & FINAL LAYER WITH LOTHERME 602, INSPECTION OF DEPOSIT FOR BALANCING THE ROTTER.
(Lotherme-602 is a low heat input, touch-weld, low manganese electrode for moderately hard deposit to resist impact & frictional wear. It is a flame hardenable alloy.)
-CLEAN THE SURFACE AREA OF RAM SLIDE.
-PREHEAT THE UPTO 300’C & M AINTAIN
TEM PERATURE DURING THE WEDLING
-PRIM ARY & FINAL LAYER WITH LOTHERM E 468.
-AFTER WELDING POSTHEATING UPTO 350’C.
1. GOUGING DEFORM ED & DAM AGED MATERIAL
2. CLEANING
3. MAKING CHEQUERED & DOT HARD FACING BYMMAW
THE LIP AREA OF BUCKET CUSHION LAYER BY 457, BUILD-UP THROUGH 610 & FINALLY THE HARD FACING DONE BY LOTHERM E 605 (DUE TO HEAVY IM PACT & ABRASION LOAD ACTING ON THE LIP AREA OF EXAVATOR BUCKET & TO PROVIDE THE STRENGTH TOOTH SOCKET THROUGH HARD FACING ON THE TOOTH SOCKET ALSO.)
1. The area was cleaned
2. Checkered pattern was made
3. Used Lotherme-607 as buffer layer.
4. Used Lotherme-604 as final layer.
5. Used skip welding technique to maintain inter pass temperature &To avoid excess heat input.
1. Avoid contineous welding on the component to avoid cracks on the base metal.
2. Use checkering and dot process for hard facing
1. First hard facing is done lotherme 607
2. Then followed by hardfacing layers of lotherme 611
1. Clean the welding area.
2. Put the Blow Bars in water Tub (as shown)
3. Welding is carried out as per skip welding technique to maintain the inter pass temperature.Lotherme-607 is used as buffer layer &2-3 layers of Lotherme-604 are used for final layers.
4. Use stringer bid technique to avoid excess heat in- put.
Cleaned the base metal contamination, oil, grease, dust.
Hard facing by welding of Lotherme-605
*CLEANED THE BASE METAL TO REMOVE CONTAMINATION OF OIL, GREASE, AND DUST.
*HARD FACING IN CHEQURED PATTERN BY LOTHERME 605.
*CLEANED THE BASE METAL SO THAT IT IS FREE FROM CONTAMINATION LIKE OIL, GREASE, AND DUST
*HARD FACING BY LOTHERME 444L.
- Welding done successfully.
LoTherme GS-633 is a medium alloy gas shielded wire designed for air hardening type hard surfacing deposit. The weld is nonmachinable and finished by grinding only. The wire has good welder's appeal & easy slag detachability. It deposits a crack-free, martensitic weld metal suitable for heavy impact and moderate abrasion resistant applications.
- The flux material (limestone,dolomite ) crushed by the Flux crushing hammer .The Flux material crushed by the hammers .
- Here it encounters severe abrasion accompanied with high heat.
- Worn out Hammers welded with our Lot 457 as cushion layer and build up & final two layers with LoTherme-605.
1. Welded Lot 607 as a base layer
2. And Lot 604 for top layer
3. Quantity of Lot 607 is about 35 kg
4. 25 Kg of Lot 604 if for top layer
(Lotherme-607 is a versatile low heat input welding and surfacing electrode producing a weld metal highly resistant to cracking, heavy impact, metal-to metal wear and deformation, with rapid work hardening.)
1. Remove the fatigue metal.
2. Clean the surface from grease and dust
3. Weld the wear out area with loth-605, 4.00 mm, is used to resist the metal to metal wear.
4. Grind the surface upto level of surface.
1. Lotherme-Oa 602 2.8Mm, Was Used For Hardfacing Application Of P&H Shovel Bucket Teeth
Hardfacing done on new as well as used hammers.
Checked-Dot pattern is used for welding
(Lotherme-601 is a low heat input touch-weld electrode for machinable overlays on all ferrous metals Deposit in flame hardenable.)
LoTherme-469 is an ideal low heat input electrode for high strength welds on steels. Pleasing operating characteristics, smooth weld beads, high strength crack resistant weld metal are features associated with this electrode.
1. Clean the shaft bearing area with ctc
2. Rebuild with lotherme468(one layer)
3. Each pass 5 minutes to cool the welded area inorder to
4. Machining the welded surface as per the required size(10.04)
LOTHERME-611 4.00MM, WAS USED FOR INTERNAL CLADDING OF BAUXIDE SLURRY PIPE & T JOINTS.
The product requirements are as defined below:
1. Cromotherme 1 RTE: After minimum PWHT (for 1 Hour per inch) average impact value should be 55J and no single value should be less than 47J.
2. Cromotherme 2 RTE:
1) After minimum PWHT (for 1 Hour per inch) average impact value should be 55J and no single value should be less than 47J.
2) Should meet the requirements of API 934a after step cooling.
Analysis
The welding and testing should be closely monitored to find the root cause of the problem. The following points were observed:
1. Current, Voltage, and speed need to be optimized to get the desired results.
2. Preheat and IPT need to be closely monitored and controlled
3. Every layer thickness should be minimized to get the temper bead effect in every pass
4. PWHT cycle timings should be optimized
5. The notch of the test specimen should be as per standard.
JOB DESCRIPTION & APPLICATION:
Customer is also satisfied with results and gave further order of the same product. Also, D& H Secheron become the first Indian company to supply the welding consumable for P22 grade that satisfies the step cooling requirements as per API 934a with PWHT of 1 Hour/inch.
JOB DESCRIPTION & APPLICATION:
Maxfil-81W is an all-position low alloy steel flux cored wire designed for welding of high strength weather-resistant grade steels. The wire gives optimum performance with 100% CO2 shielding and characterized with smooth metal transfer, uniform welding even on vertical-up stringer beads and easy slag removal. In fillet welds, the bead contour is flat to slightly convex with equal leg lengths and uniform sidewall wetting. Weld metal is free from porosity and conforms to X-ray soundness.
Maxfil-81W is designed for single and multi-pass welding of weather resistant steels - Corten steels grade A/B, Class 1 steels of type A of SA-533 etc.
Goods wagons or freight wagons also known as goods carriages, goods trucks, freight carriages or freight trucks are unpowered railway vehicles that are used for the transportation of cargo. A variety of wagon types are in use to handle different types of goods.
BCNA-HSM-1 is a high-speed Bogie covered wagon fitted with air brakes (All welded broad gauge covered wagon), used to carry cement, fertilizer, and food grains. MAXFIL-81W was used for welding of Roof, Bodyside and Body end of the wagon.
IRSM-41 Steel is also called Weathering steel, often referred to by the genericized trademark COR-TEN steel is a group of steel alloys which were developed to eliminate the need for painting and form a stable rust-like appearance after several years' exposure to weather. The original COR-TEN received the standard designation A242 (COR-TEN A) from the ASTM International standards group. Newer ASTM grades are A588 (COR-TEN B) and A606 for thin sheet. All alloys are in common production and use.
-
GOUGE
-
GRINDING OF THE GOUGED PORTION
-
PREHEATING UP TO 150 DEG C
-
ROOT RUN WITH LOTHERME 352-3.15MM
-
DP TEST OF THE ROOT RUN
-
FINAL WEDLING WITH LOTHERME 468 FOR THE REQUIRED HEIGHT
-
FINAL DP OF THE JOB TO CHECK FOR ANY CRACKS ON THE FINAL LAYER
LOTHERME-468 3.15MM, WAS USED FOR JOINING OF VALVE SEAT & SPINDLE OF SLURRY VALVE.
LoTherme-468 is ideally suited for high strength, crack-free welds and overlays subject to services under wear, friction, impact, heat & corrosion on carbon, low alloy, molybdenum-vanadium spring, tool and die, stainless and dissimilar steels.
1. GRIND THE SURFACE AREA OF JOURNAL HEAD TO REMOVE FATIGUED METAL
2. DRAW THE BUFFER LAYER WITH LOTHERME-468
3. BUILD UP THE JOURNAL HEAD WITH LOTHERME OA-352
4. HARDFACE BY USING LOTHERME OA-611
5. INSITU WELDING.
- The EN 9 HUB is Welded to EN8 Gear of the 25 T Crane.
- EN9 Hub welding was cracking initially.
- Then Annealing was done at 750°C by Induction Coil then welding was done.
- D.P. Test was done. Component is put in to service and working satisfactorily.
Pre heated was done for C45 material up to 150 deg C before the joining of two components Buttering the SS 310 roller & C 45 shaft with our Lotherme 511 N Separately & joining the two components.
The components are being fixed in Stein Huerty
Furnace.
1. Reach at the bottom of the crack and remove all the metal through gouging
2. prepare a v groove
3. slowly cool the welding bead
1. Collected the water jacket from the stores & heated them up to 7000 c for 2 hours in the oven.
2. After maintaining the temperature up to 7000 c, took the material outside from the oven & with the help of burner we started to heat it again. covered the entire job with glass wool to maintain the temperature.
3. Then started the welding of copper to m.s with taking care of safety measures of the welder.
4. Welder was very happy to see the fusion beween copper & the m.s. material. they told it is very good product compare to l&t
5. We got the trail order immediately of 20kgs even though they were carrying the stock of l&t.
1. Grind the entire area of welding to remove dust
2. Preheat the job in furnace up to 500degree for 1hour.
3. Prepare the V groove on Plate and Job.
4. Start with short Step welding with Loth-703 and proper peening.
5. Post heat the job at 300degree foe 1 hour to remove internal stresses if any and cool down at room temp.
6. Apply pneumatic test to insure pores free welding
7. Welding found successful. Product standardizes.
1. Cracks both the ends madethe drills and putted the ping to aurest the cracks
2. With lotherme 802 gouged the crack up to the depth and made the v grove width of 70mm
3. Grinded the groves through out the cracks.
4. Preheated the job up to 120 dig. Then root run with lotherme 352 3.15mm and cleened the root run by grinding.
5. Multy layers with lotherme 352 4mm and final 3 layers with lotherme 510n to with stand thermal shocks.
6. Job complited with in 10 hours.
1. Initial checkup the cutting edge and end bit for the amount of the wear.
2. Clean the Rust, Dust & fatigued material by Grinding & by using wire brush
3. Measure the wear out cutting edge and end bit.
4. Cutting the manganese plate according to profile.
4. Initial Built-up done by using Lotherme-457 ivr-4mm. The Built-up thickness is 30mm.
5. Final one layer done by using Lotherme-468(4mm)
6.giving top support with the help of Lotherme 468(4mm)
1. PREHEAT THE JOB BEFORE WELDING AT 150 DEG C TEMP.
2. LOTHERME-613,4MM WAS USED FOR REBUILD THE WEAR OUT AREA.
3. AFTER TWO LAYERS OF WELDING,GRIND THE AREA
Repairing Impact & abrasion on impect ARM because material is big size & very hard.
WORKING TEMPERATURE: Room temp.
This is done as a job to a local work shop and we are supplying the electrode to them.
Edges are welded with Lotherme 605 and other non critical areas by D&H BorC.
1. Hard metal removed by gouging using lot 802 and grinding made.
2. Worn out portion builted with lot 607 required size as per templet.
3. On lot 607 two layer deposit chekkered patern using lot T 901
4. Total rotor surface and sides hard facing used our lot 607, T 901
5. Broken ribs ad shaft hub worn out using lot 352.
1. Make 4 csk wholes in the 4 corner and 1 in the centre and use lotherme-352 for the proper joining of the plates
HIGH STRESS GRINDING ABRASIVE WEAR WITH MILD IMPACT.
LoTherme is a repair & maintenance welding consumable range that helps in providing lasting solutions from many wear factors like abrasion, impact, tear, corrosion, friction, erosion, etc.
-Clean area of shaft surface and removing hook from shaft as mentioned in below picture.
-Pre heat the job 250deg before welding
-Follow GMAW process using Our Product LoTherme GS602 and maintain inerpass temp.
-Build up on shaft to its original dimension
-Slow cooling required after welding.
-Machining
- Preheating the job and to 250°c
- Grooving both sides of the tube in v shape
- Then joining with lotherme-703
(Lotherme-703 is a low heat input electrode for high-strength machinable deposit. Highly suitable for crack-free joining of cast iron to steel.)
-Clean area of shaft surface and removing hook from shaft as mentioned in below picture.
-Pre heat the job 250deg before welding
-Follow GMAW process using Our Product LoTherme GS602 and maintain inerpass temp.
-Build up on shaft to its original dimension
-Slow cooling required after welding.
-Machining
LOTHERME 618 WAS DEPOSITED OVER THE WEAR PRONE AREA FOR RESIST THE EROSION PROBLEM.
LOTHERME 618 WAS DEPOSITED OVER THE WEAR PRONE AREA FOR RESIST THE EROSION PROBLEM.
1. LOTHERME 801,4MM WAS USED FOR CUTTING THE CRACK AREA
2. GRINDING DONE TO MAKE A VEE GROOVE
3. AFTER CLEAN THE WELD AREA FREE FROM ALL SURFACE CONTAMINATION
4. LOTHERME 511N,4MM WAS USED TO REPAIR THE CRACK AREA
1. Gouging the chipped off area by lotherme 802,4mm
2. Lotherme oa 457s, 2.8mm was used for rebuild the wear out arrea.
3. Lotherme oa 607, 2.8mm was usde for final layer hardfacing.
1. PREHEATING THE JOB UP TO 200°C, M AINTAIN INTER-PASS TEM PERATURE 250°C.
2. HARD FACING IS DONE BY LOTHERME 603.
350bars,temp-250-550deg,hardness-45RC,life achieved- 5000-7000hrs.
LoTherme-621 is used for crack resistant hardfacing on parts subject to a combination of impact, pressure, abrasion, corrosion and high temperatures up to 900°C, such as running and sealing faces on gas, water, steam and acid fittings and pumps, valve seats and cones for combustion engines, working parts in gas and power plants, hot working tools with changing thermal load.
1. Cleaned The Base Metal, Contamination, Oil, And Grease. Burned The Base Metal To Remove All The Contamination.
2. Make V-Groove.
3. Preheated Base Metal @100-150Oc.
4. Applied The Buttering Layer Of Lo-701 To Arrest Oil, Grease (Soaked In Base Metal) Coming Out From Base Metal During Welding.
5. Filled The Groove With Lo-703 & Lo-704N.
6. Short Run And Hot Peening Done During Welding To Relieve Stress.
7. After Compeletion Of Job, Pedestral Covered With Lime To Get It Cool Gradually.
1. Lotherme-468 3.15mm, was used for repair of cracks developed in piston
INSPECTION & CLEANING OF THE JOB.
GRINDED OUT TO REMOVE UNWANTED BURS.
STARTED REBUILDING USING LOTHERME 456.
LoTherme-456 is ideally suited for joining stainless steels to carbon steels, low alloy steels, cast steels and austenitic manganese steels for overlay welds. Typical applications include valve seats, pump impeller, shafts, etc.
Proper fixtures and precautions have been taken to take care of the distortion and bend which can occur during welding. HT Rods were used inside and outside the welding as additional reinforcement. Intermittent welding and stinger beads used
Seismic stopper box plates thickness : 10,12,16,18mm single V groove joint preparation by grinding.
Done root pass welding by TIG & GMAW process.
Fillup & final pass welding done by SAW process.
Done DP test after final pass welding found ok.
1. Lotherme wear plates were cut to dimensions as per the drawing.
2. Counter sunk holes are made in order to fix the plate with the body.
3. Finally wear plates were fixed with bolt.
TYPE OF WEAR: IMPACT
WORKING TEM PERATURE: 900 DEGREE
LoTherme-514 is ideally suited for welding Ni-Cr-Mo alloys to themselves, to other metals and for surfacing steel with Ni-Cr-Mo deposit. Applications in this category include valves, pumps, etc.
LOTHERME-621 3.15MM, WAS USED FOR REBUILDING OF WEAR OUT SURFACE OF VALVE SEAT.
LoTherme-621 is used for crack resistant hardfacing on parts subject to a combination of impact, pressure, abrasion, corrosion and high temperatures up to 900°C, such as running and sealing faces on gas, water, steam and acid fittings and pumps, valve seats and cones for combustion engines, working parts in gas and power plants, hot working tools with changing thermal load.
1. TO WELD THE LOTHERM E WEAR PLATE 611(6+6 )M M SIZE-100X1000 IN THE LOW ABRASION AREA OF THE BUCKET BY LOTHERM E 352
2. TO WELD THE LOTHERM E WEAR PLATE 611 ( 8+8) M M SIZE-100X1000 IN THE HIGH ABRASION AREA OF THE BUCKET BY LOTHERM E 352
3. TO WELD THE LOTHERM E WEAR PLATE611 (8+8) M M IN THE LIP AREA OF THE BUCKET BY LOTHERM E 457
4. LOTHERM E 801 USED TO CUT THE WEAR PLATE.
Preheat the Job upto 250 Deg C, Maintain Interpass Temp, Slow cool after Welding
1. After replacing the new shells checked the root gap of 3.00mm base metal preheating and backing of electrodes followed as standards.
2. Outside shell using of Lotherme 352 dia 3.15mm for root run by diagonally sitting stich welding ,after completing the root welding followed the DPT . and continued lot 352 dia 4mm.
3.Inside the shell for removing penetrated root layer made back gouging then DPT and one layer of lot 352 and final layer with lot 510N to protect thermal shocks.
4. After completing the welding made the UT and found satisafactory.
Working temperature- at room temperature
(Lotherme- 603R is a rutile-coated, touch-welding, hardfacing electrode for wear resistant surfacing on wide range of machine components.)
LoTherme-603 R has excellent welding properties, a homogeneous, finely rippled bead appearance due to the spray arc and very easy slag removal. This electrode is weldable with very low amperage settings (advantage for edge buildup).
Dry electrodes at 2500C for one hour. clean the weld area very well by gauging, grinding and cleaning agent after that DP test done due to fully remove the crack from the metal, then use our L-607 with low current ,shot arc and stringer beads for joining or resurfacing of austenitic mn steel.
Since the tolerance between pump impeller & casing is 1mm only, we selected 2.50 mm dia electrode, to restrict the buildup below 1mm, cleaned the surface with wire brush, and filled up the groove and pitting with Loth-617, using DC welding machine with reverse polarity. Carried the welding slowly to restrict deformation/alignment.
1. Initial checkup the Hammer whether free from crack or not.
2. Clean the fatigued material by Gouging using LOTHERME-802
3. Initial Built-up done by using Lotherme-457-4mm. The Built-up thickness is 40mm.
4. Final layer hard facing done by using Lotherme-611 (4mm)
1. Initial checkup the thrust roller whether free from crack or not.
2. Clean the Rust, Dust & fatigued material by cleaning.
3. Measure the teeth area and make template from actual for the reference.
4. Initial Built-up done by using Lotherme-457-4mm.
5. Final hard facing done by using Lotherme-901(6.3mm)
6. total build up thickness is 8-10mm.
1. Grind and remove the fatigue metal.
2. Clean the surface for welding
3. Weld the wear out area with loth-533, 3.15 mm.
4. Grind the surface upto level of surface.
1. USE 4MM SIZE ELECTRODES
(Lotherme-601 is a low heat input touch-weld electrode for machinable overlays on all ferrous metals Deposit in flame hardenable.)
LOTHERME-OA 602 2.8MM, WAS USED FOR REBULDING OF WEAR OUT SURFACE OF THE ROLLER.
LoTherme OA-602 deposits low alloy air-hardening type weld metal having moderate resistance to abrasion and very good resistance to impact & compression.
-
To remove fatigue, crack and hard material by using L-801 and to check the crack and undesired material by using DPT.
-
To provide the base layer by using L-457.
-
To build up by using L-610.
-
Hard facing is to be done by using L-611 min. 2 Layer.
-
To low possible current during welding.
-
Final inspection transverse fissuring (Hair cracks) across on final beads is OK.
1. Grind the entire area of welding to remove dust, rust and grease.
2. Prepare the surface for welding.
3. Start Weld with Loth-601 3.15mm upto the required thickness
LoTherme-601 is a versatile electrode for hardfacing, overlay and inlay applications on all ferrous metals, components, machine parts requiring moderate hardness in combination with good machinability, such as tractor sprockets, gears, shafts, axles, pinion teeth, concrete and pan mixer blades, ropeway and tram car rails, and wheels, points and crossing, crane wheels, ropeway trolley wheels.
Lotherme-468 ,3.15mm, Was Used For Rebulding Of Wear Out Teeth Of The Gear.
LoTherme-468 is a universal low heat input high strength, high alloy electrode for crack-free welds and overlays on steels of widely varying compositions.
1. Initial checkup the Jaw plate whether free from crack or not.
2. Clean the Rust, Dust & fatigued material by Grinding & by using wire brush
3. Placed the Jaw plate in water Tray to prevent over heating of the job.
4. Initial Built-up done by using Lotherme-457- 4mm. The Built-up thickness is 30mm.
5. Final one layer hard facing done by using Lotherme-611(4mm)
1. Grind the entire area of welding to remove dust, rust and grease.
2. Prepare the surface for welding.
3. Start Weld with Loth-601 3.15mm upto the required thickness
Lo-457, reason being joining of Mn-steel to wear-plate make bar, achieved opening of electrode sale.
A. Type Of Material: Lime Stone, Iron Slugs, Basalt Etc.
B. Feed Rate: 450tph
C. Material Fall Height: Na
D. Size Of Material: 100mm
E. Direction Of Material Flow: Clockwise & Anticlockwise.
F. Velocity: Normal
1. Clean the weld area free of rust, grease, moisture etc before welding.
2. Welded the Lotherme wear plate 611(12+12)mm size- 100x1000 in the blade area by Lotherme 352,4mm.
3. Lotherme 801 used to cut the wear plate.
SS 309 ANCHOR JOINED ON MS BURNER PIPE
Burner pipes are utilized to convey and introduce fuels into the pyroprocess. Fuel is conveyed pneumatically through the inside of burner pipe and blown into the kiln, where it flares-up, providing the necessary heat for the process.
Removed the fatigue material and build up with our Lotherme 464 S with multi pass in Clock direction and keep the cooling slowly.
LoTherme is a repair & maintenance welding consumable range that helps in providing lasting solutions from many wear factors like abrasion, impact, tear, corrosion, friction, erosion, etc. LoTherme range of products helps in saving replacement costs.
1. CLEAN THE WELDING AREA OF WORN OUR TEETH BY GRINDING.
2. BUILT UP THE TEETH BY LOTHERME 457 BY STAGGER WELDING.
3. FINAL LAYER BY LOTHERME 611.
Removed the fatigue material by grinding make a drill and fix the SS stud for reinforcement preheat the Job up to 150°C and set the current by recommend Amp done the welding With our product Lotherme 468 by using 3.15mm Electrode build up to level and with maintaining inter pass temperature prevent the more heat on the job after welding cool the job by atmosphere.
POWER SOURCE: Rectifier
POLARITY: - ve
Lotherme 455 for Saturators Maintenance Base Metal for agitators & Saturator 316 L Grade. For Agitators which are subjected to severe corrosion and particle erosion, in the presence of ammonia, Lotherme 455 is used for joining and build up. For Saturators maintenance shell joints Lotherme 455 is using.
LoTherme-455 produces deposits of extra low carbon with balanced Cr-Ni ratio and controlled ferrite. Furthermore, stabilization with columbium ensures excellent resistance to corrosion.
1. Grind the entire area of welding to remove dust, sand and grease.
2. Prepare the V groove on Plate and Job.
3. Preheat the job and plate through Flame torch to remove the oil and grease soaked in job.
4. Start Weld with Loth-701 2.5mm single base layer.
5. Weld with 1111CI 3.15mm up to final layer.
1.Grind the surface area of mandrel To remove fatigued metal
2.find the depth and directions of cracks and observed
3.SMAW
4.Atmospheric cooling
(Lotherme 514 is an outstanding electrode for welding Ni-Cr-Mo-W-Co alloys and for surfacing application with strength and heat & oxidation resistance up to 1000°C.)
Working temp at 1150 deg C at furnace temperature.
LoTherme-458 produces welds of RADIOGRAPHIC quality and for joining SS to Steels, resistance to corrosion. Evenly rippled, extremely smooth weld beads. Soft and stable arc, which is easy to strike and re-strike. Good slag detachability.
POWER SOURCE: Rectifier
POLARITY:+ve
The special flux formulation of LoTherme-701 electrode produces a quick freezing deposit. Spray transfer to seal porosities on Cast Iron, preventing oil coming out during welding. It is ideally suited for buttering layer before joining oil-soaked Cast Iron.
1. Clean the crack area by grinding
2. Lotherme 455, 3.15mm was used the joning crack area.
3. Check the cracks by doing dp test
1. Clean the crack area by grinding.
2. LOTHERME 455, 3.15MM was used for the joining of crack area
3. Check the cracks by doing DP test
1. D&H 2594(NS), 4.00MM, WAS USED REBUILD THE EAGE AREA.
2. FINAL LAYER LOTHERME 621 MACHINING THE WELD AREA AND CHECK THE CRACKS BY DOING DP TEST.
3. PUT ON THE TANK FOR TRIAL FOR 7-8 DAYS IN CHEMICAL TANK.
Re-dry of electrode : Oven has been used during welding
Preheat temperature: Job was preheated to 300̊ C
Inter- Pass temperature: Other than welding area, Job has been completely covered with Heating Coil & glass wool and maintained 300 ̊ C during welding.
Post heat treatment: SRC has been done at 660 ̊ C Soaking Two Hours. Slow Cooling.
USED LOTHERME 355 FOR COMPLETE CLADDING AND ROOT THEN LOTHERME 470 M FOR BUILD UP.
IT IS PRIMARY CRUSHER FOR LIGNITE BASE POWER WHERE LIGNITE IS CRUSHED/GRIND.
Welding done on continuously moving roller at
4 to 6 rpm with semiautomatic welding of 1000
A machine wire feeder.
Parameters Used: Position: Vertical down
Current: 400-450 A
Voltage: 28-32 V
Stickout length: 30-40 mm
Roller speed: 4-6 rpm
It involves ‘arcing’ with a 2.8 mm Lotherme-OA-653 wire. This special, large diameter cored wire operates in the spray arc mode at relatively medium currents depositing high amounts of weld metal droplets of a uniform size as shown in figure. It is used with a relatively long stick-out length and produces a very powerful arc, which enables the welding of the rolls while rotating.
1)Cleaned the surface area
2) Welded the teeth with our L-468CL
3) Welded at 130 Amps
4) After welding cooled at room temperature
-Cut the MS Plates as per dimensions of rotor disc
-Fix the plates with disc and joining with LoTherme 457 as base layer
-Second layer done by Lotherme 607
-Final hardfacing layer done by LoTherme 617 Grind the surface area of joint.
- This application was developed by us after trying various methods for Two years.
- In this 4 Plates are used in one set and at a time 3 sets are replaced in three joints.
- Yearly three – four replacements are done depending on material handling off Rock Phosphates.
1)GRINDING AND CLEANING THE SURFACE AREA.
2)GOUGING THE CRACK AREA
3)GRINDING THE SURFACE AREA.
4) CHECKING THE D P TEST.
5)THEN ROOT LAYER DEPOSITION WITH OUR LOTHERME 352(3.15 MM).
6)MULTI LAYER DEPOSITION WITH OUR
LOTHERME 352(4MM).
7)FINAL LAYER DEPOSITION WITH LOTHERME 468(4MM).
8) PLACING OF SUPPORTING BARS.
1. Up to 40mm depth made the v grove by gouging with lot 802,
2. Grinded the gouged the material.
3. Root welding lotherme 457 dia 3.15mm with help of peening the weld metal not to extend the crack on root weld.
4. Multy layers with lotherme 457 dia 4mm
5. Final 4 layers with lotherme 468 dia 4mm for strengthening weld deposit.
6. Made the back gouging another 30mm and started the same prociser total 3 cracks complited.
1. Buffer layertotal3nos. blade&pheriphery of job hardfaced by lothermeoa 610-2.4mm
2. They are satis fied with our wire.
3. Till date lothermeoa610-2.4mm-500kg order received from welding shop to reconditioning the job
4. Final layer by compititor product..
Friction, Metal To Metal Contact Totally Heavy Load Of Stacker On Stacker Roller (Wheel)
Clean the surface area and weld as per requirement.
LoTherme-T 901 tubular electrode deposits excellent abrasion resistant weld metal. With steady arc and low spatter losses it gives dense and poreless seams. It works very well with low currents, very less dilution, higher deposition rate and higher hardness can be achieved on single layer also.
-Clean surface area of teeth
-Use SMAW welding by LoTherme 457
-Build up tooth profile as per required dimensions.
(Lotherme-457 is a special electrode for low heat input welding and surfacing of austenitic manganese steels and steels of widely varying composition for progressive work hardening.)
1. LOTHERME-602 4.00MM, WAS USED REBUILD THE WEAR OUT SURFACE 08MM.
2. BEFORE HARDFACING ONE LAYER BUFFER BY 7018(SUPRATHERME)
similar industry where the same appliaction can be attempted : where trpf roller in sugar plant we can tap those end users.
1. Clean The Teeth Area With Wire Brush.
2. Hardface The Teeth With Lotherme 601 ,3.15 Mm Which Is Used To Resist The Metal To Metal Wear
Base Layer –Lotherme 464
Hard Facing-Lotherme T904
Tip castings are created majorly with carbon steel material. It is basically utilized in mechanical systems which makes operations fast and simple.
1. Reach at the bottom of the crack and remove all the metal through gouging
2. prepare a v groove
3. slowly cool the welding bead
4. high strength joining
1. Clean the crack area &identified the cracks.
2. Gouging &grinding operation are carried out to remove the cracks completely.
3. Pre-heating is not required as the job is already at continuous heat zone. Welding job to be carried out IN SITU.
4. Welding is carried out using Lotherme 705
Worn out area grinded
Preheat Temperature: 300-320°C
Inter pass Temperature: 300°C
LoTherme is a repair & maintenance welding consumable range that helps in providing lasting solutions from many wear factors like abrasion, impact, tear, corrosion, friction, erosion, etc. LoTherme range of products helps in saving replacement costs.
1. With the mig machine help of organ gas single layer deposit (3mm) and width of 80 mm. Clint penna cement required 50 rc.
2. After welding with our lotherme gs 635. The hardness has appeared 48 to 52 rc on single layer deposit.
3.They are doing piece bace and joining piece to piece.
- Initially the damaged curved surface area profile is gouged out using Lotherme 802.
- After gouging the area is grinded using grinding machine in order to take out all the carbon present inside the CSA..
- Preheating is done to 200 degrees and checked using thermal chalk.
- The initial welding is taken care using Lotherme 701. Since it seals all the impurities.
- The final welding is completed using Lotherme 703. Pure nickel electrode arrests all the cracks and give perfect finish.
1. Preheated the job up to 150 dig. And maintained inter pass tempareture.
2. Layer by layer using our lotherme 468 to get the thickness of 6mm
3. After complition of welding post weld heat treatment up to 250 dig. And covered with wool to get the normal tempareture for machining.
- Carry out cleaning by wire brush to clean the total area.
- Carry out grinding to remove the beetle part and previous welding.
- Carry out DPT to check if there is any crack in the parent material.
- Welding carry out with LoTherme-617 on wobbler shaft and rings.
1. Cleaning the surface area
2. Hard facing By Lotherme 605
LoTherme-605 core wire and flux formulation are so chosen as to make the electrode versatile in terms of surfacing applications on a large variety of machine parts, equipment, etc. Typical applications include surfacing Sugar Mill cane cutting knives, shredder & fibrizer hammers, anvil, chipper knives, conveyor bucket lips, shear blades, shovels dredger and elevator bucket lips rock crushers, rock drills, tractor grousers and paddlers. In crushing applications, LoTherme- 605 is recommended as the final layer on 14% manganese weld deposit to reduce the initial wear.
CLEAN THE SURFACE AREA OF CO-AXIAL ROLL PREHEAT THE UPTO 350 DEG C & MAINTAIN TEMPERATURE.
DURING THE WEDLING:
PRIMARY & FINAL LAYER WITH LOTHERM E 635, AFTER WELDING POSTHEATING UPTO 400 DEG C
1. Joining The Wear Plates Tile With Lotherme 352 And After Joining 2 Layer Hard Facing With Lotherme 604
Joint the wear plate tiles LoTherme WP 611 with LoTherme 352 electrode in wear out area of dumper body.
1) Cleaned the rust from surface
2) Welded with our L-605
3) Welded at 140 AMPS
4) cooled slowly at room temperature
LoTherme-605 is a hard surfacing electrode, operates well in all conventional positions. The deposited weld metal has exceptional abrasion wear resistance in combination with resistance to impact & mild corrosion. Evenly rippled, porosity free weld deposits permit heavy build-up without danger of cracking.
The construction industry is known for its creation but have you ever thought that how is it possible to build so many wonders? Construction is an area that depends upon several factors like cement, steel, paint, wood, etc. These particular factors are industries that are interrelated and support each other. Now if we talk about the welding industry it is related to the construction industry like bones & joints in the human body.
Welding technology is widely used in the construction industry for the fabrication of metal frameworks by fusing various metal components together. The fabrication is done into two parts in the construction field, the welding process is done on-site and the other is prefabricated in a workshop.

The construction industry has a wide range of welding requirements, most of which are used are shielded metal arc welding (SMAW) to weld the steel structures, flux-cored arc welding (FCAW) which is generally used to weld heavy equipment repair & also to fabricate the steel structures. The gas tungsten arc welding (GTAW/TIG) process plays an important role in welding various metals like stainless steel, copper, bronze and aluminum.
Gas metal arc welding (GMAW/MIG) welding is done for both structural and nonstructural purposes and submerged arc welding (SAW) is generally used to weld pipes and round structures because it gives a good penetration into that. Welding provides durability, cost-effectiveness & flexibility to the construction industry.
Durability plays an important role because the structures weigh thousands of tons and are pretty much expected to last at least a hundred years and with the power of properly welded joints the stakeholders stay assured about the construction. Welding is a cost-efficient process when we use the right equipment. Several other technologies have been incorporated into the process to make it more efficient like arc reach technology which saves a lot of money and provides better results.
The welding process is a very successful way to fabricate two metal pieces, but there are some key points that a welder should remember to avoid any weld defects that can lead to welding failure or hazards. Common welding defects can lead to cracks or inclusion, but there are many other factors that have the potential to cause failures. The prime aim of the article is to identify and prevent the potential failures which can lead to any catastrophe. Let’s look into some factors:
Ignoring the welding process- Neglecting to follow the proper weld process contributes to the weld failure. The welder should remember to properly utilize preheat and control the inter-pass temperature. Interpassing temperature slows down the rate of cooling in the base material and the weld deposit. It ultimately helps to reduce the risk of hydrogen induced cracking while welding carbon and low alloy steels. The welder should start the welding process by referring to the filler metal product data sheet for welding parameters recommendations. Every filler metal has a different nature and not one size fits all.

Stress Risers- It is caused by poor weld design or inadequate welding techniques which can lead to tearing, breaking, or cracking. There are certain types of stress risers such as Undercut, Porosity, Hot cracking, Cold cracking & Inclusions. If the welder follows some steps like cleaning the base metal, removal of moisture, preheating & inter-pass the temperature control and increasing the wire diameter can prevent weld failure.
Poor part or welding design: Insufficient weld designs like design error or wrong interpretation of the part design can lead to welding failure. This happens due to the inability of an undersized weld to support the intended load in a static structure, where the welded design can fail due to compression, tension, bending, or torsional loads. To avoid these kinds of scenarios the welder should look into the chemistry of it, to gain proper fusion and desired weld.
Incorrect Testing: Welders always need to use code-approved testing standards for new procedure development, focusing on the correct number and type of testing for mechanical and chemical properties and/or non-destructive testing. How strict or critical the application is factored into how stringent testing should be. The code will specify acceptance criteria for production-made welds using either penetrant testing (PT) or DP ( Die Penetration) Test , magnetic particle testing (MP), radiographic testing (RT), and/or ultrasonic testing (UT).
By following the above mentioned pointers a welder can avoid the welding failures.
DEVELOPMENT OF CONSUMABLES FOR SUPERCRITICAL GRADE STEEL CASTINGS
1.0 Introduction
To bridge the gap between demand and supply of power, Govt. of India has taken lot of initiatives in their respective five year plans. This resulted several new power plants have started in various strategic locations. Correspondingly all the related industries including fabrication, casting & consumable industries also geared up to meet the demand. To meet power plant component requirements, such as steam turbine, headers, inner & outer casing, valve covers etc are established by Indian casting manufacturers to meet relevant
stringent laid down specifications. In view of this, new welding technologies are developed world wide to improve the manufacturing and fabrication of industrial components. Presently most of the castings are made with 1Cr-Mo-V type steels to resist temperature up to 540°C. The specification of G17CrMoV5-10 casting is shown in Table-1.

Indian manufacturers successfully developed suitable consumables for meeting the requirements & matching the specification. Tons of consumables are being used all over India for the above casting applications. The super critical power plants of higher sizes such as 660,800 and 1000 MW units are going to be the future trend in power industry to accelerate the task of bridging the gap between the demand and supply. It seems that developing welding consumable for specific applications in supercritical and ultra supercritical power plant for welded valve casing & Power plant equipments is rather a challenging one. In the direction of satisfying the enhanced base metal properties, a high performance welding consumables have to be developed and tested for its reliability. In view of this, a low hydrogen SMAW welding consumable with improved mechanical properties have been developed in-house for fabricating super critical grade steel casting applications. For meeting super critical & ultra supercritical applications following castings are specified and for welding of these castings certain specifications are laid down by the customer for ASTM A217M-C12A & GX12CrMoWVNbN1011. The details of the same are shown in the Table-2 & 3.


2.0 Design of product
Developmental work has been designed with performance of the weld to meet the requirement of strength and toughness together with creep. Several trials have been designed by keeping the following parameters in mind.
(i) Variation of chemistry within the specification limits.
(ii) Selection of high purity raw materials in flux formulation.
(iii) Performance characteristics of the product including slag detachability.
(iv) Control on S, P, Sn, Sb, & As to resist cracks.
(v) Selection of proper binder to control pick up of moisture & diffusible hydrogen.
(vi) Selection of suitable core wire & its purity level.
3.0 Experimental study
Several trials have been taken and established the weld metal chemistry to meet the customer requirements. Tramp elements are restricted to a very low level and further reduced the Mn & Si content of the weld metal. The weld metal composition meeting the requirement is confirmed by optical emission spectroscopy. The all weld test coupons were prepared by these electrodes. These test coupons are taken up for characterization and mechanical property evaluations. The optimized chemical composition of the weld metal is listed in Table-4, Table-5& Table-6, with reference to specification Table-1, Table-2 &Table-3.


3.1 Preparation of Test Coupons
A small section of dimension 300×170× 20mm of IS 2062 material is used as a base material for joining purpose. A single V groove having 10 degree bevel angle is made on the base plate. The all weld joint is supported with a backing strip made of mild steel having dimension 325x40×8 mm. In order to avoid dilution, buttering is also made with same type of consumable before actual test coupons are made. In this study we have followed AWS: SFA 5.5 classification guidelines for preparation of weld coupons. The welding parameters such as heat input, preheat & interpass temperatures are controlled to get good quality welds. The WPS followed are shown in the Table-7 & 8. The all weld test specimens are machined out after x-ray from the each weld joint assembly and are subjected to various tests including metallographic & mechanical testing.
3.2 Dye Penetrant and Radiography Test
The weld deposits are analyzed with Dye penetration between the passes and finally sent for X-ray for the evaluation of any presence of crack and inclusions.
3.3 Tensile Studies
The tensile property of the pure weld deposit is analyzed using Universal Tensile Testing Machine. The tensile measurements have been conducted at room temperature (RT). Figure 1 shows the round specimens of diameter 12.5 mm and gauge length 50 mm used for tensile testing prepared as per the ASTM standard E-21.




3.4 Charpy Impact Testing
For charpy impact testing, the specimens used are cut across the welded joints having dimensions of 10×10×55 mm and type V-notched, with 2mm of depth. The charpy impact test is accomplished in compliance to ASTM E23 standard to determine the toughness of the material.

3.5 Creep Test Study
For Creep test, the specimens used are cut from the welded portion. The Creep test is accomplished in compliance to ASTM 139-06 standard to determine the strain of the material list in Table-11. We have completed creep test for these material 1000 hrs.

4.0 Discussion
In general, a high performance weld material is chosen for stringent applications in supercritical steels. For example, supercritical steels are made with grade high strength steel which requires equally capable high strength weld materials for fabrication purposes. In view of this, the results obtained in the present study with regard to mechanical properties evaluation of the high performance SMAW electrode are discussed below. Mn+Ni content also play a critical role to control the AC1 temperatute. The evaluation of the tensile results of the weld specimen tested at RT suggests that the tensile strength possessed by the weld specimen is adequate for supercritical steel applications. In the present study, only the pure weld deposit is tensile tested. It is also clear from the Table-9; the tensile strength of the weld deposit is markedly higher than the requirement. The results of the Charpy shows the toughness value is found to be greater than minimum values.
5.0 Conclusion
• Suitable SMAW process consumables were developed for welding ASTM
A217M-C12A & GX 12CrMoWVNbN 10-11grade castings.
• Welding parameters are going to influence the properties. Therefore suitable
parameters are proposed especially Preheat, IPT and PWHT temperature. SR at
760 degree centigrade gives better toughness properties.
• Consumables with less amount of P, S, As, Sn, and Sb give the good toughness & crack resistance.
• Alloyed core wire yielded better toughness properties.
• Basic coated of EXX15 is suitable for meeting toughness & hydrogen limits.
6.0 Future Study
It is known that the primary design criteria of a component under stringent conditions depend upon the strength and the stability of the weldability of the consumables. The fracture toughness is also one of the design criterions, which has to be determined for structural integrity assessments. Hence further work on charpy experiments are planned for fracture toughness investigations of our weld. Creep study at 140 Mpa at 600 0 C also to be established for at least 3000 Hrs.
Development of Ferritic High Strength SMAW Electrodes For Steam Generator Application
1.0 INTRODUCTION
It is well understood that the involvement of welding technology in commercial as well as in industrial fields is inevitable. In contrast to commercial needs, the industry demands more stringent requirements on welding technologies. In view of this, new welding technologies are developed world wide to improve the manufacturing and fabrication of industrial components. Besides this, the main focus is also on
- The development of welding consumables for specific applications based on its physical and the mechanical characteristics
- Tailoring of composition and structure
- Evaluating the weld component performance under severe service conditions
- Accomplishing the design criteria
- Reducing the cost and enhancing the applicability etc.
It seems that the novel way of developing welding consumable for specific applications in power generation and petrochemical industry is rather a challenging one. As well, the developed welding consumable must possess an international material standard for its applicability in various related applications. For example, the main industrial products such as boilers, heaters, pressure vessels etc. have to be developed accordingly to enhance the process by various means of increasing steam parameters. In the direction of satisfying the enhanced base metal properties, a high performance welding consumables have to be developed and tested for its reliability. In view of this, a low hydrogen SMAW welding consumable with improved mechanical properties have been developed in-house for fabricating pressure vessel component in nuclear applications. This type of electrodes is regarded as advantageous one, because it eliminates the pre-heat process before carrying out to welding stage. Based on the specification prescribed by client on covered ferritic welding
electrodes for shielded metal arc welding process, extensive research and development has been taken place in-house to achieve the required properties. The details of the specification of weld metal required are presented in Table1.
2.0 DEVELOPMENTAL WORK
2.1.1. All Weld-Joint Preparation
During development, several batches of weld joint have been prepared with
slightly modified electrode compositions to optimize the desired composition of the weld metal. For standardization purpose, various aspects that are taken care as follows,
(a) Reduction of impurity elements in the weld metal
(b) Reduction of hydrogen content by choosing a suitable binder
(c) Welding procedural aspects like influence of Inter Pass Temperature, heat input etc.
(d) Adjustment of chemical composition to get desired properties
The above said methods are optimized and the all weld joint assembly is prepared successfully for metallurgical and mechanical evaluation for its suitable applications. The schematic of the all weld preparation procedure is shown in Figure-1. 20MnMoNi55 forge plate of dimensions 450×125×20 mm is prepared with the bevel angle of 10 degrees and a root gap distance of 16 mm supported with backing strip. This specimen is welded with our newly developed electrode by using SMAW process. The optimized welding procedure utilized during the welding process is systematically presented in Table-2 (average of seven layers). The test specimens are machined from the weld joint and are subjected to various analyses such as chemical, metallography, mechanical and radiographic examination.
2.1.2. Chemical Composition
The chemical composition (wt. %) of the weld metal determined using wet chemical analysis is given in Table-3. In addition to this, the resulting composition obtained from the root of the weld after the welding process is also given in Table-3. This has been performed to know the extent of dilution. In Table-4, the composition of the forge plate used as a base material is also tabulated.
2.1.3. Metallography Studies
The optical and hardness studies have been carried out using AXIOVERT 100A Optical microscope and Rockwell Hardness tester (0 – 100 RC). Metallographic specimens have been prepared by adopting standard method of polishing procedures using various grades of emery sheets and cloth impregnated with fine alumina particles. This is followed by cleaning with distilled water and methanol. The etchant used for observing the microstructure is made of aqueous solution containing 4% Picric acid and 1% Nitric acid. The etched specimens have been used further for hardness analysis.
2.1.4. Tensile Studies
The tensile property of the pure weld deposit is analyzed using AMSLER Universal Tensile Testing Machine with a load capacity of 200 kN. The tensile measurements have been conducted at room temperature (RT), 200o C and at 350o C respectively. Figure-2 shows the round specimens of diameter 12.5 mmand guage length 60 mm used for tensile testing prepared as per the ASTMstandard E-21. The tensile data are analyzed to estimate the yield strength (YS), ultimate tensile strength (UTS), total elongation (et) and reduction in area.
2.1.5. Charpy Impact Testing
For Charpy impact testing, the specimens used are cut across the welded joints having dimensions of 10×10×55 mm and type V-notched, with 2 mm of depth. The Charpy transition curves are obtained from room temperature to sub-zero temperatures. The Charpy impact test is accomplished in compliance to ASTM
E23 standard to determine the ductile to brittle transition temperature.
2.1.6. Bend Tester
The welded specimens have been Bend Tested using AMSLER Bend Tester for the evaluation of the ductility and soundness of the weld.
2.1.7. Die Penetration and Radiography
The weld deposits are analyzed with Die penetration and X-ray radiography for
the evaluation of any presence of crack and inclusions.
2.1.8. Drop weight test results
Drop weight test of eight weld samples were tested and the results are satisfactory. Welding procedure for preparation of weld coupon is given in Table-5. From the above weld coupon final size of the test specimen prepared as per ASTM E208. The details are given in Figure-3.
3.0 RESULTS AND DISCUSSIONS
The optical micrographs of the base metal away from the weld region and the as deposited last bead of the weld are shown in Figure-4. In both the cases, the microstructure consists of ferrite and bainite. It is clear that the strength and toughness of this material emanates from the presence of bainite and ferrite fractions. The average Rockwell (RC) hardness values of the forge plate and the as deposited weld metal are 14 and 16 RC respectively. Figure-4a also shows the microstructure of the HAZ of the specimen. It is clear from the figure that the microstructural features are finer than the base metal and the weld metal. This may be due to the effect of cooling rate and dilution.
In Figure-5, the response of weld tensile specimen with the application of load is portrayed. The collage in Figure-5, tested at different temperatures clearly reveals that the tensile strength (YS, UTS) of all the specimens are almost identical, except during the occurrence of fracture. Moreover the tensile strength at high temperature is also not drastically different for 200o C and 350o C tested specimens. It suggests that the required hot tensile property of the weld is attained in accordance to ASME specifications. For comparison purpose, the ASTM value and literature data on tensile properties of base material are gathered. It is observed that the tensile property of the developed weld metal is comparable to the literature data, signifying the strength and quality of the weld. Table-6 also lists the average of three tensile tested specimen properties that are obtained at room temperature and elevated temperatures respectively besides some literature data. In Figure-6, the impact toughness of the weld joints tested at room temperature and at subzero temperatures are displayed. In this figure, the available toughness data on base material as well as similar weld metal is co-plotted. It is seen fromFigure-6 that the toughness values of weld metal is inferior to base metal. In general, the weld samples may have micro-defects, impurities, non-uniform properties due to multi-pass weld, cooling rate dependent transformations etc. However in the present study these parameters are taken care to obtain a high quality weld and hence the improved toughness properties are obtained. This is also made clear by the highlighted data of about 54 J specified by AWS. In Table- 7, the toughness values of the weld metal tested at various temperatures are listed. In addition to this, data on lateral expansion and the percentage of shear fracture area determined from the fracture surface is also listed. In Figure-7, the fracture dependent lateral expansion and the percentage of shear fracture area calculated from the fracture surface is plotted. Both of the parameters decrease gradually with the temperature signifying the change in the fracture mode i.e. ductile to brittle.
In general, a high performance weld material is chosen for stringent applications in nuclear industries. For example, the reactor pressure vessels are made with nuclear grade high strength steel which requires equivalent high strength weld materials for fabrication purposes. In view of this, the results obtained in the present study with regard to mechanical properties evaluation of the high performance SMAW ferritic electrode are discussed below.
The optical microstructures determined at locations of weld centre line, HAZ and base metal suggested the formation of bainite and ferrite phases. The variation of the phase fractions of bainite and ferrite between the base metal, weld and HAZ specimens are determined using the Image Analysis® software. Because this provides the information about the effect of cooling rate, compositional re- adjustments on the phase transformation of γ-austenite → α-ferrite transformation.
It is observed from the image analysis results that the phase fraction of ferrite and bainite is high in base metal as compared to weld and HAZ specimens. This may be due to the effect of cooling rate / composition on the kinetics of γ → α phase transformation. The phase fraction values have been determined at different locations (more than 10 locations at each region) and the average value is tabulated in Table-8. A typical threshold image of the base metal obtained using Image Analysis is shown in Figure-8 for a comparison. Since the value of the phase fraction depends on the threshold fixing, care is taken in determining the values of respective phase fractions. In Figure-8(b) the white ferrite regions are undecorated with red colour while the dark regions of bainite are decorated with red color using Image anlaysis procedure is shown.
The evaluation of the tensile results of the weld specimen tested at RT, 200 o C and 350 o C suggests that the tensile strength possessed by the weld specimen is adequate for high temperature pressure vessel applications. Besides, the decrease in the yield strength of the weld specimen at 350oC is about 25% and the ultimate tensile strength is about 13% as compared to RT data.
The decrease in the tensile strengths is attributed to the enhanced thermal activation of dislocations at elevated temperatures. In most cases, the material under fracture investigation must possess homogeneous structure to yield the scatter-less tensile properties. The presence of HAZ and brittle zones in the welded joint has inhomogeneous tensile properties leading to dispersion of the data. But this property is also very important in design considerations [8-11]. In the present study, only the pure weld deposit is tensile tested and the average values of the tensile strengths are presented. It is also clear from the Table-6, the tensile strength of the weld deposit is markedly higher than the base material. The results of the Charpy transition curves of the weld joints having a notch at the weld deposit region clearly suggest that the weld deposit have sufficient toughness to resist the fracture at sub-zero temperatures i.e > 54 J. Even at minus 76o C, the toughness value is found to be 60 J. It is known that the primary design criteria of a component under stringent conditions depend upon the strength and the stability of the microstructure. The fracture toughness is also one of the design criterions, which has to be determined for structural integrity assessments.
4.0 SUMMARY AND CONCLUSION
It is clear from our evaluated results of the weld metal that the SMAW electrode developed in-house has met the specified requirements of BHEL. Careful optimization of the composition of the weld metal yielded good hot tensile as well as toughness properties. The liquid penetrant and radiography test have confirmed that no cracks and inclusions are present on the surface of weld metal. In addition to this, the diffusible hydrogen mercury test also shows the average level of hydrogen is about 3.9 ml in 100 gms of weld. Hence the optimization of composition of welding consumable, maintenance of weld metal quality, achievement of superior high temperature and low temperature properties makes this product applicable for steam generator applications as well as various demanding structural applications mentioned earlier in this paper.
The major conclusion drawn from this work is as follows:
I. A high performance low hydrogen E9018-G SMAW electrode meeting specifications is successfully developed.
II. Effect of heat input, Inter Pass Temperature (IPT) on weld metal properties have been analysed and found that lower heat input, interpass temperature of about 100°C is beneficial for desired mechanical properties. Hence a careful selection of welding parameters is always recommended.
III. The control of hydrogen content in the weld is advantageous to obtain good ductility of the weld.












Development of MMAW Inconel Consumable for Nuclear Steam Generator Applications
1.0 Introduction
As per the published literature, India aims to produce 20 000 MW nuclear power by 2020.
Several structural candidate materials are used for fabricating nuclear materials. Some of the materials which are specified are, austenitic base Inconel alloys of grade 600, 690, 625, 625, 718, 800 etc and stainless steels of 316LN, 304LN etc. Besides to this, ferritic base 9-12 wt. % Cr alloys having optimized additions of Mo, W, V, Nb, N etc have also been used. For most of the materials, welding consumables are available indigenously.
But in case of Inconel category, we are still importing consumables from overseas to meet certain stringent requirements on specific forged materials for overlay applications. Therefore development of suitable MMAW consumables for overlay applications has become very much important for self reliance. In view of this, MMAW electrodes of ≈ ENiCrFe-3 have been developed indigenously for weld overlaying and joining applications. In this paper, the welding of 20MnMoNi55 steel with ≈ ENiCrFe-3 electrode by MMAW process is reported.
The overlaid structural components find application in petrochemical, nuclear, oil & gas industries etc. For such applications, the components should possess good mechanical properties and corrosion resistance. Hence the objective of this present study is to evaluate the weldability characteristics and the essential properties of this weld metal for its suitability in overlay applications related to heat exchangers. The design requirement of this weld metal is tabulated in Table 1. It is clear from the table that strict control over the weld metal composition besides established welding parameters is necessary to achieve the specified properties.
2.0 Experimental Details
2.1 Cladding Assemblies Preparation
20MnMoNi55 plate of dimension 700×400×20 mm has been used as a base material for cladding purpose. Cladding has been done with ≈ ENiCrFe-3 electrode of three different sizes. The typical weld assemblies made using MMAW process is shown in Figure 1. The optimized welding procedure adopted during welding of these cladding assemblies is listed in Table 2.
2.2 Chemical Composition of welding consumable
The chemical composition of the Ni – based welding consumable has been optimized on the basis of experience without compromising on weldability characteristics. Following points are kept in mind while designing the product. (i) Effect of impurity elements such as P, B and S contents on solidification cracking of the weld (ii) effect of alloying elements on wetting characteristics to avoid micro-cracking (iii) effect of Si and Fe on formation of low melting laves phase (iv) optimization of Mn and Si to counteract the detrimental effects of S and P (v) addition of strengthening constituents such as Al and Ti contents.
Few trials have been taken after studying the core wire chemistry with different formulations. Then it was tested after depositing on a forge plate. Specimen taken from indicated location (CH1) in Figure 1. The chemical composition of the weld metal is analyzed by optical emission spectroscopy at five different locations of each weld pad. The locations are 5 mm and 6 mm height from the bottom of the weld pad. The required weld metal composition is identified from each set of weld pads that are prepared using different sizes of electrodes and the results of the optimized chemical compositions of the weld metal are listed in Table 3.
2.3 Non Destructive Evaluation of Weld
The surface of the prepared weld assemblies has been subjected to liquid penetrant test and ultrasonic test for surface and internal weld defect inspection. Ultrasonic examination has been performed to investigate the presence of any weld bead crack or bonding defects in the weld assemblies. As per the requirement, focused 70o angle beam is used for inspection of weld coupons.
2.4 Heat Treatment of Weld Assemblies
As per the requirement, the clad assemblies have been subjected to a simulated heat treatment cycle, before carrying out any mechanical tests. The overview of the heat treatment procedure is mentioned in Table 1. It consists of heating the weld assemblies that is isothermally held at 300°C to 550°C at a rate of 30° C h-1. At this temperature the weld assemblies is being soaked for over 40 h. This is followed by cooling the weld assemblies to 450°C at 30° C h-1.Then, the assemblies are taken to 600°C at a rate of 30° C h-1 and held at this temperature for 8h and cooled to 450°C. This particular heating, holding and cooling cycle (600°C/30°C h-1, 8h, and 450°C/ 30°C h-1) is repeated for three times before cooling to room temperature. This simulated heat treatment process is followed by mechanical evaluation of the weld metal. In general, the heat treatments that are subjected to weld assemblies are aimed at optimizing the properties as well as tempering and promoting stress relief.
2.5 Mechanical Test
2.5.1 Tensile Test
The tensile tests have been carried out at room temperature using an Amsler Universal
Testing Machine having a load capacity of 20kN. The two numbers tensile specimens
taken from indicated locations (T1 & T2) in Figure 1 of the prepared clad assemblies.
Tensile properties of the test specimens are presented in Table 4.
2.5.2 Charpy Impact Test
Charpy impact test is carried out to evaluate the toughness of the welding joints at 20°C.
Charpy tests are conducted on the machined specimens having a 2 mm notch positioned
at the centre of the weld. Impact specimens are machined from indicated locations
(IP 1-3) in Figure 1 of the prepared clad assemblies. Values for the test specimens are
presented in Table 5. An average value of 98-110 J is obtained in this present
investigation which is found to be well above the requirement specifications.
2.5.3 Bend Test (Side and Face)
Face and side bend test of the weld specimen has been carried out with Amsler Bend
Tester. Side bend test specimens are machined from indicated locations (SB 1-4) in
Figure 1 and face bend test specimens are machined from indicated locations (FB 1-2) in
Figure 1 of the prepared clad assemblies. The thickness of the weld specimen is
machined to about 1/4th of mandrel diameter. The test specimens are bent through an
angle of 180° slowly to check for it soundness and nature of the defects introduced at the
bent side.
2.6 Hot Crack Test
Hot crack test specimens are machined from indicated locations (HC 1-3) in Figure 1 of the prepared clad assemblies. To check resistance to hot cracking, depositing a sequence of cross welded stringer beads on the HC 1-3, after simulated heat treatment. No preheating applied. The beads sequences are displayed in Figure 2. The welding parameters used same as used in the cladding. Liquid penetrant test conducted after grinding. After further grind in steps each of 0.5 mm such that the underlying layer is reached. Conducted liquid penetrant test for every steps and found satisfactory.
2.7 Hot Cracking Sensitivity Test (Thomas Schaeffler Test)
Four numbers of test specimens with a dimension of 45 mm × 45 mm × 25 mm have been
machined from the SS 347 base material. The schematic of the hot cracking test specimen is shown in Figure 3. This figure demonstrates that how the four pieces of test specimens (A, B, C and D) are arranged for the preparation of hot cracking test. The squarely arranged test specimens having 90 mm length and breadth are welded up to a length of only 50 mm in both directions. After joining, a single V groove is made on this test specimen, whose side view is shown in Figure 3. The side view of the grooved joint has a depth of 12.5 mm and angle 60°. After making this groove, the weld metal is deposited onto the groove in a clockwise direction by a continuous single pass. The specified discontinuous deposition procedure consists of depositing the weld from a particular point (X) marked on the test specimen to a certain distance (Y) and followed by cleaning and subsequent deposition of remaining portion of the groove from Y to X. The test assemblies are prepared as per the procedure is subjected to liquid penetrant test for crack inspection. The photograph of the grooved and weld deposited test specimen are displayed in Figure 3.
2.8 Metallography
The different microstructures that form during welding govern the toughness and other
mechanical properties of a material under investigation. Therefore, the knowledge of
compositional effects and welding parameters on micro-structural evolution is important for achieving good weld properties. In Figure 4, the optical micrographs of the weld metal and the HAZ portion of the base metal are shown. The etchants used for revealing the respective microstructure are 10% Oxalic acid for Inconel and 4% Picric acid with 1% Nitric acid for base metal respectively. The dendrite morphology of the weld is found to be composed of fine features of columnar and equiaxed grains. In general, the bright and dark dendrite regions are recognized in the solidification microstructure of the Inconel alloys is due to the segregation of low melting phases such as Nb-rich Laves phases and topologically close packed phases such as sigma, P and μ phase. The investigations of the secondary phases in the present material are currently underway and hence a correct description of secondary phases is not dealt with this present paper. The HAZ regions of the base metal show finer as well as coarser features of ferrite + bainite. This may be due to the effect of maximum temperature reached and the cooling rate influenced by the HAZ region during multi pass welding. This observation suggests that the micro-structural features are not much influenced by the heat input utilized during welding. The typical optical micrograph of the base metal is also shown in Figure 4. The ferrite + bainite structure is clearly evident from this figure.
3.0 Discussions
In order to design a Nickel based welding consumable, it is important to gather systematic
information on the metallurgical evolution of weld with respect to composition. As per the requirements, optimized welding consumable variables such as composition, flux and
electrode size have been established as a result of enormous laboratory tests. The process parameters such as voltage, current, speed are optimized to achieve good quality weld and all-weld joint. The micro-structural changes occurred across the weld assemblies as a result of welding process is not found to differ much and this subsequently improves the all-weld properties. In addition to this, the optimization of heat input is an important factor in determining the solidification microstructure of nickel base welds. To avoid coarser and columnar dendritic grains besides segregation in the solidification microstructure, the welding parameters must be carefully controlled, since the morphology of dendrites has a major influence on tensile and hardness properties. The Charpy toughness of the weld metal is found to be well above the required value and this confirms that the steel-diluted Ni-Cr-Fe weld metal is not significantly affected. The weld metal microstructure stability is also found to be good after prolonged exposure at elevated temperature and thermal cycling treatment. From the above study, it is concluded that the weld and all weld metal properties meet the requirement for heat exchangers applications.
4.0 Conclusions
Major conclusions that are drawn from the present study is as follows,
1. Indigenous development of Inconel base welding consumable is developed successfully to meet steam generator applications.
2. Optimization of composition is based on choosing core wire and flux formulations.
3. Control over heat input avoids modification of microstructure in the diluted region.
4. The stability of weld microstructure at elevated temperatures is important for achieving adequate mechanical properties.
5. The weld metal microstructure is free from hot cracking.








DEVELOPMENT OF SMAW CONSUMABLES FOR OVERLAY & JOINING OF LOW ALLOY FORGE MATERIAL USED IN NUCLEAR SG APPLICATIONS
1 INTRODUCTION
Several structural candidate materials are used for fabricating nuclear power plant materials. For most of the materials, welding consumables are available indigenously. But in case of welding consumables for nuclear applications, we are still importing consumables from overseas to meet certain stringent requirements on specific forged materials for overlay and joining applications. In view of this, SMAW electrodes of ≈ ENiCrFe-3 and low hydrogen high strength low alloy steel welding consumable with improved mechanical properties have been developed indigenously for fabricating pressure vessel component in nuclear applications.
In this paper, overlaying on 20MnMoNi55 steel with ≈ ENiCrFe-3 and for joining low hydrogen high strength low alloy steel electrode by SMAW process is reported. The overlaid structural components find application in petrochemical, nuclear, oil & gas industries etc. For such applications, the components should possess good mechanical properties and corrosion resistance.
Hence the objective of this present study is to evaluate the weldability and the essential properties of this weld metal for its suitability in overlay and joining applications related to heat exchangers. The design requirement of this weld metal is tabulated in Table 1 & 6. It is clear from the table that strict control over the weld metal composition besides established welding parameters is necessary to achieve the specified properties.
2 EXPERMENTAL DETAILS FOR INCONEL CONSUMABLE
2.1 Overlay on forge plates
20MnMoNi55 plate of dimension 700×400×20 mm has been used as a base material for cladding purpose. Cladding has been done with ≈ ENiCrFe-3 electrode of three different sizes. The typical weld assemblies made using MMAW process is shown in Figure 1. The optimized welding procedure adopted during welding of these cladding assemblies is listed in Table 2.
2.2 Chemical Composition of welding consumable
The chemical composition of the Inconel welding consumable has been optimized on the basis of experience without compromising on weldability characteristics. Following points are kept in mind while designing the product. (i) Effect of impurity elements such as P, B and S contents on solidification cracking of the weld
(ii) Effect of alloying elements on wetting characteristics to avoid micro-cracking
(iii) Effect of Si and Fe on formation of low melting laves phase
(iv) Optimization of Mn and Si to counteract the detrimental effects of S and P (v) Addition of strengthening constituents such as Al and Ti contents.
Few trials have been taken after studying the core wire chemistry with different formulations.
Then it was tested after depositing on a forge plate. Specimen taken from indicated location (CH1) in Figure 1.
The chemical composition of the weld metal is analyzed by optical emission spectroscopy at five different locations of each weld pad. The locations are 5 mm and 6 mm height from the fusion line. The required weld metal composition is identified from each set of weld pads that are prepared using different sizes of electrodes and the results of the optimized chemical compositions of the weld metal are listed in Table 3.
2.3 Non Destructive Evaluation of Weld
The surface of the prepared weld assemblies has been subjected to liquid penetrant test and ultrasonic test for surface and internal weld defect inspection. Ultrasonic examination has been performed to investigate the presence of any weld bead crack or bonding defects in the weld overlay. As per the requirement, focused 70o angle beam is used for inspection of weld coupons.
2.4 Heat Treatment of Weld Assemblies
As per the requirement, the claded plates have been subjected to a simulated heat treatment cycle, before carrying out any mechanical tests. The overview of the heat treatment procedure is mentioned in Table 1. It consists of heating the weld assemblies that is isothermally held at 300°C to 550°C at a rate of 30°C h-1. At this temperature the weld assemblies is being soaked for over 40h. This is followed by cooling the weld assemblies to 450°C at 30°C h-1. And then, the assemblies are taken to 600°C at a rate of 30°C h-1 and held at this temperature for 8h and cooled to 450°C. This particular heating, holding and cooling cycle (600°C/30°C h-1, 8h, and 450°C/ 30°C h-1) is repeated for three times before cooling to room temperature. This simulated heat treatment process is followed by mechanical evaluation of the weld metal. In general, the heat treatments that are subjected to weld assemblies are aimed at optimizing the properties as well as tempering and promoting stress relief.
2.5 Mechanical Test
2.5.1 Tensile Test
The tensile tests have been carried out at room temperature using an Amsler Universal Testing Machine having a load capacity of 20kN. The two numbers tensile specimens taken from indicated locations (T1 & T2) in Figure 1 of the prepared clad assemblies. Tensile properties of the test specimens are presented in Table 4.
2.5.2 Charpy Impact Test
Charpy impact test is carried out to evaluate the toughness of the welding joints at 20°C. Charpy tests are conducted on the machined specimens having a 2 mm notch positioned at the centre of the weld. Impact specimens are machined from indicated locations (IP 1-3) in Figure 1 of the prepared clad assemblies. Values for the test specimens are presented in Table 5. An average value of 98-110 J is obtained in this present investigation which is found to be well above the requirement specifications.
2.5.3 Bend Test (Side and Face)
Face and side bend test of the weld specimen has been carried out with Amsler Bend Tester. Side bend test specimens are machined from indicated locations (SB 1-4) in Figure 1 and face bend test specimens are machined from indicated locations (FB 1-2) in Figure 1 of the prepared clad assemblies. The thickness of the weld specimen is machined to about 1/4th of mandrel diameter. The test specimens are bent through an angle of 180° slowly to check for it soundness and nature of the defects introduced at the bent side.
2.6 Hot Crack Test
Hot crack test specimens are machined from indicated locations (HC 1-3) in Figure 1 of the prepared clad assemblies. To check resistance to hot cracking, depositing a sequence of cross welded stringer beads on the HC 1-3, after simulated heat treatment. No preheating applied. The beads sequences are displayed in Figure 2. The welding parameters used same as used in the cladding. Liquid penetrant test conducted after grinding. After further grind in steps each of 0.5 mm such that the underlying layer is reached. Conducted liquid penetrant test for every steps and found satisfactory.
2.7 Hot Cracking Sensitivity Test (Thomas Schaeffler Test)
Four numbers of test specimens with a dimension of 45 mm × 45 mm × 25 mm have been machined from the SS 347 base material. The schematic of the hot cracking test specimen is shown in Figure 3. This figure demonstrates that how the four pieces of test specimens (A, B, C and D) are arranged for the preparation of hot cracking test. The squarely arranged test specimens having 90 mm length and breadth are welded up to a length of only 50 mm in both directions. After joining, a single V groove is made on this test specimen, whose side view is shown in Figure 3. The side view of the grooved joint has a depth of 12.5 mm and angle 60°. After making this groove, the weld metal is deposited onto the groove in a clockwise direction by a continuous single pass. The specified discontinuous deposition procedure consists of depositing the weld from a particular point (X) marked on the test specimen to a certain distance (Y) and followed by cleaning and subsequent deposition of remaining portion of the groove from Y to X. The test assemblies are prepared as per the procedure is subjected to liquid penetrant test for crack inspection. The photograph of the grooved and weld deposited test specimen are displayed in Figure 3.
2.8 Metallographic Study
The different microstructures that form during welding govern the toughness and other mechanical properties of a material under investigation. Therefore, the knowledge of compositional effects and welding parameters on micro-structural evolution is important for achieving good weld properties. In Figure 4, the optical micrographs of the weld metal and the HAZ portion of the base metal are shown. The etchants used for revealing the respective microstructure are 10% Oxalic acid for Inconel and 4% Picric acid with 1% Nitric acid for base metal respectively. The dendrite morphology of the weld is found to be composed of fine features of columnar and equiaxed grains. In general, the bright and dark dendrite regions are recognized in the solidification microstructure of the Inconel alloys is due to the segregation of low melting phases such as Nb-rich Laves phases and topologically close packed phases such as sigma, P and μ phase. The investigations of the secondary phases in the present material are currently underway and hence a correct description of secondary phases is not dealt with this present paper. The HAZ regions of the base metal show finer as well as coarser features of ferrite + bainite. This may be due to the effect of maximum temperature reached and the cooling rate influenced by the HAZ region during multi pass welding. This observation suggests that the micro-structural features are not much influenced by the heat input utilized during welding. The typical optical micrograph of the base metal is also shown in Figure 4. The ferrite + bainite structure is clearly evident from this figure.
3 EXPERMENTAL DETAILS FOR LOW ALLOY STEEL CONSUMABLE
3.1 All Weld-Joint Preparation
During development, several batches of weld joint have been prepared with slightly modified electrode compositions to optimize the desired composition of the weld metal. For standardization purpose, various aspects that are taken care as follows:
(a) Reduction of impurity elements in the weld metal
(b) Reduction of hydrogen content by choosing a suitable binder
(c) Welding procedural aspects like influence of Inter Pass Temperature, heat input etc.
(d) Adjustment of chemical composition to get desired properties
The above said methods are optimized and the all weld joint assembly is prepared successfully for metallurgical and mechanical evaluation for its suitable applications. The schematic of the all weld preparation procedure is shown in Figure-5. 20MnMoNi55 forge plate of dimensions 450×125×20 mm is prepared with the bevel angle of 10 degrees and a root gap distance of 16 mm supported with backing strip. This specimen is welded with our newly developed electrode by using SMAW process. The optimized welding procedure utilized during the welding process is systematically presented in Table-7. The test specimens are machined from the weld joint and are subjected to various analyses such as chemical, metallography, mechanical and radiographic examination.
3.2 Chemical Composition
The chemical composition (wt. %) of the weld metal determined using wet chemical analysis is given in Table-9. In addition to this, the resulting composition obtained from the root of the weld after the welding process is also given in Table-9. This has been performed to know the extent of dilution. In Table-8, the composition of the forge plate used as a base material is also tabulated.
3.3 Metallography Studies
The optical and hardness studies have been carried out using AXIOVERT 100A Optical microscope and Rockwell Hardness tester (0 – 100 RC). Metallographic specimens have been prepared by adopting standard method of polishing procedures using various grades of emery sheets and cloth impregnated with fine alumina particles. This is followed by cleaning with distilled water and methanol. The etchant used for observing the microstructure is made of aqueous solution containing 4% Picric acid and 1% Nitric acid. The etched specimens have been used further for hardness analysis.
3.4 Tensile Studies
The tensile property of the pure weld deposit is analyzed using AMSLER Universal Tensile Testing Machine with a load capacity of 200 kN. The tensile measurements have been conducted at room temperature (RT), 200oC and at 350o C respectively. Figure-6 shows the round specimens of diameter 12.5 mm and guage length 60 mm used for tensile testing prepared as per the ASTM standard E-21. The tensile data are analyzed to estimate the yield strength (YS), ultimate tensile strength (UTS), total elongation (El) and reduction in area. Results are given in Table-11.
3.5 Charpy Impact Testing
For Charpy impact testing, the specimens used are cut across the welded joints having dimensions of 10×10×55 mm and type V-notched, with 2 mm of depth. The Charpy transition curves are obtained from room temperature to sub-zero temperatures. The Charpy impact test is accomplished in compliance to ASTM E23 standard to determine the ductile to brittle transition temperature. Results are given in Table-12.
3.6 Bend Tester
The welded specimens have been Bend Tested using AMSLER Bend Tester for the evaluation of the ductility and soundness of the weld.
3.7 Die Penetration and Radiography
The weld deposits are analyzed with Die penetration and X-ray radiography for the evaluation of any presence of crack and inclusions.
3.8 Drop weight test results
Drop weight test of eight weld samples were tested and the results are satisfactory. Welding procedure for preparation of weld coupon is given in Table-10. From the above weld coupon final size of the test specimen prepared as per ASTM E208. The details are given in Figure-7.
3.9 Metallographic Study
The optical micrographs of the base metal away from the weld region and the as deposited last bead of the weld are shown in Figure-8. In both the cases, the microstructure consists of ferrite and bainite (Table-13). It is clear that the strength and toughness of this material emanates from the presence of bainite and ferrite fractions.
4.0 SUMMARY AND CONCLUSION
It is clear from our evaluated results of the weld metal that the SMAW electrode developed in-house has met the specified requirements. Careful optimization of the composition of the weld metal yielded good hot tensile as well as toughness properties. The liquid penetrant and radiography test have confirmed that no cracks and inclusions are present on the surface of weld metal. In addition to this, the diffusible hydrogen mercury test also shows the average level of hydrogen is about 3.9 ml in 100 gms of weld. Hence the optimization of composition of welding consumable, maintenance of weld metal quality, achievement of superior high temperature and low temperature properties makes this product applicable for steam generator applications as well as various demanding structural applications mentioned earlier in this paper.
The major conclusion drawn from this work is as follows:
- A high performance low hydrogen E9018-G SMAW electrode meeting specifications is successfully developed.
- Effect of heat input, Inter Pass Temperature (IPT) on weld metal properties have been analysed and found that lower heat input, interpass temperature of about 100°C is beneficial for desired mechanical properties. Hence a careful selection of welding parameters is always recommended.
- The control of hydrogen content in the weld is advantageous to obtain good ductility of the weld. Major conclusions that are drawn from the present study for Inconel consumable is as follows
- Indigenously developed successfully to meet steam generator applications.
- Optimization of composition is based on choosing core wire and flux formulations.
- Control over heat input avoids modification of microstructure in the diluted region.
- The stability of weld microstructure at elevated temperatures is important for achieving adequate mechanical properties.
- The weld metal microstructure is free from hot cracking.












DEVELOPMENT OF SMAW ELECTRODE FOR WELDING OF DMR 249A & DMR 249B STEELS
1 INTRODUCTION
Indian Navy and NMRL have taken up a project to develop suitable consumables through Indian consumable manufacturers Apart from developing consumables, understanding details pertaining to the welding procedural aspect like joint design, selection of suitable size of consumable, Interpass temperature, number of layers, heat input is essential as they can influence the properties of the weld metal. This paper details the developmental work under taken to develop electrodes for welding low alloy steel plates DMR 249A and very high tensile high strength DMR 249B grade steels and also establish the parameters to get desired properties.
The present steels are nickel bearing micro alloyed steel characterized by higher strength and superior toughness even at sub zero temperatures. These plates were hitherto being imported in quenched and tempered condition. Presence of alloying elements it yields higher strength with goodtoughness. The chemical and mechanical property of these steels is shown in Table-1 & 2.
Basically, the alloy additions after the transformation characteristics of the steel enable to achieving a higher strength and toughness after heat treatment. Fig.1 shows an isothermal diagram of typical Q&T steel. It can be observed from this diagram. The starting of the austenite to pearlite (or) ferrite transformation requires long durations and therefore even moderate / slow cooling produced martensite / lower bainite and avoid ferrite. (Ref-2)
Indian Navy in association with NMRL has specified the weld metal property requirements.The details of the various properties to be met by the weld metal are specified in the Table-3 & 4.With this understanding, the electrodes development work was under taken.
2 DEVELOPMENTAL WORKS
During development, several batches were produced, tested for all properties with boiler quality mild steel plates before standardizing. During formulating the suitable chemistry, following aspects were also kept in mind.
(a) Lower levels of impurity elements in the weld metal.
(b) Selection of suitable binder to get extra low hydrogen in the weld metal.
(c) Effect of dilution with base material.
(d) Sufficient percentage of Mn & Ni to get desired structure.
Thus electrodes meeting NMRL specification has been developed with the targeted chemistry.
3 EXPERIMENTAL STUDIES
For the purpose of this study, sufficient quantity of electrodes of size 3.15 and 4.0 mm was produced and used for internal laboratory tests and established the parameters with DMR plates. After qualifying the procedure at our R&D, it was sent for testing at NMRL, Ambernath. The procedure established with the consumable is detailed in Table-5 & Table-8. After satisfactory results were received from NMRL, few more batches were produced and established the repeatability at NMRL & user end CSL, Cochin also. The results obtained at user end are shown in Table-6, Table-7, Table-9 and Table-10.
The effects of various parameters are discussed in the following paragraphs.
4 RESULTS AND DISCUSSIONS
The results obtained through the above study were summarized as under:

5 CONCLUSIONS:
From the results obtained we can conclude as follows:
(a) SMAW electrodes meeting NMRL specification requirements for welding these steelshave been developed.
(b) Lower IPT seems to have a beneficial effect especially when low temperature toughness properties are desired.
(c) Lower heat input produced better toughness.
(d) A judicious choice of various welding parameters produces desired results.
(e) Proper root face advised to qualify the welders.
(f) Diffusible hydrogen levels control is very important to get good ductility.










Influence of Core Wire Composition on the Mechanical and Corrosion Properties of Duplex Stainless Steel Weld Metals

1.0. INTRODUCTION
Duplex stainless steels are an alloy family with approximately equal proportions of ferrite and austenite. These materials are increasingly being used for several applications like down hole and well head tabular, well heads, flow lines, pipelines, manifolds, coolers, heat exchangers, valves and water pumps. The materials possess good resistance to general corrosion, pitting in chloride media together with good strength, typical two to three times higher than austenitic stainless steels & still maintains good ductility.
Because of this the section thickness and hence over all weight of the component can be reduced considerably. Apart from this Duplex stainless steels also offer resistance to intergranular corrosion, erosion & abrasion; and its thermal expansion coefficient is intermediate between austenitic and carbon steel. The nominal compositions and mechanical properties of some duplex stainless steels are listed elsewhere. The experience of the welding duplex stainless steels shows that they have adequate weld-ability and the common welding processes being used are SMAW, GTAW & GMAW.
For welding these materials, nickel-rich matching compositions conforming to different AWS classifications are specified. But, nowhere the core wire to be used is specified. Therefore understanding its effect on weld metal is very much important. In this paper the influence of core wire variation on mechanical and corrosion properties of the weld metal are summarized.
2.0. EXPERIMENTAL DETAILS
As the purpose of the study, to investigate the effect of core wire chemistry, different batches were produced to meet E2209-16 class. Using these consumables all welds were prepared in 20 mm thick plates of IS: 2002 material with backing strip and 16 mm root gap. All these plates were buttered with three layers and beveled to 221⁄2o. The inter pass temperature was closely controlled with thermal chalks. [During welding, parameters used are shown in Table 1.] During preparation of weld coupons for both synthetic and non synthetic electrodes parameters are kept same to understand its effect on properties.
The chemical compositions of core wires used and their weld metals are shown in Table 2 and Table 3. All the weld metals were characterized for their microstructure with optical microscopy after preparing the metallographic finish using conventional mechanical polishing methods and etching in solution consists of 1 gram sodium meta-bi-sulphite, 20 ml concentrated HCL and 100 ml water. Rockwell hardness values of the weld metals were assessed with a 150Kgs load.
The ferrite content was estimated in terms of extended ferrite number using Fischer Feritscope. Impact testing was performed on 10x10x55 mm specimens with Charpy V-notch. Corrosion behavior of these weld metals was assessed by performing ASTM A262 Practice-C & ASTM G48A.
3.0 METALLOGRAPHIC STUDY
Weld metals produced with core wire A & B were studied. In weld metals with higher Creq / Nieq values, the ferrite to austenite transformation starts at lower temperatures and the equilibrium austenite content is also low, whereas in weld metals having lower Creq / Nieq values i.e., in weld metals enriched with austenite stabilizing elements such as Ni, N2, etc., transformation will start at much higher temperatures which helps the weld metal is achieving near equilibrium austenite level within the short duration for which it dwells at high temperatures. [Cr & Ni equivalents are evaluated using below formulae and tabulated in Table 6] [Also see: Fig. 1 Constant-iron (65%) section of Fe-Cr-Ni ternary diagram.]
Creq: Cr + Mo + 0.7Nb
Nieq: Ni + 35C + 20N +0.25Cu
PREN = %Cr + 3.3 %Mo + 16 %N
4.0 MECHANICAL PROPERTIES
To establish repeatability of the results we have tested three coupons in each weld metal. The tensile values of the different weld metals are presented in table 4. The synthetic weld metal ‘A’ has a value 807 MPa and %El: 30. Between the weld metals non synthetic weld metal has higher 826 MPa UTS and marginally less elongation percentage reported as 28. A closed look into observed hardness values shows that 20-23 RC. This implies that a higher proportion of ferrite does not necessarily mean a higher hardness. Therefore the phase balance with nitrogen equalizing the hardness.
Since both weld metals have good impact toughness properties, it was compared at two different temperatures namely +20o C & -30oC. The impact properties of both the weld metals were estimated and presented in table 4.
It is evident from presented values that the impact behaviour of the weld metals made with non synthetic is superior when compared to the other synthetic weld metal ‘A’. The inferior impact strength observed with weld metal produced with ‘A’ core wire attributed to its relatively higher ferrite content. Ferrite suffers from loss in toughness due its ductile – brittle transition behaviour. Another reason for loss in impact toughness in synthetic weld metal is to be ascribed to their inclusion content.
5.0 CORROSION PROPERTIES
The corrosion behaviour of both the weld metals in ‘HNO3 solution and FeCl3 solution are presented in table-5. In the case of ferric chloride test, it was tested at two temperatures namely 22oC & 50oC. In all these tests we have carried out the tests twice with two specimens and taken average of the values. From the table it is evident that non synthetic weld metal weight loss is very less.
This can be attributed to less percentage of carbon and inclusion content. ASTM 262A Practice-C results also show that the mpy (mils per year) value is less for Non synthetic electrodes as compared to Synthetic electrodes.
6.0 CONCLUSIONS:
(a) Both synthetic and non synthetic electrodes are meeting AWS: SFA 5.4: E2209 class requirements.
(b) Minor variations in the chemistry and micro-constituents in the weld metals seem to have little influence on the hardness and elongation.
(c) Strength and Sub zero Impact properties are superior in the case of non synthetic core wire weld metals.
(d) Good corrosion resistance observed with non synthetic core wire weld metals.
(e) Non synthetic core wire weld metals contain very less impurity level.
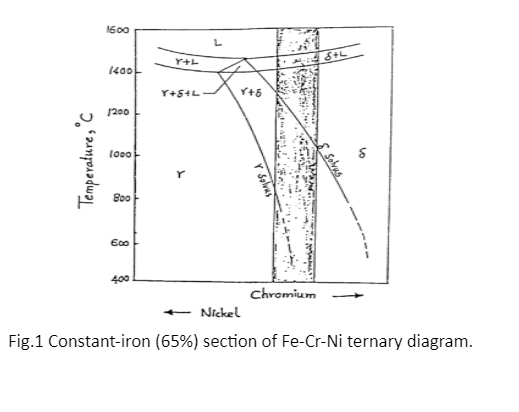
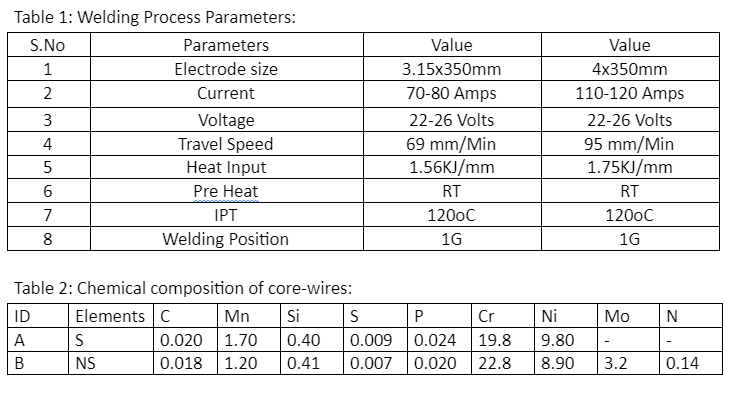

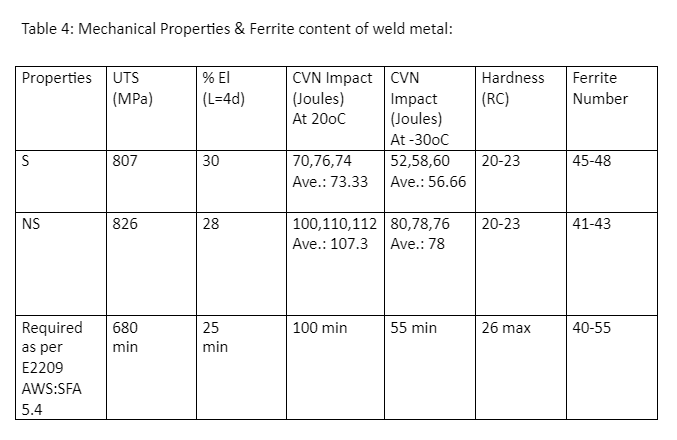

Flux Core Arc Welding is a popular welding process, it is a tubular wire that is filled with flux. The arc is initiated between the continuous wire and the base metal. The flux is filled in the core of the consumable, it melts during the welding process and shields the weld pool from atmospheric contamination. This welding process is very interesting because it generally provides good penetration into the base metal and is normally used in mild alloy steels, low alloy steels, stainless steels & high nickel alloys.

The Flux-cored arc welding process is further bifurcated into two self-shielded FCAW (without shielding gas) and gas shielded FCAW (with shielding gas). The difference between the two is due to different fluxing agents which are present in the consumables, which provide different benefits to the user. Usually, self-shielded FCAW is used for the outdoor welding process where the wind would blow away the shielding gas. The fluxing agents in self-shielded FCAW are designed to not only deoxidize the weld pool but also to allow for shielding of the weld pool and metal droplets from the atmosphere.
Flux-cored wire, welding can be performed in two ways first the carbon dioxide gas can be used with the flux to provide additional shielding and the flux core alone can provide all the shielding gas and slagging materials. In the process where the shield gas is used Co2 is most widely used because of its low costing and deep penetration. The direct current electrode positive (DCEP) is commonly employed as in the FCAW process. The process of welding through flux-cored arc welding is semi-automatic, here the feeders feed the wire consumable to maintain the continuity, and the arc length is adjusted by the power source. FCAW process is a combination of all excellent characteristics of shielded metal arc welding (SMAW/Stick welding) & gas metal arc welding (GMAW/MIG) because continuous wire provides high depositions and the flux helps in shielding the weldment as well as external gas is also used to do the same.
The Gas Metal Arc Welding process is where an arc is struck between the base metal and a continuously supplied consumable wire. Which provides filler metal for the weld and this process is one of the oldest ways to perform welding; it is basically performed on the non-ferrous metal. The Gas metal arc welding can open up the possibilities to weld all metal for which the consumables are available, initially, the process was mainly performed on aluminum and stainless steel with inert gas shielding.
The electrode is bare, containing no coating or core. The shielding, to protect the molten metal from reacting with constituents of the atmosphere, is supplied by an external gas, usually containing one or a mixture of the following: helium, argon, or carbon dioxide.
A major amount of fume can be generated when welding with this process. Most of the fume generated during the Gas Metal Arc Welding process is derived from the consumption of the electrode and not from the base metal.

This process can be performed in both semi-automatic and automatic. The basic equipment for a semi-automatic setup includes a wire feeder which helps in ensuring the consonant supply of voltage and speed, a supply of wire, a welding gun and a shielding gas cylinder. In automatic welding, it does not involve any human labor, aside from identifying when to begin.
The GMAW/MIG process has many advantages like it is an automated /semi-automated process, good for thin metals or for thick joints, flexibility (can weld in any position), cost-effectiveness with minimal waste.
That is why it is generally used for pipe welding/pipe joints, auto-industry, manufacturing, shipbuilding, railways, construction and also for underwater welding. To maintain a stable arc the appropriate amount of power is supplied by internal circuitry.
Welding is one of the
crucial steps in building our lives easier, several modern welding techniques
are available these days which are reliable and trust worthy. Back in the
ancient times when the early human civilization used to practice welding just
by fusing metals with small boxes of gold and was helpful to join metals with
pressure. It is not just centuries old, it even dates back to the Bronze and
Iron ages. The ancient Egyptians welded together small gold boxes with joints, and
this was considered welding. Welding is the process of joining metal parts
together to create an object.
The researchers further
developed new welding methods and gained a better understanding of welding
quality and welding properties. Robot welding became more common in industrial
environments, and development continued with the introduction of electron beam
welding in the late 1960s and 1970s.
Although these early forms
of welding were certainly not operated with the equipment used today, it is
likely that the original welders had to work at extremely high temperatures to
join metals, which may have led to some of the earliest examples of metal
fusion in the Bronze and Iron Ages. The technology developed further when
shielding gases were introduced into the industry to prevent oxygen-related
damage.
In the 1930s, further
modernisation enabled the welding of metals such as magnesium and aluminium.
Arc welding and automatic welding became known in the late 20th and early 21st
centuries with the invention of the first electric welding machines. The metal
melted at the electrode carries an additive metal that deposits the fillers in
the joint to produce the weld.
By the end of the 19th
century, the only welding method was forging, which used for centuries to
combine metals by heating & pounding, but there were rudimentary forms of
welding. Soon resistance welding followed, arc welding and oxyfuel welding were
the first processes to develop at the end of the century.
According to the National
Institute for Standards and Technology welding technology developed rapidly in
the 20th century, driven by the demand for reliable and cost-effective joining
methods.
However, tungsten arcwelding required an expensive shielding gas, which was only perfected in the
late 1950s and enabled the use of high-pressure, low-temperature, gas and metal
welding. Until 1957, there were three different types of flux arc welding, but
the most popular was established as a self-shielding wire electrode that could
be used at high temperatures, leading to greatly increased welding speeds.
Shielded metal arc welding was developed in the early 1960s using flux-coated
consumables. It quickly developed into one of the fastest and most
cost-effective welding method tries such as the automotive, aerospace and
aviation industries.
In the year 1890,
underwater welding was invented, which is still popular today, as well as the
use of electrode in many other applications.
After decades of
development, gas tungsten arc welding was finally perfected in 1941, and gas
metal arc welders followed suit, enabling the use of metal arcs for welding
without a welding rod, but requiring an expensive shielding gas.
After a decade of research
and development in the late 1930s and early 1940s, the gas-to-metal arc welding
system (also known as shielded metal welding or SMAW) was developed, using
consumer electrodes and atmospheric carbon dioxide as shielding gases. It
quickly developed into one of the most popular welding methods in manual
welding and formed the basis for many of today's high-tech welding
techniques.
Electrical current is used
to hit the base material of the consumable electrode rod, which is made of
steel and coated with a protective layer to protect the welding area from
oxidation and contamination by the CO 2 gas produced during the welding
process. However, welding times are quite slow, as consumables and electrodes
often have to be replaced and slag residues and flux have to chip off during
welding.
Thermite welding was
invented in 1893, and by that time the process of oxyfuel welding had become
established. Until the production of special electrodes, this process was
limited to welding iron materials.
Welding process came
across a long way and still a long way to go we have energy requirements for
welding which will reduce significantly with the development of smart material
and will help to lower the cost of welding.
Underwater Welding
Yes, you read the heading correct underwater welding, but how is it possible for water welders to weld underwater because in welding, electricity plays the major role and we all know that electricity and water can’t go hand in hand. Underwater welding process is undoubtedly a dangerous process, but with proper training and following safety rules, risks can be avoided. Underwater welding was invented in 1930s which is used for maintenance and repairing full or partial submerged marine structures. Now the underwater welding can be differentiated into two inland weldings where the work on dams, bridges & small seacraft is done and another one is offshore welding which is done on ships, undersea pipelines, underwater habitat, oil rigs, etc.
There are two types of underwater welding, the first one is dry welding and the other is wet welding. In dry welding the welders creates a seal first around the area where the welding process is going to take place, then the water is pushed out with the help of high-pressure pumps through hoses and the gaseous mixture of helium and oxygen takes the place. Then the right amount of pressure is created to prevent the chamber from decompression sickness after that the divers cum welders choose which welding method can be applied according to the size of chambers. There are few welding methods that are applied on dry welding which are dry spot welding, dry chamber welding, habitat welding, pressure welding, GTAW/TIG, GMAW/MIG and plasma arc welding.
Wet welding as it is clear by its name that water is going involved in this process, but what about the current? As a reader you must be thinking that how the divers don’t get an electric shock, here a layer of gaseous bubbles are generated when the arc melts the flux, this layer shields the weld and prevents electricity from being conducted beyond itself. These bubbles secure the welding area and can disturb the weld pool if the diver cum welder is not careful. Direct current (DC) is a popular way to weld. For underwater welding, it is considered safe as compared to alternating current. SMAW is the common welding method applied in wet welding but flux-cored arc welding (FCAW) and friction welding are also employed for underwater welding.
Choosing the correct shield gas is an important part, it plays a huge role in the welding process. The shielding gas not only protects the weld from getting contaminated from oxygen, nitrogen, or oxygen but can also affect the size, shape, fusion, speed, spatter and porosity too. In order to achieve strong, tough and corrosion-proof weld the welder should be well aware of the science behind that.

The welder needs to identify his/her goals in respect to get the better result, because no shielding gas exist which can fit in all type of welding, to choose the correct shield gas one should look into: the cost of gas, the base metal, the weld transfer process, penetration & post weld cleans ups, finished weld properties and the productivity goals.
For the Metal Inert Gas welding process, the mixture of CO2 and argon is an excellent choice, it also helps in welding thin automotive parts such as exhausts using solid wire. A mix of 2.5% carbon dioxide and argon which gives a good wetting action, produces a smooth weld with minimal spatter & low surface oxidation with relatively low fusion.
For the pipework and paneling for components ranging from 3mm to 12mm which requires high integrity welds should consider argon, helium and CO2 mixture. It produces weld with low-temperature toughness values, low levels of porosity, high penetrations and excellent corrosion resistance.
Here while choosing the correct shielding gas one should consider safety as a priority too because the welder is going to deal with high-pressure cylinders. It is important to purchase or rent shielding gases from a reputable company that can give an assurance that following strict standards are met and the gas cylinder complies with the regulations.
There is a saying that one cannot use the same approach to get different results, this phrase suits correctly the welding process, there are different welding methods like SMAW, GTAW, MIG, SAW, etc and for these different methods, we cannot use the same wire/electrode.
Many fabricators/ welders ignore the efficiencies which can be achieved by changing of consumable or process. Several points came into observation, one of which is while asking fabricators why they are using a particular consumable on different material, the response was “It is the only way we know and it is going great for us”, even though another way might allow significant improvement.

Let’s deep dive into the factors which is important to look into while choosing the right consumable:
Properties of the Base Metal: This is the first point that leads the welder to choose the exact welding consumable of need. Here you need to check the composition of the base metal and similar to that you need to match the electrode/wire to that.
Tensile strength: In the second point the welder needs to match the minimum tensile strength of the consumable to the tensile strength of the work piece. For ex: if there is an electrode of E6013, given 60 indicates that the filler metal produces a weld bead with a minimum tensile strength of 60000 PSI which will work better with the steel of similar strength.
Welding current: In the third point you need to check that the electrode is compatible with which kind of power source, some electrodes are only compatible with AC or only with DC or with both. To know this you need to refer to the AWS classification where the 4th digit is referred to and represents the type of coating and welding current. Base Metal thickness, shape, and joint fit-up.
Welding position: this information is printed on the AWS classification, for example, E6013, here the 1 stands for the welding position. The 1 stands for the flat, horizontal, vertical, and overhead positions, and if 2 is printed it means it can weld only flat and horizontally.
Environmental conditions: Here the welder should remove the excessive mill sclare, rust, moisture, grease and paint to prevent porosity and increase the travel speed.
The welding process helps in joining two metal pieces together that can last for decades, in short making the welds stronger that can withstand the highest to lowest temperatures & in any harsh conditions. But there are some points which a welder needs to take into consideration is the storage of the welding equipment and welding consumables, let’s discuss that in detail.
Taking proper care of welding electrodes: In the SMAW welding process, electrodes plays a crucial role. It is important to take care of them as we use the same machine to perform SMAW welding but different electrodes for various types of metals, applications, etc. Electrodes should always be kept in a dry and ventilated place, to prevent them from moisture which can condense it and welding rods should be stored in a dry place only. Ideally, the electrodes or welding consumables should be kept above 10 degrees Celsius then the room temperature.
The original packaging of D&H Sécheron ensures that the consumables storage time should have a maximum shelf life. This statement is made because some consumables range is sealed packs which rule out the need for drying, however, if necessary the electrodes must be redried for the products which are not vacuum sealed according to the guidelines mentioned in our product specifications.
Taking care of welding machinery is important because it can cost up to lakhs of rupees to avoid any unfavorable situations few measures can be taken like, lubricating the bearing & every movable part of machines, checking the brushes for wear, welding electrode holders should be checked regularly, checking bearings for overheating, checking all electrical connections for any faults, etc.
By following these precautions welders can maintain the welding equipment and tools to make the best use of consumables. Which will help the welders to grow more customer base by providing quality welds and can give more boost to the industry.
Flux is an important agent in most welding consumables, it is a coating outside and sometimes inside of welding consumables that helps in promoting the fusion of metals during the welding process. It is a chemical purifying agent that helps to join the workpiece. The main purpose of the flux is to prevent the welded area from getting oxidized. Different ingredients are used to make flux, it can differ from process to process and manufacturer to manufacturer. Materials that are generally used to make flux consist of Zinc chloride, Ammonium chloride, Hydrochloric acid, Borax, etc. One can add extra alloying elements etc through flux.

During the welding process when the arc is generated flux keeps the atmospheric gases away from the molten pool, flux does this by generating CO2 gas at the same time when the arc is formed. Flux keeps oxygen, nitrogen, and moisture away from the weldment, without flux the welded area will contain porosity due to oxidation and can get brittle which can lead to hazards.
Flux has the ability to clean the metal surface & remove the impurities, it forms a protective layer of slag which helps in giving shapes to the weld, flux reduces the surface tension of the molten pool, flux helps in increasing mechanical properties by infusing alloys and help to join the base metal with filler metal which provides the strength.

Flux is an agent that helps the metal to get prepared for the welding, once the welding process is done and the metal/workpiece has cooled down the excess flux can be easily removed with the help of a brush. Sometimes warm water is also used to remove the slag. The remaining layer will give extra protection to the weld from getting oxidized or to get rusted. Hence, flux is a very important and inseparable part of the welding process, even in some of the gas welding processes the flux coated wire is used for the basic protection.
In the 21st century, we have many industries located in India and in most of them we can find welding machines & equipment. It is very necessary to do proper maintenance of machinery to give a long life, for example, if we assume the human body as machinery, we take proper care by eating food on time, doing exercise and taking work from it.

If we don’t take care of the body; like if we take only work from it, do not eat healthy food and don’t stretch the muscles then it can result in fatigue and lead to an unhealthy life.
Let’s look into some of the tips for maintenance and care of welding machine:
Need to lubricate the bearings and the other moving parts if using the DC generator.
Need to check the brushes for wear regularly.
Ground connections, welding cables, and electrode holder should always be checked properly before the process.
Bearings should never get overheated, if that is the case they should immediately be replaced.
Springs and Brushes should be checked on a weekly basis.
Blow out the transformers with low-pressure blowers on a monthly basis to a quarterly basis.
Transformers supporting bolts and loose electrical joints should be tightened properly.
Ventilation fans should be kept clean.
The condenser should get checked once in a quarter.
All electrical connections should be checked for any defects.
Inspect gas piping.
The hosepipe, pressure regulator and flash arrestor should be checked on a daily basis.
Avoid using lubricants in regulators in any way to connect the cylinder.
Most import thing, prior to welding make habit to check the Welding Cable along with the earthing cable to avoid any accident.
Shielded metal arc welding or stick welding is one of the oldest forms of fabrication and still it is in use. It was developed in the 19th century when industrialization was taking place in Europe and America. It is one of the most cost-efficient and successful types of welding. In this article we are going to present some interesting facts about the shielded metal arc welding process which are mentioned below:
- Cost-effective & simple process: Shielded metal arc welding process is highly versatile as it works on different kinds of applications. Stick welding machines work on both alternating current as well as direct current (AC/DC) it all depends upon the welding consumables requirement. The reason for calling the shielded metal arc welding process simple is because all welders get the education about it, in the first stage only hence it makes stick welding a cost-effective & simple process.
- Adaptability on most of the welding positions: Shielded metal arc welding provides flexibility to weld on different positions such as flat positions, horizontal positions, vertical positions, and overhead positions which makes stick welding highly adaptable.
- Ability to generate flux itself: In stick welding, the electrodes which are consumed by the is able to generate their own flux which helps in preventing the weld pool from getting oxidized or getting contaminated from the external environment.
- Portability: Stick welding technology is getting upgraded day by day, the new inverter technology is small as compared to the previous machine or any other welding machine so due to which portability became an automatic feature for the shielded metal arc welding process.
- Low sensitivity to the wind: Stick welding process has a low sensitivity to wind and drafts as compared to any other welding process which enables a high penetration rate with quality welds.
The welding process requires different kinds of filler materials, it can be an electrode or a wire, their properties can differ according to the base metal requirements or according to the process, and these wire and electrodes are known as welding consumables.
At D&H Secheron we offer different kinds of welding consumables for different kinds of metals and for the different welding processes. Let’s talk according to the process:
Shielded metal arc welding (SMAW/Stick welding): stick welding/SMAW is one of the oldest and famous welding as it allows to weld on different kind of metals like mild steel electrodes, medium and high tensile steel, electrodes for weathering steel, electrodes for low-temperature service, electrodes for creep resisting steels, stainless steel electrodes, electrodes for galvanising baths, hard-facing electrodes, electrodes for nickels and it’s alloys and cast iron electrodes. The electrodes which are manufactured under this process contain flux which helps to protect weldment from getting oxidized.
Gas metal arc welding (GMAW/MIG): This process requires a piece of deep knowledge about which shield gases, for which metal work which gas is required at D&H Secheron we have a section for Gas metal arc welding/MIG where we offer Solid wire consumables which help in giving stable arc, smooth welding performance and deposits radiographic quality welds. It is suitable for welding tubes and pipes for matching compositions in power plants, refineries, petrochemicals, fertilizers, etc. Mostly argon and argon mix shield gas are used for the process.
Flux-cored arc welding: Flux-cored wires are a kind of consumables where the flux is filled inside the wire, this welding process is a semi-automatic process, the wire for the process is designed with fast freezing slag characteristics and good slag detachability. D&H Secheron provides a different variety of wires like low alloy steel wire, mild steel wires, stainless steel wire, hard facing wire, and metal-cored wire.
Gas Tungsten Arc welding: GTAW/TIG process requires deep knowledge because it is the most difficult welding process, the wires are suitable to welding of penstock pipeline, earth moving equipment’s, etc. D&H Secheron offers consumables for low alloy steels, mild steels, stainless steels, and nickel & its alloys.
When we hear the word bridge it is not just only about connecting two ends, it also ensures the development and stability of the journey. There are more than hundreds and thousands of newly developed bridges in India which carry loads of many cars, heavy trucks & buses daily, so it becomes very important to give that the bridges should be joined properly and all the materials from which it is going to be made should be the best.
There are two methods through which bridges are joined: one is Bolting and another is Welding. Bolted joints can join two parts together but everything depends on the strength of the bolt and its thread. Welding is a more preferred way for bridge-building because the joints consist of fusing two different types of elements with extreme heat and pressure. There are several ways and methods to join two metal pieces of bridges together like if we talk about the processes shielded metal arc welding (SMAW), gas metal arc welding (GMAW/MIG), flux-cored arc welding (FCAW), gas tungsten arc welding (GTAW/TIG) and submerged arc welding (SAW) can be used. If we talk about the positions of welding like tee, lap, edge, butt, and corner positions are generally used for bridge building.
If we compare the cost of bolted joints and welded joints we come to know that the bolted joints process is cheaper than the welding process because the manufacturing of the bolts are cheaper and in the welding process, it cost of filler material or consumables may vary according to the type of metal they need to work upon. But if we compare them based on performance, welded joints are the best option because it provides more strength and we cannot take the risks when we talk about the lives and loads which are going to travel on the bridges.
While talking about the joint flexibility, the welding process gives more flexibility because two metal pieces can be fabricated together with filler metal which gives more strength as compared to the bolt joints where the level of flexibility is also good but due to limited applications, it restricts to give extra safety to the bridge.
Recent Developments in SMAW Consumables and Future Challenges
1.0 INTRODUCTION
The Manual Metal Arc Welding process continues to dominate the industry and is still being widely used by the fabricators, even though the percentage of weld metal deposited by this process is declining and is slowly being replaced by the automatic and semi automatic welding processes.
The welding electrode industry in India which produced its first electrode in the year 1943 has grown and advanced both in terms of size as well as technologically. The growth and technological achievements were too rapid, that within a short span several indigenous electrodes replaced the imported ones thus conserving a sizeable amount of foreign exchange on one hand and making it easier for the fabricators to fabricate new and sophisticated jobs on the other hand without having to depend on the imported electrodes.
It can be said with certainty that the electrode manufacturers in India have always been enthusiastic and had the spirit to face the challenge of the fabricators in developing and standardizing new consumables.
Thanks to the constant support of the fabricators, the challenges continue to flow to the consumable manufacturers and the developments of new consumables and achievements are seen frequently in this field.
The SMAW process as said earlier is widely used for the fabrication of a variety of materials right from carbon steels to Ni & Ni base alloys. The following pages detail briefly the recent developments in the SMAW consumables and the challenges of the future.
2.0 LOW HYDROGEN ELECTRODES
It is worth observing that the common mild steel low hydrogen electrodes like E-7016, E-7018 & E7018-1 were developed and introduced as early 1962 and since then these electrodes have been used by the fabricators in fabricating several critical components with extremely satisfactory results.
Therefore, recent development in these types is introduction of moisture resistant electrodes with vacuum packing. All these types are well received by the customers and understood its advantages.
Some of the typical requirements to be met in this class are shown in table-1.
2.1 CONSUMABLES FOR OFF-SHORE APPLICATIONS
Indian manufacturers responded quickly to the off-shore requirements with suitable consumables. Meeting AWS Specification alone is not sufficient, since the customers/consultants specifications vary widely and are more stringent. It has to meet stringent requirements of HIC & SSCC tests as per NACE standards.
All these consumables developments are a classic example of the close co-ordination between the user and inspection and manufacturing agencies and the higher technological standards attained by the Indian electrode manufacturers.
Some of the latest customer requirements are shown in the Table-2.
3.0 LOW ALLOY STEEL ELECTRODES
The increasing use of low alloy steel material for high temperature, low temperature and high tensile service and the continuous development of new steel, with specifically enhanced properties have led to the development of several new types of electrodes.
A reference to the AWS SFA 5.5-1996 and 2006 will reveal that 27 new consumables were introduced and it clearly speak of the rapid pace of standardization of low alloy steel electrodes. Apart from the standard type electrodes there are now a host of low alloy steel electrodes which are tailor-made to suit the specific composition and mechanical property requirements.
Some of the significant developments are shown in Tables-3 to 7
4.0 STAINLESS STEEL
As we know that the hydro-turbine runners are made up of SS-410 Ni Mo type martensitic stainless steel [13% Cr, 4% Ni and 0.5 % Mo] castings. Welding is used for the assembly and repair of casting defects. Suitable consumables are developed by Indian manufacturers to meet stringent requirements of hardness and toughness. These consumables are specified even for repair of worn out runners because of
(a) The erosive action of water flow
(b) The abrasion of solid particles in the moving water with themetallic surface.
(c) The corrosive action of water.
The details of the party’s requirements are shown in Table-8
4.1 DUPLEX STAINLESS STEEL
The demand of Duplex stainless steels is increasing day by day for their applications in Oil and Gas fields; Chemical and Processing; and Paper and Pulp industries because of their increased strength and improved corrosion resistance which are not readily attainable by conventional single phase ferritic or austenitic stainless steels. Indigenous products are not only standardized to meet AWS requirements but also it was fine tuned to meet specific requirements.
Some of the customer requirements are shown below:
Special Requirements apart from AWS class are shown below
-
Ferrite : 30 to 55 FN
-
Hardness: [Weld] : 300 HV10
-
CVN Impact : at +20oC 45 Joules Min & at -40oC 35 Joules Min
-
SSCC : at 24oC with 350 N/mm2 stress
: at 90oC with 325 N/mm2 stress & 16 bars partial pressure
-
Test Criteria : Test sample failure at or after 720 Hrs.
-
PREN No. > 35 (PREN No. %Cr + 3.3(%Mo) + 16(%N)
5.0 Ni AND Ni BASE ALLOYS
In the past because of non-availability of suitable wires Indian manufacturers used to produce Inconel types with Ni wires and it has got its own disadvantages. But all these consumables are fully tested and standardized to meet stringent requirements even at -196oC impact and lateral expansion. One of the typical customer specifications is shown in Table-9
6.0 PACKING OF ELECTRODES
Electrode packing has always been one of the popularly discussed subjects whenever an electrode manufacturer meets a fabricator. Damaged cartons, torn off polyethylene bags create problems in the use of the electrodes and their quality deteriorates, especially when they are to be stored for quite some time in that condition before they are used.
To a great extent these problems have been overcame by the leading electrode manufacturers who had to carry out a lot of modifications and experiments before arriving at a solution.
The electrodes are now supplied with LDPE, HDPE & vacuum packing to ensure that the electrodes reach the user in good condition. Suitable polyethylene covers inside and outside the carton and outside the shrink wrapping of box ensures the quality of electrodes.
i. Sophisticated vacuum pack machines are being used to meet stringent vacuum pack requirements and increase productivity.
ii. The pouches, which are used, have got three layers. (PP layers minimum 12 micron, Aluminium foil layers minimum 12 micron, polythene layer 98-110 micron.)
iii. Once the vacuum pack sealing is over, the cartons are checked for any leakage and clear for further packing.
For proper identification and traceability even they are supplied in different colours.
7.0 FUTUTRE CHALLENGES
The Indian electrode manufacturers having faced several challenges in the past with the development and marketing of several electrodes look at the future which has several challenges of a mixed nature. The higher productivity at economical cost does not permit the use of SMAW in many cases.
Facing these retarding forces and increasing stringency of quality requirements from customers, the Indian electrode manufacturers’ step into future. There is a lot to be done both technologically in terms of development of new types as well as commercially with a view to reach customer at an economical cost.
There are so many manufacturing units who are producing popularly known as E-6013 types. While on one hand, the technological advancement and the increasing number of manufacturing units is a welcome sign on the other hand there are several associated problems related to quality.
Therefore is the importance of making ISI certification [BIS License]. Efforts should be made to see that all the plants including those of the small scale units are certified by ISI.
7.2 Low fume electrodes
The effect of welding fumes on the welder and environment has been discussed at length in various seminars. Efforts have been made by the electrode manufacturers in reducing the fumes to a low level and many of the common types of electrodes are now formulated in order to produce minimum fumes.
On this subject it will be relevant to highlight the importance of other facilities like good ventilation, de-fuming/de-smoking apparatus etc. for providing a healthy environment to the welder. The formation and the activities of the OHS, Trichy are a welcome one in this direction.
7.3 Nil Ductility transition temperature data
Proper data to be generated for the consumables especially low hydrogen carbon steel & low alloy types even though still CVN toughness is still continuing. This data is required by off-shore drilling platforms, some of the nuclear components etc.
7.4 Creep Data
It has become essential to develop creep rupture data for the recent developmental consumables to ascertain its suitability. Co-coordinated efforts between user and manufacturer are important to carry out these tests since it is a time consuming test.
7.5 Step Cooling Data
As we know the temper embrittlement needs to be studied for the weldment. Enough literature is available on this subject and procedures are established at both fabricators’ & consumable manufacturers’ end. There is a challenge for manufacturers to generate data and submit to the fabricators for consideration.
7.6 17-Class Stainless Steel Products
17 class electrodes is a modification of 16 class covering. 17 class produces spray arc and a finer rippled weld bead surface. The finish need not demand further machining. But it needs proper baking before use at 300oC for 1 hr to avoid starting porosity. This is another challenge at the users end.
Apart from development and improvement of SMAW consumables, it is equally important to educate how it is used at user’s end. It can be said with certainty that the successful development of an electrode and its acceptance can only be possible if it is used carefully at fabricators end.
7.7 Users’ support
The development and standardization of new and improved consumables is possible only with constant support of the users including consultants, inspection agencies etc. Unless the electrode manufacturers are given details of the requirement of the electrodes and also the feedback on the consumables developed, it will not be possible to develop suitable types.
The interest shown by the users in developing suitable indigenous consumables for their requirement has been excellent and thanks to their efforts which are responded by the electrode manufacturers who meet the challenge of developing suitable consumables. This coordinated effort must continue and Indian manufacturers should be given an opportunity and encouragement to develop suitable equivalents.
8.0 Conclusion
The SMAW consumables have been developed with a rapid pace which is primarily motivated by the development and use of new steels, improvement in quality standards, performance characteristics. Most of the applications are converted in to automation. With the increasing use of the automation higher productivity, the use of SMAW process is on the decline. The users also have to meet challenges in SMAW consumables in terms of their proper storage and use. A coordinated effort from the manufacturer as well as the users will go a long way in improving the standard, and achieving a better result.
TABLE-1: E7018-1 H4R with special requirements.
|
Element |
C |
Mn |
Si |
Ni |
Mo |
Cr |
V |
S |
P |
|
Wt. % |
0.15 Max |
1.60 Max |
0.75 Max |
0.30 Max |
0.30 Max |
0.20 Max |
0.08 Max |
0.02 Max |
0.02 Max |
Mn+Cr+Ni+Mo+V: 1.75 Max
Diffusible hydrogen: 4 ml/100gms of weld metal (Max)
Moisture: 0.3 as received or Conditioned
0.4 as exposed (27oC, 80 % RH & 9 Hours)
PWHT: SR at 600-640oC for 4 hrs
|
Property |
UTS (MPa) |
YS (MPa) |
% El (L=4d) |
CVN Impact Strength at minus 51oC (J) |
|
Range |
520 Min |
420 Min |
26.0 Min |
42 Min |
TABLE-2: Offshore requirements
|
Element |
C |
Mn |
Si |
Ni |
Cr+Mo |
Ni+Cu |
S |
P |
|
Wt. % |
0.15 Max |
1.40 Max |
0.75 Max |
0.20 Max |
0.50 Max |
0.50 Max |
0.012 Max |
0.015 Max |
|
Property |
UTS (MPa) |
YS (MPa) |
% El (L=4d) |
CVN Impact Strength at minus 51oC (J) |
|
Range |
490 Min |
400 Min |
22.0 |
27 Min (avg) |
HIC Test : CSR ≤ 0.009 & CLR ≤ 10.00
SSCC Test : At 72 % of YS
“Time to failure’ shall not be less than 720 hrs”
TABLE-3 : Special properties demanded by the fabricator
|
Element |
C |
Mn |
Si |
V |
Ni |
Mo |
Cr |
S |
P |
|
Wt. % |
0.18 Max |
1.3- 2.25 |
0.60Max |
0.05Max |
1.75-2.50 |
0.30-0.55 |
0.30-1.5 |
0.03 Max |
0.03 Max |
* Ti, Cb+Ta, Co : To report
Fe : Balance
Ti + Cb + Ta + Cu + Co : ≤ 0.25%
Diffusible hydrogen : 4ml/100 gms of weld metal
Preheat : 150oC
IPT : 250oC
PWHT : 552 ±10oC / 195 minutes
H/R : 55oC/ 1hr Max
C/R : 55oC/ 1hr Max
|
Property |
YS (MPa) |
UTS (MPa) |
%El (L=4d) |
CVN Impact -51oC |
CVN Impact -10oC |
|
Range |
745-830 |
830 Min |
18 |
27 J |
80 J |
Nil Ductility Transition Temperature
Specification: ASTM E208
Specimen Type: P1
Testing Temperature: -46oC to +20oC
Fracture toughness test as per: E1820
TABLE-4: WB-36 Material Composition and Its Properties
|
Element |
C |
Mn |
Si |
Cu |
Ni |
Mo |
Cr |
|
Wt. % |
0.17 Max |
0.8-1.2 |
0.25-0.50 |
0.50-0.80 |
1.00-1.30 |
0.25-0.50 |
0.30Max |
|
Nb |
Al |
S |
P |
|
0.015- 0.045 |
0.05 Max |
0.02 Max |
0.025 Max |
|
Property |
YS (MPa) |
UTS (MPa) |
%El (L=5D) |
|
Range |
440 Min |
610-780 |
19 Min. |
TABLE-5: P-91 consumable specification
|
Element |
C |
Mn |
Si |
P |
S |
Cr |
Ni |
Mo |
|
Wt. % |
0.08- 0.13 |
1.20 Max |
0.30 Max |
0.01 Max |
0.01 Max |
8.0- 10.5 |
0.80 Max |
0.85- 1.20 |
|
V |
Nb |
N |
Al |
Cu |
|
0.15-0. 30 |
0.02-0.10 |
0.02-0.07 |
0.04 Max |
0.25 Max |
PWHT: 760oC for 2 hours
|
Property |
UTS (MPa) |
YS (MPa) % |
El (L=4d) |
|
Range |
620 Min |
530 Min |
17 Min |
TABLE-6: P-92
|
Element |
C |
Mn |
Si |
P |
S |
Cr |
Ni |
Mo |
|
% |
0.10- 0.14 |
0.90- 1.20 |
0.20- 0.50 |
0.02 Max |
0.01 Max |
9.0- 11.0 |
0.4- 0.8 |
0.95- 1.05 |
|
V |
Nb |
N |
W |
Al |
|
0.18-0.25 |
0.05-0.08 |
0.04-0.06 |
0.95-1.05 |
0.02 Max |
PWHT: 760oC for 2 hours
|
Property |
UTS (MPa) |
YS (MPa) |
% El (L=4d) |
CVN Impact at RT |
|
Range |
650-850 |
520 Min |
15 Min |
27J Min |
Table-7: Special Properties Specified By One Of The Customer
|
Element |
C |
Mn |
Si |
Mo |
Cr |
V |
S |
P |
|
Wt. % |
0.10- 0.15 |
1.0 Max |
0.5 Max |
0.9- 1.3 |
1.0 - 1.5 |
0.2 - 0.3 |
0.02 Max |
0.02 Max |
Heat treatment: SR at 690oC for 3 hrs
Normalizing at 940oC & Tempering at 720oC
|
Property |
YS (MPa) |
UTS (MPa) |
%El (L=4d) |
CVN Impact At +20oC (in J) |
|
Value |
529 Min |
618 Min |
16 |
27 Min |
TABLE-8: 410NiMO (MSS Consumable requirements)
|
Element |
C |
Mn |
Si |
Ni |
Mo |
Cr |
S |
P |
|
Wt. % |
0.05 Max |
0.6 - 0.9 |
0.6 Max |
3.8- 5.5 |
0.40- 0.60 |
11.5- 14.0 |
0.03 Max |
0.03 Max |
Heat treatment: SR at 600oC for 3 hrs
|
Property |
YS (0.2% offset) |
UTS (MPa) |
%El (L=4d) |
CVN Impact +20oC |
CVN Impact 0oC |
|
Value |
590 Min |
790 Min |
14 |
50 J |
45 J |
TABLE-9: INCONEL 182
Base metal: SA 387 Gr 11 Cl 1 + SA 240-410S
Application: Weld overlay and clad restoration
Preheat: 150oC Min
IPT: 315oC Max
PWHT CYCLE
Rate of heating: 75oC Max for 1 hr
Rate of cooling: 95oC Max for 1 hr
Holding temperature: 705oC Min
Holding time: 145 minutes Max
CVN at 0oC: 60 J Min (avg)
Min acceptable for one specimen: 50 J
Hardness: 241 BHN Max
Chromium Content: 13.5% Min
All other properties are as per ENiCrFe-3 classification
Submerged Arc welding is an alluring process to weld on large surfaces like pipes, vessels and heavier wall thickness components in general. It is a common arc welding process that involves the formation of an arc between a continuously fed wire and the work piece.
The Submerged Arc Welding process is different from other arc welding processes because here the arc is not visible; it is covered by the blanket of powdered flux granules. The flux granules have compounds like lime, silica, manganese oxide, calcium fluoride, etc.

In this process, the pressure is not used and filler metal is obtained from bare wire that is continuously fed through the blanket of flux, once the flux is melted by the heat of the arc it becomes highly conductive. Hence it generates a protective gas shield and slag, which protects the weld zone from contamination, which helps in reducing the cooling rate and helping to shape the weld contour.
The process is limited to a horizontal-fillet welding position, but with a high deposition rate. This welding process is usually applied to carbon steels, low alloy steels, stainless steel and nickel-based alloys. Deep weld penetration and thick materials can be welded through this process.
The SAW process is normally operated with a single wire using either AC or DC current, there are no. variants including the use of two or more wires called as TANDEM , adding chopped wire to the joint prior to welding and then use of metal powered additions.
The Submerged Arc Welding process has a high deposition rate to be precise 45kgs/hr. A very low amount of smoke is visible in the process, no edge training is required under this process, the process can be performed indoor/outdoor and no weld sprinkles erupts as it is submerged within the flux. This type of welding is generally used heavy thickness long seam welding.
A Study On Temper Embrittlement Sensitivity In 1.25Cr - 0.5Mo Weld Metal
1. Introduction
Cr-Mo steels are considered as a candidate structural material for critical applications in petrochemical, power plants and nuclear industries etc. Mostly the fabrication of the components such as Boilers, Heaters, Heat exchangers, Reactors, Steam generators and hydro crackers component involves welding.
Various welding consumables with specified compositions are being used for welding purposes. However, the electrode should meet the requirements when it comes to specific applications. For example, when temper embrittlement criteria have to be achieved for fabricating creep resistant steel components, the control over the (Mn + Si) and strict control on impurity elements in the weld metal is very important to avoid temper embrittlement. The established temperature ranges for performing tempering treatments of these steels are around 370 – 550°C, where they are prone to temper embrittlement due to the segregation of tramp elements present in weld metal. In view of this, few batches were produced with High purity MS wires and alloyed core wires with different flux formulations having very less amount of tramp elements and taken up for temper embrittlement sensitivity studies.
These electrodes are designed in such a way to perform sufficient usability in all conventional welding positions. The weld assemblies with optimized joint design have been prepared by SMAW process and subsequently evaluated for metallurgical and mechanical properties to ascertain temper embrittlement phenomena. The details of the results and analysis of weld specimens subjected to temper embrittlement are systematically presented in this paper.
The specification of SMAW E8018-B2 class consumables required to meet the temper embrittlement criteria is listed in Table 1. This table specifies the composition of the electrode to be attained, post weld heat treatment details of the weld, tensile Strength at room temperature and at elevated temperatures, temper embrittlement screening test, acceptance criteria using charpy energy etc.

2. Experimental Procedure
The developmental work aiming at achieving high performance weld to meet the requirement of high temperature strength and low temperature toughness after step cooling treatment is described in the following paragraphs.
2.1 Chemical Composition
Several trials have been taken and established the weld metal chemistry to improve the resistance to Temper Embrittlement phenomenon. Over and above AWS class requirements, tramp elements are restricted to a very low level and further reduce the Mn & Si content of the weld metal. The weld metal composition meeting the requirement is confirmed by optical emission spectroscopy. The all weld test coupons were prepared by these electrodes. These test coupons are taken up for characterization and mechanical propertyevaluations. The optimized chemical composition of the weld metal is listed in Table 2.

2.2 Preparation of Test Coupons
A small section of dimension 300×170× 20mm machined from IS 2062 material is used as a base material for joining purpose. A single V groove having 10 degree bevel angle and 16 mm root gap distance is made on the base plate. The V joint is supported with a backing strip made of mild steel having dimension 325x40×8 mm. A total of 7 layers have been made with this SMAW electrode to join the base metal. In order to avoid dilution, buttering is also made before welding. Since the material property is extremely sensitive to the welding parameters such as heat input, preheat, interpass temperatures, care has been taken to get good quality weld with enhanced properties by optimizing the welding parameters.
2.3 Dye Penetrant and Radiography Test
The weld deposits are analyzed with Dye penetration and X-ray radiography for the evaluation of any presence of crack and inclusions.
2.4 Post weld heat treatment
The details of the post weld heat treatment subjected to the weld specimen are listed in Table 3.

This heat treatment consists of heating the as-welded specimens that are equilibrated at 400°C to 690°C at a heating rate of 30° C / min and holding at 690°C for 2.30 h and 16 hours. This is followed by cooling at 40° C / min. The weld specimen subjected to 2.30 h holding time is termed as minimum predicted post weld heat treatment (MPHT) whereas the one held for 16 h is termed as maximum attainable post weld heat treatment (MAHT). This type of special heat treatment is normally suggested by the customers to ascertain its suitability. However if customers do not mention, it is welding consumable supplier responsibility to achieve the requirement by their technology. Since the heat treatment details are already mentioned, we have not undertaken any trial and error heat treatment procedures to fix this MPHT and MAHT schedules.
2.4.1 Step Cooling
The step cooling heat treatment is generally performed to investigate the embrittlement phenomena. The typical step cooling treatment adopted in this present study to investigate the sensitivity of weld specimen to temper embrittlement is shown in Fig. 1. The screening test has been conducted in a well calibrated high quality box furnace having PID controlled heating (1– 120°h-1 ) / cooling (1 – 60° h-1) schedule and holding options. The temperature accuracy of the furnace is about ± 1°C. The screening test is also frequently monitored every hour for any unavoidable errors due to power shut down etc.

2.5 Metallography Studies
The optical studies have been carried out using AXIOVERT 100A Optical microscope. Metallographic specimens have been prepared by adopting standard method of polishing procedures using various grades of emery sheets and cloth impregnated with fine alumina particles. This is followed by cleaning with distilled water and methanol. The etchant used for observing the microstructure is made of aqueous solution containing 2% Nitric Acid (Nital).
2.6 Tensile Studies
The tensile property of the weld specimen is analyzed using AMSLER Universal Tensile Testing Machine with a load capacity of 200 kN. The tensile measurements have been conducted at room temperature (RT) and at 454 deg C respectively. For tensile testing, the round specimens of diameter 12.5 mm and guage length 50 mm is prepared as per the ASTM standard A370 and E21. The tensile data of the weld specimens are analyzed to estimate the yield strength (YS), ultimate tensile strength (UTS), total elongation (et) and reduction in area.
2.7 Charpy Impact Testing
For charpy impact testing, the specimens used are cut across the welded joints having dimensions of 10×10×55 mm and type V- notched, with 2mm of depth. The charpy transition curves are obtained from room temperature to sub-zero temperatures. The charpy impact test is accomplished in compliance to ASTM E23 standard to determine the ductile to brittle transition temperature.

In Fig. 2, the optical micrograph of weld Specimens taken at 500 X, that are subjected to MPHT, MAHT, MPHT+SC and MAHT+SC for evaluating the temper embrittlement phenomena are shown. The acicular ferrite structure is clearly revealed from these micrographs and its presence seems to correlate with improved toughness in the weld. In addition to acicular ferrite, random formation of pearlite is also noticed in the micrographs. A thin black film is also noticed between the interfaces of acicular ferrite, which may be due to presence of both pearlite and precipitates. With subsequent step cooling treatment the coarsening of the acicular ferrite with carbides are also evident from the figure. In general, the microstructure of the 1.25Cr-0.5Mo alloy depends on the composition and cooling rate employed.
It may be of ferrite + pearlite type, ferrite + pearlite + bainite type or ferrite + bainite type. The effect of microstructure on the temper embrittlement phenomenon is well studied and is an essential factor in determining the temper embrittlement resistance. Under service conditions, gradual changes in the performance of these components occur due to the influence of temperature / stress which determines its life time. In other words, the attainment of the equilibrium microstructure takes place slowly by various processes such as
(i) Decomposition of ferrite/pearlite areas or errite/bainite areas
(ii) Chemical segregation of impurities to interfaces and grain boundaries
(iii) Formation of various precipitates
(iv) Changes in chemical composition.

Hence the microstructural stability at elevated temperatures determines the component’s life time; the knowledge about the role of initial microstructures on the microstructural stability is also an important factor. Among these various degradation processes, the segregation of impurities to grain boundaries which introduces temper embrittlement has been considered as a main factor responsible for the loss of toughness and premature failure of the components. The segregation of impure elements (phosphorus, antimony and tin) to grain boundaries considerably weakens the grain boundary leading to premature failure of the components. To predict the lifetime of the components of particular industrial relevance, some established simulation treatments (accelerated degradation) are subjected known as accelerated embrittlement tests. For carrying out accelerated embrittlement test, the step cooling treatment has been devised by American Petroleum Institute. This heat treatment operation is said to be equivalent to approximately 100 000 h of isothermal aging. This is explained as follows,
3.2 Accelerated Temper Embrittlement
Test: The accelerated temper embrittlement test has been conducted by subjecting the MPHT and MAHT weld specimens to step cooling treatment mentioned in section 2.4.1. After carrying out the step cooling treatment, all the heat treated weld specimens (MPHT, MAHT, MPHT+SC, MAHT+SC) have been subjected to Charpy Impact Test. The purpose of carrying out charpy testing is to establish the fracture toughness of this material after optimum heat treatment and after an embrittlement heat treatment cycle. Because this may give an idea about the material behavior before itself about the performance of the material after the long-term service.
In Fig 3, the charpy energy curve generated for the MPHT and MPHT + step cooled weld specimens with respect to various sub-zero temperatures is shown. Similarly the charpy curve generated for MAHT and MAHT + step cooled weld specimens is shown in Fig 4.

In general, the charpy energy curve consists of three regions namely, the upper shelf region, lower shelf region and transition region. The fracture mode is ductile for upper shelf region whereas brittle for lower shelf region. The transition zone is supposed to have both ductile and brittle behavior. Considering Fig 3 and Fig 4, the MAHT + step cooled specimen energy curve is lower than the simple MAHT specimen curve. The toughness reduction is attributed due to the segregation of impurities to grain boundaries after a long term treatment. The difference or shift in the temperature between the step cooled and un-step cooled specimen at a particular energy value is used to derive the acceptance criteria for a particular application. In Table 4, the details of the toughness values of the heat treated specimens are listed.
CvTr54 + 2.5 ΔCv Tr54sc < 10 °C (1) Where CvTr54 is the Charpy V-notch 54 J impact energy transition temperature of completely heat treated specimen without step cooling. ΔCvTr54sc is the shift in Charpy V-notch 54 J impact energy transition temperature of completely heat treated specimens after step cooling. Once the temperature corresponding to 54J is determined for step cooled and un- step cooled specimens, the values are substituted in expression and the resultant value is obtained. The value thus obtained should not exceed more than 10° C. If it exceeds by 10 degree after step cooling, it is categorized as not accepted. In the present study, the value obtained after subjecting MAHT and MPHT weld specimens to step cooling treatment is found to be -30 and -15.5°C respectively. Hence it is very safe for long term applications.

The details of the analysis results of temper embrittlement test are tabulated in Table 5. Referring to Table 1, the specification required for temper embrittlement susceptibility is fulfilled by the weld metal. Additionally, the tendency to embrittlement an also be predicted from the concentration of elements present in the material. The famous empirical expression used by Bruscato and Watanabe to predict embrittlement is given as X (ppm) = (10P+5Sb + 4Sn + As)/100 J-Factor = (Mn+Si) (P+Sn) ×104 The value of the Bruscato factor X indicates the sensitivity of steel to temper embrittlement. For a particular industrial relevance, the X-factor is suggested by fabricators. In general if the value is larger, the material is prone to temper embrittlement. As per requirements, the material should have a value < 12 ppm. Application of X factor expression for the present electrode yields X-factor of about 10.89 ppm. This value is lower than the specified value and this suggests that the electrode composition is strictly controlled and meeting the laid down specification. Similarly the J-factor value, calculated is found to be 107 and it is within the established temper embrittlement range 100-400.
3.3 Tensile Studies
In Fig 5, the tensile response of the MAHT weld specimen tested at 454°C under the application of load is portrayed. The tensile parameters such as ultimate tensile strength (MPa), yield strength (MPa), percentage elongation, reduction in area have been determined from this plot. The tensile parameters are listed in Table 1. In addition to this, the room temperature tensile parameters of the MPHT and MAHT specimen are also listed.


It is clear from Table 6 that the tensile strength of the weld and other tensile parameters are well above the specified limit of AWS: SFA 5.5 Section II, Part C and required specification. It is summarized as the E8018-B2 electrode has been developed successfully in-house for meeting temper embrittlement criteria. The optimization of the composition of welding consumable is made with appropriate core wire and flux formulations. The weld assembly made with the optimized electrode composition has been metallurgically examined. The as-welded structure is found to be of ferritic–pearlitic type. The accelerated temper embrittlement test conducted on the post weld heat treated weld specimens suggests that the developed welding consumable has superior resistance against temper embrittlement.
The tensile properties of the weld at room temperature and at 454°C are found to be well above the specified values & the hardness value (10 HRC) of MPHT specimen determined is found to be less than the specified limit, refer Table 1. The radiography and dye penetrant test ensures that the weld is free from inclusions and crack. The screening test has been repeated thrice to check the reproducibility of the developed weld against temper embrittlement and it is found that it meets the required criteria. As a result, the performance of the weld metal against temper embrittlement suggests that it is highly recommended for reactor component fabrication applications.
4. Conclusion
- To achieve the temper embrittlement susceptibility, the tramp elements have to be strictly controlled in addition to balancing of Mn and Si contents.
- Highly pure raw materials yielded the desired results.
- The indigenous products are made available in this present study for meeting X- factor, J-factor and step cooled cycle screening test for meeting temper embrittlement criteria.
- Core wire having similar composition of weld metal yielded good results.
Welding process is like an art, here the position of performing welding matters a lot, if the proper position is not followed then it can ruin the whole work piece. There are basically four types of welding positions: horizontal, vertical, flat and overhead. But further it is divided into six more categories 1G, 2G, 3G, 4G, 5G, 6G/6GR.

Let’s discuss these position in detail:
The G here stands for the Groove weld, it is a kind of weld which is made in the groove, it requires full penetration for laying strong weld.
1G welding position: In this position the metal piece is put right below the torch and is performed for butt groove as well as for fillet weld. 1G position is a flat welding position.
2G welding position: In this position the welder's body stays parallel to the metal piece while the welder welds the remaining from the front position. 2G is a horizontal position.
3G welding position: In this position the angle of the torch remains at 45 degrees and the welder used the metal from the lower part. 3G is a vertical position.
4G welding position: In this position one of the tough and complex positions, here the welders holds the torch from below the metal piece. Welders need to set proper parameters before welding, it is an overhead position.
5G welding position: In this position the welder needs to keep three ways in mind that the procedure starts from overhead then horizontal and finally the flat position. 5G position is generally used for pipe weldings.
6G/6GR welding position: In this position the filling metal flows downwards which creates difficulty. Here the welds are done in three different positions like horizontal, vertical and flat. This position is generally used for the pipelines.
The above mentioned positions are important to learn properly for welders to know before they go on-site.
You are reading it correct "underwater welding", but how is it possible to weld underwater because, while welding electricity is consumed and we all know that electricity and water can’t go hand in hand. Underwater welding is undoubtedly a dangerous process, but with proper training and following safety rules, the risks can be avoided.
Underwater welding was invented in the 1930s which is used for maintenance and repairing full or partial submerged marine structures. Now the underwater welding can be differentiated into two inland welding where the work on dams, bridges & small sea craft is done and another one is offshore welding which is done on ships, undersea pipelines, underwater habitat, oil rigs, etc.

There are two types of underwater welding one is dry welding and the other is wet welding, in dry welding welders creates a seal first around the area where the welding process is going to take place, then the water is pushed out with the help of high-pressure pumps through hoses and the gaseous mixture of helium and oxygen takes the place. Then the right amount of pressure is created to prevent the chamber from decompression sickness after that the divers cum welders choose which welding method can be applied according to the size of chambers.
There are few welding methods that are applied on dry welding which are dry spot welding, dry chamber welding, habitat welding, pressure welding, GTAW/TIG, GMAW/MIG and plasma arc welding. Wet welding as it is clear by its name that water is going involved in this process, but what about the current?
As a reader you must be thinking that how the divers don’t get an electric shock, here a layer of gaseous bubbles are generated when the arc melts the flux, this layer shields the weld and prevents electricity from being conducted beyond itself. These bubbles secure the welding area and can disturb the weld pool if the diver cum welder is not careful. Direct current (DC) is a popular way to weld. For underwater welding, it is considered safe as compared to alternating current. SMAW is the common welding method applied in wet welding but flux-cored arc welding (FCAW) and friction welding are also employed for underwater welding.
SELECTION OF WELDING CONSUMABLES FOR POWER PLANTS
1.0 INTRODUCTION
Our country's economic reforms are encouraging' investments in power generation, refineries, petrochemicals, telecommunications and information technology. Among these sectors the power sector as an industry provides very good scope for welding and allied activities, Over the years many sophisticated varieties of steels have come to play its part. Simultaneously welding methods have evolved to make the joining and fabrication of metals, because of which welding plays a very prominent role in the power plants.
Apart from structural and other fabrication, welding was also used for maintenance applications of various power generation and other allied equipment, In maintenance it is mostly used for hardfacing, reclamation and general repairs. Now reclamation has become an economic necessity to conserve expensive materials and to reduce inventories with the advent of modern welding technology, innovations in fabrication techniques and tailor made welding consumables suiting any welding requirements.
The SMAW process still contributes in large proportions in power plants even though general semi automatic and automatic processes are available today, since it has got certain typical advantages, which are well known to everyone.
This paper highlights the selection of electrodes for welding various materials. It also discusses the emerging materials to suit specific job requirements. This paper also highlights reclamation and maintenance applications of various jobs done by us at various power plants and standardized the products.
2.0 MATERIALS USED IN POWER PLANTS
Various standards like ASTM, ASME, AISI are available for selecting materials table-1 for various requirements. In general, the materials used in the power plants can be grouped broadly under the following heads.
a. Carbon Steels
b. Carbon - Molybdenum Steels
c. Chromium - Molybdenum Steels
d. Stainless Steels.
The electrodes for various grades in each group and the welding intricacies of these materials are discussed in the subsequent paragraphs.
3.0 CONSUMABLES FOR FABRICATION
Carbon steel forms a major group of materials used in power plants. The welding of mild steel rarely poses any problem. Normally rutile (or) basic coated electrodes are used. For one side welding applications like E6010 for root run and E6013 for subsequent welding are used and when thickness of the material increases, the low hydrogen type electrodes like E7018, E7016, E7018-1 are also used to get good ductility and sub zero impact strength. Some time even continuous consumables like ER70S6 and ER70S2 were also used.
4.0 ELECTRODES FOR C - Mo AND Cr - Mo STEELS
This group of steels forms a critical group of materials used in power plants. The addition of Cr and Mo imparts good creep resistance, scaling resistance to the steel. Table-2 gives the maximum scaling temperatures for various materials, which are used in power plants. Most of the requirements like subzero impacts, control over hardness, more PWHT soaking time, X- factor and J-factor are met without any difficulty.
List of consumables based on materials composition is shown in the table-3. It was established that the creep resistance of Cr - Mo could be improved further by addition of carbide forming elements like Nb and V. The steel, which contains these elements, are called modified Cr - Mo steels. Cr - Mo family latest developments are discussed in the following paragraphs.
5.0 MODIFIED 9Cr - 1 Mo STEEL (P91)
The modified 9Cr-1Mo grade known as P91rr91 was introduced in the 1980s and recognized all over the world and used in high temperature applications when the temperature exceeds 5400 C and pressure is high. The steel contains 0.10%Nb and 0.25%V in addition to 1%Mo which enables it to achieve sufficiently higher creep strength than P22. The common material specifications are X10CrMoVNb91, SA 199 GrT91 , 213T91 and SA-335TP1/P91 etc. The chemical composition is shown in table-4.
Such composition associated with the proper heat treatment gives a fully martensitic structure leading to the required mechanical properties at room temperature are shown in table-5. 'Ni' decreases the Cr-eqv. Stabilize maretensitic structure and increase the toughness up to a certain limit but excessive 'Ni' decreases the toughness. For this reason impact properties have a maximum value at an addition of about 0.5%Ni. 'Nb' and 'V' increase the creep strength and decrease the toughness. 'N' increases the creep strength as well as tensile and yield strength.
The modified 9Cr-1 Mo steel has the higher allowable stress compared with conventional steels because of this section thickness and overall weight of the component can be reduced. Suitable consumables were developed and its chemical composition and mechanical properties were shown in table-4 & 5. Comparative details of P91 with other materials are shown in Fig-1.
6.0 9Cr - 0.5Mo - 1.8W - V - Nb (P92) STEEL
The investigation was carried out mainly in Japan by adding 'W' together with 'Mo' and found that higher stress rupture strength compared with modifiedP91!T91(NF616) Fig.-2. The 'W' containing P91 material was called as P92 and used for Headers, Steam pipes etc. The detailed information about this steel was incorporated in the ASTM Standard A-335 in March 1996. The addition of 'W' results in higher stress rupture strength even at 600°C over other candidate steels Fig.-3. The 'W' helps in solid solution strengthening and also reduces the rate of coarsening of M23C6 carbides.
The detailed chemical composition is shown in table-6. The P92!T92 steel has high allowable stress compared with other steels and hence, the component size and wall thickness is reduced by 25%. These materials are used in hardened and tempered conditions. The restriction of 'W' results improved fabricability, especially weldability. The optimum mechanical properties like strength and toughness can be achieved at a temperature of about approx.770oC.
The different fabrication codes, Specifications specify the mechanical properties and PWHT are shown in table-7. Suitable consumables meeting these specifications were developed and its properties are shown in table-6 & 7.
7.0 STAINLESS STEEL WELD METALS
Mostly austenitic stainless steels are used in power plants because of their resistance to corrosion, oxidation and scaling at elevated temperatures. Some of the stainless steels used and its consumables are shown in table-3. Apart from this other materials like 308H, 347H, 316H are also used. Here 'H' denotes higher carbon version in the range 0.04 to 0.08%
8.0 WELDING PROCEDURE REQUIREMENTS
When we are talking about Cr - Mo steels it is necessary to understand welding procedures to get desired properties.
8.1 PREHEAT AND INTER PASS TEMPERATURE
Preheat is basically used for reducing cooling rate by reducing the temperature gradient between base metal and weld metal. Preheat is essential for all C - Mo and Cr - Mo low alloy steels to increase toughness, ductility of the base metal & weld metal and reducing the cracking tendency. Table-8 gives the details of minimum preheat required for various steels specified commonly used codes.
8.2 POST WELD HEAT TREATMENT
Post weld heat treatment is carried out to relieve the residual stresses in the weld as well as the heat affected zone, so that it can improve toughness and ductility. Table-9 details the recommended PWHT temperature for various steels.
9.0 MAINTENANCE APPLICATIONS
A list of various weld metals used in power plants are highlighted in the application wise in the following table.


10. CONCLUSION
The power plants use a number of materials varying from simple carbon steel to critical alloy steels. They call for the use of different electrodes meeting the desired properties. In general electrodes meeting the standard properties are suitable for various applications. However, the weld metals may also require modifications in order to meet specific job, fabrication requirements.
Successful welding of these materials calls for due attention to procedural aspects like preheat, IPT, PWHT, etc. A judicious choice of which will help in achieving the desired properties consistently. There are so many jobs, which are to be reclaimed at power plants. These jobs are right from the simple ferrous materials hard facing to the critical jobs. Joint efforts of maintenance, fabrication in power plants with the consumable manufacturers have resulted in development of several consumables for joining, repair and reclamation of numerous power plant machineries and components, establishing welding techniques method for various jobs.






Giant pipes are used everywhere in the world and it is the simplest way to pass huge amounts of liquid from one place to another. These giant pipes are used for the water supply from the river to the purification plant of your city, for natural gas pipelines, for food and beverages companies, etc. Welding pipes is not an easy task to perform, because it takes a lot of perfection to make it leak proof to avoid any loss or hazard.
To avoid any leakages welder needs to look into some common points like, cutting the edges, proper tack should be done, choosing the correct electrode/welding wire according to the base metal, need to check if he/she is using the correct shield gas or not and what should be the correct otherwise it can lead to more spatter, needs to understand the porosity and using the correct welding machine which can tackle the work.

Most commonly the steel pipes are used for any giant piping work, to weld the steel pipes together the welder can use metal inert gas (MIG/GMAW) process, tungsten inert gas welding (TIG/GTAW) process either shielded metal arc welding (SMAW) commonly known as stick welding process. The welder needs to align two pipes together in a way that no gaps will be left and this should be maintained during the whole process.
In the case of welding, the natural gas pipeline shielded metal arc welding (SMAW) process is very common and effective. Here the butt weld technique is used for the major joint. Here the welder needs to keep a few things in his mind like cleaning the rust, oil, slag to avoid any unfavorable events.
While welding pipes generally the tack weld technique is used to hold the weld before the final welding as it gives a blueprint to the welder of how the final weld will be done.
Development of SMAW Electrode for Welding SS 316LN Material for Use in Fast Reactor Components
1. Introduction
Austenitic stainless steel of 316 LN SS is the leading potential candidate structural material for most of the high temperature applications (>427°C) in Prototype Fast Breeder Reactor (PFBR) at IGCAR. Fabrication of these components requires extensive use of welding. Worldwide and IGCAR’s experience on austenitic weldments is mainly concerned about the development of weld metal and heat affected zone (HAZ) against hot and liquation cracking.
It is understood that the resulting solidification transformation mode experienced during welding, segregation of the impure elements to grain boundary forming low melting eutectics play a foremost role in cracking tendency. In order to improve these aspects, the critical factors that have to be considered are:
(i) Optimization of welding consumable composition besides weldability considerations
(ii) Controlling of impurities which causes property degradation
(iii) Knowledge about the effect of heat input
(iv) Kinetic factors associated with solidification of weld
(v) Control of delta ferrite content in weld metal
(vi) sensitization effects.
IGCAR’s extensive long-term research on austenitic welds related to solidification cracking, effect of nitrogen on fusion zone and HAZ cracking, effect of ferrite content on embrittlement of weldments due to sigma-
phase formation, improvement of creep properties by adding N content, weldability studies by controlling Ti, Ta and Nb contents provided enormous inputs to improve the properties of austenitic weldments. Based on
this, they have planned to develop special purpose welding electrodes namely, modified E316-15 SS to achieve the desired properties of the weldments.
To meet these challenging requirements of PFBR components, E316-15 (Modified) welding consumable of various diameters have been developed successfully in-house and the properties of weld metal are evaluated jointly in collaboration with IGCAR for its applications. The details of the specification [PFBR/30000/SP/1032/R-1] of weld metal required by IGCAR are presented in Table 1.
2. Developmental Work
In order to develop the electrode material E316– 15 (Modified), the pre-planned activities aimed at developing austenitic stainless weld metal are given as follows;
(i) Optimization of chemical composition of the core wire as per AWS Section II, SFA5.9 to maintain the ferrite level to its 3-7 range for improving hot cracking resistance and avoiding the sigma embrittlement due to service exposures.
(ii) Formulation of ingredients present in the flux to improve the slag detachability and make the electrode user friendly. The formulation is
based on adjusting the ratio of the contents of all basic oxides to all acidic oxides known as basicity index (BI) to achieve the above mentioned properties. The adopted formula for BI in this present work is as follows,
BI = CaO+MgO+CaF2+Na2O+K2O+0.5(FeO+MaO) / SiO2 + 0.5 (TiO2+Al2O3+ZrO2) (1)The basicity index has been fixed as 1.35, which has demonstrated good slag detachability.
(iii) Effect of basicity index on bead appearance, mechanical properties, slagdetachability.
(iv) Optimization of welding parameters in accordance to electrode wire size and effect of voltage, current and speed of deposition on stability of arc, porosity, shape of bead, bead size, depth of penetration and weld distortion.

(v) Careful optimization of each variable to achieve the specified properties such as solidification mode, tensile properties, toughness requirements on as-welded and heat treated specimens, resistance to cracking test.

2.1.1 Chemical Analysis and All Weld-Joint Preparation
In order to develop the electrode of required composition, various weld pads have been made with different flux combinations. The electrode composition has been fixed on the basis of
control of carbon in the core wire
selecting a core wire having very minimal phosphorus and sulfur content
strict control of elemental content in both flux and core wire.
The composition test assemblies made as per AWS section II, SFA-5.4/SFA-5.4M is subjected to accurate evaluation of chemical composition by optical emission spectroscopy. The weld composition having the required/specified composition mentioned by IGCAR has been identified from the various weld pads. A careful observation of the composition reveals that the weld specimen prepared from different batches satisfied the required criteria of composition.
Although the composition of all the weld pads prepared seems to have identical values, the presence of Ti+Nb+Ta content in one batch is found to be 0.030 % and it is within the specified limit. The oxygen content determined is also found to be 525 ppm. The typical compositional (wt. %) details of the weld metal prepared with optimized electrode batch is listed in Table 2.
In addition to this, the composition details of core wire with the IGCAR specification for weld metal composition are also listed in Table 2. Followed by this identification, the all-weld single V joint is prepared with the electrode of the interest. The weld assembly consists of a 316 L plate of dimensions 300×150×16 mm with the groove angle of 45 degrees and a root gap distance of 6.5 mm. This joint is supported with a backing strip made of SS 316 having dimensions of 325×32×6 mm. The welding conditions used during making of the weld assemblies with the E316-15 (modified) electrode using MMAW
process are tabulated in Table 3.
The test specimens that are machined from the weld joint assembly made of optimized batch have been subjected to metallography, mechanical, corrosion and cracking test, fillet weld test, radiographic examinations. The procedure given in AWS SFA-5.4 section is followed for the analyses wherever it is necessary. In addition to this, some of properties of the weld are also tested in parallel at IGCAR and a comparison is made for its quality and reproducibility.


2.1.2 Determination of Ferrite Content
The amount of ferrite present in the weld samples have been determined using Ferrite scope and as per AWS SFA 5.4.
2.1.3 Metallographic Studies
The optical studies have been carried out using AXIOVERT 100A Optical microscope. Metallographic specimens have been prepared by adopting standard method of polishing procedures using various grades of emery sheets and cloth impregnated with fine alumina particles. This is followed by cleaning with distilled water and methanol. The electrolytic etchant used for observing the microstructure is 10 % Oxalic acid aqueous solution.

2.1.4 Tensile Studies
The tensile property of the weld specimen is analyzed using AMSLER Universal Tensile Testing Machine with a load capacity of 100kN. The tensile measurements have been conducted at room temperature (RT) and at
550°C respectively as per the ASTM standard A370 and E21. Fig 1 show the round specimens of diameter 4.0 mm and guage length 20.0 mm used for hot tensile testing. The tensile data are analyzed to estimate the yield strength (YS), ultimate tensile strength (UTS), total elongation (et) and RA (%).
2.1.5 Charpy U-notch Impact Test
For charpy impact testing, the specimens used are cut across the welded joints having dimensions of 10×10×55 mm and type U- notched, with 2mm of depth. The charpy energy of the as-welded specimen as well as the thermally aged sample (750°C / 100 h) is obtained at room temperature. The charpy impact test is accomplished in compliance to ASTM E23 standard to determine the
toughness values.
2.1.6 Inter-granular Corrosion Test in As- welded state
Micro fissure and crack evaluation has been performed on the weld specimen having dimensions of 70×10×4 mm using Amsler bend tester. Before carrying out the bend test (90°angle around a mandrel 6 mm), the weld
specimens with copper turnings are immersed in boiling solution of 10 wt. % CuSO4.5H2O and 10 wt. % H2So4 for 24 h.
2.1.7 Cracking Susceptibility Test

The procedure recommended by IGCAR for evaluating the non-cracking tendency of weld specimen deposited in 1G position is performed to evaluate the cracking susceptibility. The schematic of such assembly is shown in Fig 2. ASTM SA516 Grade 70 equivalent steel plate of thickness 50 mm having a V groove of 80° bevel angle and root gap distance of 2 mm buttered with the electrode to protect from dilution is prepared. The exact procedure mentioned by IGCAR is adopted to achieve the length of bead, distance between the adjacent weld beads, better fusion by using 1/3rd end of an electrode etc. This is followed by the visual, liquid penetrant, microscopic examination of the weld assembly for crack evaluation.
2.1.8 Fillet Weld Test
As per the AWS: SFA-5.4 Clause-13, fillet weld test has been performed on the fillet joints prepared in vertical, horizontal and overhead positions. The visual and the convexity of the fillet weld are measured as per the AWS specifications.
2.1.9 Slag Detachability
Slag detachability test has been performed to know the ease of slag removal.


3. Results
3.1 Metallography examination of weld
Fig 3 displays the optical micrograph of the solidification microstructure of the weld metal and the aged weld specimen (750°C for 100 h). Fig 3a reveals the dendritic solidified grains believed to be enriched with austenite stabilized elements. The presence of very minimal ferritic inter-dendritic liquids seen as
black in color may have ferrite stabilizers. Fig 3b reveals the microstructure of 7500 C /100 h Aged weld specimen.
It is established that the metastable ferrite phase forms as a result of rapid solidification during welding process along dendritic boundaries having vermicular shape (black colour). In addition to this, the chromium carbides of type M23C6 also form during ageing above 450°C at grain boundaries and grain interior. The ferrite phase and the M23C6 carbides are clearly evident in Fig 3b. The ferrite content in weld metal determined by Ferritoscope was found about 6.1 and by WRC diagram it is about 4.0 respectively.
3.1.1 Tensile Studies on All Weld Metal
In Fig 4, the extension of the weld specimen recorded at 550°C with increasing load is shown. The yield strength, ultimate tensile strength, percentage elongation and reduction in area are determined from the tensile graph. The room temperature and elevated temperature tensile properties of the all-weld are presented in Table 4. It is from the Table 4 that the values of the tensile strengths, elongation and reduction in area are well above the limits specified by IGCAR for PFBR applications.
3.1.2 Charpy ‘U’ Notch Impact Toughness
Charpy U-notch impact test has been conducted both in the as-welded and aged conditions at 7500 C / 100 h. The charpy energy found both in the as-welded and aged conditions are 8.9 daJ cm-2 and 4.5 daj cm-2 respectively.

3.1.3 Inter-granular Corrosion Test in As-Welded state
The fissure and cracking analysis test conducted on the weld metal as per IGCAR specifications for evaluating the susceptibility against intergranular attack ensures that no crack has been developed in the 90° bentregion of the weld.
3.1.4 Cracking Susceptibility Test
The cracking susceptibility test carried out as per IGCAR specifications on the crack test assembly made in 1G position confirmed that no crack is observed and hence it meets the IGCAR requirement.
3.1.5 Fillet Test
The result of the fillet test conducted on the fillet weld joints is listed in Table 5. It is clear from the table that the fillet weld test has been passed and it meets the requirement of IGCAR.
4. Discussion
During welding of austenitic stainless steels, one may encounter four possible solidification modes in the weld fusion zone depending on the composition. With regard to 316 LN austenitic welds, the welding metallurgy essentially concerns about how to control the solidification structure to avoid cracking in the weld metal. The knowledge on the phase diagram specifies that, if the Creq/Nieq ratio of electrode is ~1.5, then the solidification mode is situated along the boundary between the ferrite and austenite region. As a result, the solidification mode may be either austenitic or ferrite-austenite type.
Under non-equilibrium conditions, rapid cooling causes the boundary to shift which in turn affects the solidification mode. Hence the prevailing weld zone composition as well as the welding method strongly decides the solidification structure. Based on the cracking susceptibility studies, it is observed that the weld solidified primarily by austenitic mode is susceptible to cracking due to segregation of impure elements (S+P), formation of low melting eutectics by reaction of Ti and Nb with C, N and S, sensitization by chromium depletion at high temperatures.
In other sense, the weld having austenitic-ferritic structure is better than fully austenitic structure because of higher solubility of impurities in ferrite phase, protection to chromium depletion, effect on ferrite on sensitization kinetics. However long term research on austenitic weldments signifies that, this type of weld is also failed in service due to
sigma phase formation during prolonged high temperature exposure, transformation of ferrite to carbides at high temperatures
Formation of nitrides leading to pitting corrosion. It is found that the sensitization of the heat affected zone (HAZ) is not a problem, if the carbon content of the base metal is ≤ 0.03 wt.-%
Based on the extensive long term research carried out by IGCAR on developing the performance of the austenitic weld and weldments against hot cracking and their prevention, enhancement of creep strength, fatigue and creep-fatigue life have drawn major conclusions. As a result, E316-15 (Modified) electrode for welding PFBR components has been specified by IGCAR. This includes the control over the impurity levels of the weld, control of carbon and nitrogen level in the weld for ensuring improved creep strength and freedom from sensitization.
The permissible amount of ferrite in the weld is specified between 3 to 7 FN. This is followed by specification of hot tensile, toughness properties, bend test etc. The E316-15 (Modified) electrode specified by IGCAR has been developed successfully in- house as a result of sheer hard work with proper planning and execution.
The optimization of flux combination for the welding consumables, welding parameters to achieve high quality weld and the slag detachability characteristics to make welder friendly yielded fruitful results.
The weld assembly made with the optimized electrode composition has been subjected to radiographic examination. It ensures that the weld assembly is free from crack and porosity. The metallurgical testing suggests that it is highly recommended for PFBR applications in IGCAR. The evaluation test performed by IGCAR on the determination of chemical composition of the weld, delta ferrite content in weld metal, mechanical properties, IGC test, fillet test and cracking test provides satisfactory results and as a result, our developed product has been approved by IGCAR for welding PFBR components. However, the creep rupture test of the weld specimen at 650°C has been planned in near future to evaluate the creep properties. As per IGCAR requirement, the weld pad made in 1G position has to be evaluated for creep rupture analysis under a stress of 130 MPa.
5. Conclusion
(i) Balancing of the composition of the weld to achieve ~5% of delta ferrite makes our product suitable for welding 316 LN austenitic steels.
(ii) By using this welding consumable, it is possible to obtain sound weld joints with high temperature strengths comparable to base metal.
(iii) It is essential to control the heat input to obtain a suitable austenite-ferrite balance in the weld which avoids detrimental phase formation.
(iv) From corrosion point of view, it is beneficial to do post weld cleaning of the weld mechanically.
The process of welding needs deep knowledge through which the welder is able to fabricate the metal pieces. But there is one thing that we need to take care of on priority is safety, because the welding process involves high current supply, High heat, exposure to UV and IR radiation and exposure to fumes and gases. Let's discuss these issues in detail and what precautions we need to take to avoid any unfavorable situations.
The high current supply in the welding process is necessary to join two metal pieces together and that is possible only when these metal pieces come to a melting point. Due to it, the risk of getting an electric shock becomes more. Electric shock is the most serious hazard, stiff by welding and can result in very serious injuries or it can lead to fatalities. To avoid any situation like this the welder should not touch any part of the welding or electrode circuit at the same time as touching the work piece and the welder should wear rubber gloves and shoes.

When the welding process takes place it is very natural that the very intense bloom UV light produces, if a welder gets views with naked eyes it can result in a painful as well as long-lasting “ARC EYE” and if the welder practice the same habit which is exposure to arc flashes it can result in cataracts & to loss of vision, because very minute metal pieces, spark & dust particles can enter into eyes. To dodge the situation, the welder should wear a protective Arc Shield Black glass mask that can prevent him from any serious vision issues.
A welder is exposed to many invisible gaseous fumes, nitrogen oxides, chromium, nickel oxides and carbon monoxide during the welding process which can easily penetrate into the lungs of the welder. These fumes and gases can result in severe health damages (Pneumonia, Asthma, Cancer, Lung & throat irritation, etc) to bypass this situation. Welders should wear a protective mask.
An appropriate PPE kit consists of a Welding helmet with side shields, Respirators, Fire-resistant clothing, Ear protection, Boots and Gloves. The welder should never roll up the sleeves while welding or remove the helmet while welding.

The automobile industry plays an important role in India’s GDP growth, it directly accounts for 7% of it. When we speak about the automobile industry in the core we talk about all two-wheelers, three-wheelers, four-wheelers and heavy automotive such as buses, trucks, earthmovers, etc. Now if we talk about the welding industry, it helps to fabricate a lot of metal pieces in one go through an automatic welding process and manual welding process.
Generally in the automobile manufacturing plants welding is done by robots which is known as a general practice today, the automation in the automotive industry in regards to welding began in the year 1967 because it is a safe & cost-effective way to deal with.
The safety in the manufacturing area removed the human element from hazardous welding work due to which the welders stayed away from welding flash, noise, noise, chemicals & extreme heat. This automation process reduced the human stress from lifting, twisting and other repetitive motions. Due to this automation, it became easier to weld on the difficult areas without any error. Robot welding has proved to be a boon for the automobile industry.
The robot welding or the automatic welding process saved a bulk of money and helped in doubling the production which is even growing more day by day. The labor cost dropped significantly, unlike humans robot welding can be done 24 by 7 without taking any break if the manufacturer has any requirements like that. In the robot welding process, the potential damage also gets reduced without any human error.
The most common welding processes used by the automobile industry are gas metal arc welding (GMAW) and due to automated continuous welding process maximum Marathon Drum packing being used , gas tungsten arc welding (GTAW/TIG), friction welding, most common laser beam welding, etc. Most of the automobile giants are preferring automation in the welding area which is bringing change in several other industries as well.
DEVELOPMENT OF SMAW ELECTRODE FOR WELDING OF HIGH STRENGTH DMR GRADE STEEL
Introduction
Previously, the Navy used to source special steel plates from overseas suppliers. Now Indian steel manufacturers have developed and produced low alloy steel plates having very high tensile properties with the help of DRDO for use in ship building applications. In association with the Indian Navy and DRDO, SAIL has developed DMR high strength grade steel.
The welding of this material with suitable consumable has become necessary. Therefore Indian Navy and NMRL have taken up a project to develop suitable consumables through Indian consumable manufacturers. Apart from developing consumables, understanding details pertaining to the welding procedural aspect like joint design, selection of suitable size of consumable, Inter-pass temperature, number of layers, heat input is essential as they can influence the properties of the weld metal.
This paper details the developmental work undertaken to develop electrodes for welding high strength DMR grade steel and also establish the parameters to get desired properties. The present steel is a nickel bearing micro alloyed steel characterized by higher strength and superior toughness even at sub zero temperatures as low as minus 50oC. These plates were hitherto being imported in quenched and tempered condition. This steel has got Cr, higher Ni, Cu and Mo also. Because of the presence of these elements it yields higher strength with good toughness at minus 50oC. The chemical and mechanical property of this steel is shown in Table 1.
Basically, the alloy additions after the transformation characteristics of the steel enable to
achieving a higher strength and toughness after heat treatment. Fig.1 shows an isothermal diagram of typical Q&T steel. It can be observed from this diagram. The starting of the austenite to pearlite (or) ferrite transformation requires long durations and therefore even moderate / slow cooling produced martensite / lower bainite and avoid ferrite. Indian Navy in association with NMRL has specified the weld metal property requirements. The details of the various properties to be met by the weld metal are specified in the Table 2.
With this understanding, the electrode development work was under taken.
Developmental Works
During development, several batches were produced, tested for all properties with boiler
quality mild steel plates before standardizing. During formulating the suitable chemistry, following aspects were also kept in mind.
(a) Lower levels of impurity elements in the weld metal.
(b) Selection of suitable binder to get extra low hydrogen in the weld metal.
(c) Effect of dilution with base material.
(d) Sufficient percentage of Mn & Ni to get desired structure.
Structural variation with thesealloy percentages are shown in Fig. 2. Thus an electrode meeting NMRL specification has been developed with the targeted chemistry as shown in Table 3.
Experimental Studies
For the purpose of this study, sufficient quantity of electrodes of size 3.15 and 4.0 mm was
produced and used for all internal laboratory tests and established the parameters with DMR plates. After qualifying the procedure at our R&D, it was sent for testing at NMRL, Ambernath. The design of groove is as shown in Fig. 3. The procedure established with the consumable is detailed in Table 4.
After satisfactory results were received from NMRL, few more batches were produced and
established the repeatability at NMRL & user end CSL, Cochin also. The results obtained at user end are shown in Table 5.
The effects of various parameters are discussed in the following paragraphs.
Results and Discussions
The results obtained through the above study were summarized as under:

Conclusions
From the results obtained we can conclude as follows.
(a) SMAW electrode meeting NMRL specification requirements for welding this steel has been developed.
(b) Lower IPT seems to have a beneficial effect especially when low temperature toughness
properties are desired.
(c) Lower heat input produced better toughness.
(d) A judicious choice of various welding parameters produces desired results.
(e) Proper root face advised to qualify the welders.
(f) Diffusible hydrogen levels control is very important to get good ductility.








Welding is a process when we join two metals together but if we do not follow the correct procedures it can defect the weld and instead of fabricating it can create cracks. Welding defects occur when the proper procedure is not followed like using different compositions, using incorrect welding patterns, etc.
The welding defects can ruin the shape, size and intended quality. The defects can either be on the outside or the inside of the work piece. Let's discuss some of the inner and outward weld defects: Inner weld defects include incomplete penetration into the work piece, improper fusion, necklace cracks and slag inclusion. Outward weld defects include: weld-crack, undercut, spatter, porosity, overlap and crater.
Cracks are one of the most serious defects because they can become the major reason for welding failure. Carter cracks happen when the incorrect termination of the arc and high welding currents. On the other hand excessive joint restraint, depth to width ratio of runs or incorrect use of consumables can lead to centerline cracks.
To avoid the unwanted welding defect situation we need to focus on points that can give benefits are as follows:
Proper selection of the welding electrode/wire.
Check the welding current as suggested for a particular kind of weld.
Removing the oil and dirt properly from the surface before welding.
Using the proper technique of welding.
Using correct torch angle.
By following these basic rules one can minimize the welding defects which can create a huge impact.
Flux-cored wires are known for the best performance and high-quality welds in the shipbuilding, construction area, manufacturing area, etc. flux-cored wire is a type of welding consumable where the flux is filled inside the wire which helps in protecting the weld area from atmospheric gases. There are two types of flux-cored wires one doesn’t need any shielding gas and the other one needs the shielding gas.
Let’s discuss the Flux-cored wire which doesn’t require any shielding gas: this type of wire is capable of producing its own shield gas when the arc is generated and is better off any remote application as it is portable. The flux-cored wire which doesn’t need any protective gas tends to produce high spatter and smoke, but it provides good impact and toughness at the lower temperature. It is a continuously fed wire which means it does not require quick changeovers. Most common name is OPEN ARC WIRE which are mostly use for Hard surfacing applications.

Gas shielded flux cored wire requires an additional external layer of protection from atmospheric contamination, this shielding gas is a mixture of argon and carbon dioxide or pure carbon dioxide. This wire is easier to control and gives a pleasing quality weld which is generally used in shop settings. An interesting fact about the gas shielded flux cored wire is that it is generally performed indoors so that shielding gas doesn’t just blow away if in any case this process is required to perform outdoor a tent is required.
This type of wire helps to enhance the productivity with maximum deposition rate, as it fabricates the joints in remarkably less time inout-of-position applications. The welder should always follow the procedure and parameters for the flux-cored wire. If the welder uses the proper techniques and operations it will definitely lead to quality weld and also help in reducing the cost and increasing productivity.
Gas tungsten arc welding (GTAW) or Tungsten inert gas (TIG) welding is a process by which the metal joins by heating them with an arc between a tungsten filler wire and the parent metals. This type of welding is shielded by the gas to protect the weldment from contamination. Generally, the use of Helium gas shielding provides more protection than Argon.

The GTAW process is versatile and can be used on ferrous & nonferrous metals which further depend on the base metal, in all welding positions. In this process, the filler wire is added to the edge of the weld pool to fill the joint. The tungsten filler wire can be alloyed with small amounts of active elements to increase the emissivity of the filler wire this provides quicker arc starting, greater arc stability, and longer life.
TIG welding is a precise process and a perfect choice for delicate welding. The consumable should also be of high quality which can give a better result. This welding process can perform four kinds of joints, the first one is butt joint where two metal pieces are joined horizontally, T joint is the second one which joins in the perpendicular way, the third one is lap joint where two metals are overlapped & joined together and the last one is fillet joint where metal is kept perpendicular to another & joined together.
The process of GTAW can be used to weld thin or thick materials with filler metal.
While welding thicker materials, an externally fed filler wire is generally used. The type of filler metal wire to be used is based on the chemical analysis of the base metal. The size of the filler metal wire depends on the thickness of the base metal, which usually dictates the welding current.
The GTAW process offers the solution for welding on critical joints and for the positions where small or exceptionally precise welds are required. This process can produce high quality and high purity weld compared with other joining processes when done properly. The cost of the TIG welding services is usually affordable and depends upon the materials being welded and the project.
As it is clear by its name that the Arc is shielded, but shielded by what? The answer is, the arc is shielded from the external environment. This welding process is generally known as stick welding, here the electrode consumable is covered by flux which helps in protecting the welded area or weldment from contamination.
The flux melts together with the electrode in the process which forms gas and slag by shielding the arc and the weld pool. The flux helps in cleaning the metal surface, supplying some alloying elements to the weld and protects the molten metal from oxidation and stabilizes the arc. Once the weld area gets solidified the slag is removed.

SMAW welding can be used to weld many different types of metals like stainless steel, steel and cast iron. The SMAW machines provide constant current using direct current (DC) or alternating current (AC). The welding machine is connected with 2 insulated wires where one wire is connected to the clamp (work piece). Another insulated wire is connected to the electrode holder (which will hold the electrode) for the welding process. Later we can adjust the machine according to the 3 types of setting which are AC, DCEP(Direct Current Electrode Positive), DCEN (Direct Current Electrode Negative). when the machine is connected to AC then the Current polarity change 50 times per second due to AC 50 Htz. In DCEN the insulated wire which holds the electrode holder is connected to the negative source and the work piece is connected to the positive source and Vice-versa in DCEP.
Power in the electrical circuit is used to power the weld which is measured in amperes. More current or amperage is needed for welding thicker metals or electrodes. SMAW process is one of the oldest and most commonly practiced welding processes. It is simple, portable and suitable for outdoor applications.
In India SMAW enjoying around 65~70% share due to lesser Capital cost/less requirement of highly skilled welder etc.
Do you remember when you were in school in the art & craft class we used to join two pieces of paper with glue or through a stapler? Well here it is also the same, instead of joining two pieces of paper, we join two metal pieces not with glue or with stapler but with the scientific method of fabrication, where the metal pieces are fused together with heat and pressure and this process is called welding.
Welding is generally used for metals and thermoplastics but it can also be used on wood. Once the welding job is completed the welded joint can be referred to as a weldment. The metal pieces which are joined together are generally referred to as parent materials and the material which helps to join them is known as filler material or consumables.

Consumables are usually chosen according to the composition of the parent metals which helps in forming homogeneous welds and sometimes different filler materials are used with cast irons therefore the properties which are used in these kinds of welds are typically known as heterogeneous welds.
An interesting fact about welding is, the electric arc is low voltage & high current discharge, generally for SMAW/GTAW current ranges 400-500 AMPs &SAW 600-1000 Amps and normal voltage range 10v to 35v. Capabilities vary from 60 percent to 90 percent which depends on the type of welding process, the heat is lost by conduction through the base metal and the radiation of the external environment.
In the process of welding, heating at high temperatures causes a weld pool of molten material and when it gets cool it forms a joint that can be stronger than the parent material. The pressure is also used to produce a weld either alongside the heat or by itself. The welding process also needs protection from the external environment, hence there is a high chance that it can get contaminated or can get oxidized to protect the weld from these scenarios shield gases are used to protect the weld and helps to become stronger.
We Indians have a big dream where we are aiming to become self-reliant. In this process, we just do not need to provide formal education but also need to give some practical exposure to the students. An early introduction to the work environment is very important for the college grads where they can get practical experiences, bookish knowledge provides the base to the students but the practical exposure brings the understanding into how things get done and can identify what is correct and what needs to be changed.
The same goes for the welding process, more than a million mechanical engineers graduate every year in India but how many of them actually got skills into them? To avoid this situation students must take up practical experiences or learn skills that can add more to their resume and we can get different types of welders who can perform various processes.
Here at D&H Sécheron every year we have a graduate program where we train students about welding programs on the part of why we need welding, what the process of welding is, how welding helps in building our nation and what new things can be done in the process? When these questions arise we look towards our new generation and technological up-gradation seems the answer to it.
The welding process is used mostly everywhere from making benches for the school to the making of space rockets, the mig welding jobs & arc welding jobs are easy to get as many industries require welders who are specialized in these. Once a new mechanical engineer grad has enough experience in welding, he/she can work in any manufacturing line where there are ample career opportunities in the manufacturing industry where welding is needed for small to big parts. Welding is not an easy process to learn. It takes years to master any position to weld and once the student gets exposure to it, he/she can have enough experience and have a good career in the welding industry.
Welding is a very delicate process; only the people who have good practice in it can perform a perfect job in amalgamating two metal pieces together. Now the concept of shielding gas comes into the picture which plays an important part in the process.
Shielding gases can be semi inert or inert which helps in preventing the weld pool from getting contaminated from the atmospheric impurities such as oxygen, nitrogen, hydrogen, dust particles, etc.
These inert gases are colorless, odorless and non chemically reactive, the most common gases which are used for welding are Argon, Helium & Carbon dioxide. These particular gases provide unique benefits in a given application as well as there can be some drawbacks if it doesn’t match with the base metal and type of electrode.

Let’s look into the particular shielding gases uses:
Argon: It is the most suitable gas for the longer arc at lower voltages as well as for the easier start and alternating current application. For the welds which are emphasized upon weld quality, appearance & reducing post-weld clean-ups, a mixture of Argon up to 95% & 25% of CO2 becomes the good option.
This mixture provides a desirable combo of arc stability, reduced spatter than pure use of CO2 and puddle control. Argon produces a narrow penetration which is very helpful for fillet and butt welds. If the welder is welding non-ferrous metal such as aluminum, magnesium, or titanium then he/she needs to use 100% Argon.
Helium: It is effective for mechanized application but less forgiving for manual welding. Pure Helium produces an erratic arc which can result in spatter while working with steel. Helium produces a wide and deep penetration profile.
It works well with thick materials and is usually used in the ratio of up to 75% Helium to 25% Argon. Adjusting the ratio can change the penetration, bead profile and travel speed. This gas creates a hotter arc which allows for faster travel speeds and fast travel profile.
Carbon Dioxide: it is a very common reactive gas that is generally used in MIG welding. It is the only gas that can be used in its pure form without any addition of inert gases, it is also inexpensive gas that provides deep weld penetration which is useful for welding thick metals. Although it produces a less stable arc, more spatter and is limited to only the short circuit process.
The selection of an electrode can be quite challenging as there is ‘no one size fits all’ rod that can be used in all applications. Certain factors can help you with the selection of the best mild steel electrode. Here is all you need to know.
Base Metal
The base metal is also known as the parent metal. The electrode metal should match the chemical and mechanical properties of the base or parent metal.
It ensures a strong and stable weld. So, if the base metal is mild steel, the electrode should also be mild steel or at least a close match. If there is a substantial difference in the match, there is a risk of cracking and other welding abnormalities.
Even the thickness of the base metal is important. If the base metal is thin, you should select an electrode with a soft arc with a smaller diameter and shallow penetration. On the contrary, an electrode with a digging arc and deep penetration power would be a better option.
The tensile strength is another factor to consider in base metal. The tensile strength refers to the breaking strength of a material when it is put under tension. It is the ability of the metal to withstand pressure without breaking when maximum load is put on it. When selecting the electrode, make sure that its minimum tensile strength is similar to that of the minimum base metal. The tensile strength of an electrode is usually printed on the electrode or its packaging.
Welding Position
The welding position is the direction in which the welder lays out the welding bead. The gravity also impacts the flow of molten filler material during the welding position. There are four types of welding positions - flat, horizontal, vertical and overhead.
Most mild steel electrodes are often labelled as all-position electrodes. However, each electrode is qualified for a specific position only, or else it could result in welding issues.
Hence, it would help if you always chose a mild steel electrode that fits the welding position of the application.
Welding Current
Electrodes run on Alternative Current (AC) or Direct Current (DC). AC and DC indicate the polarity of the current in the welding machine and electrodes.
If electrodes are AC specifications, then the polarity will change. If electrodes are labelled DC, then the polarity will remain constant. Electrode-positive has reversed polarity due to which deeper penetration is possible in welding. Electrode-negative has a straight polarity which leads to faster melting of the electrode during the welding.
When you choose a mild steel electrode, you should check for its current compatibility.
Other Factors
There are a few more factors that affect the choice of an electrode:
Type of application
Welding cost
Joint preparation
Welding quality and finish
Environmental job conditions
Electrodes are available in varying specification and quality. You should find the best one suited to your welding requirements. It is also recommended to buy them only from reputed manufacturer and supplier brands.

Welding is necessary for various industries to operate smoothly. However, it is quite a dangerous job that carries a high risk of injuries or permanent damage if not done with precautions. Safety measures like using a helmet, side shields, and hand gloves are the basics of protection during welding.
As welders, you are constantly handling various welding materials at differing extremities. It is crucial to have the best welding hand gloves to protect you from heat, sparks and other potential injuries. Let's explore how you can ensure your safety during welding by finding the best gloves for the project.
Tip 1: Understand the type of welding you perform
Different welding techniques require different hand gloves. For example, a TIG welding task needs the welder to be dexterous and precise for a detailed task. The gloves should be thinner and lighter to allow you to operate with greater control. Soft, flexible leather or Kevlar gloves are recommended.
Now, suppose your project concerns MIG welding. Then, the hand gloves should be thicker and provide better insulation and protection, as you are exposed to higher heat and spatter in MIG welding. This will protect you against burns from molten metal and welding materials like welding rods.
Understanding the quality of glove materials and how they are compatible with the specific welding consumable you work with is just as crucial for safety as the technique. When using MIG welding wires, you will need high heat resistance and protection from sharp edges. On the other hand, when using TIG welding, a high tactical feel to handle the welding rods is required.
Tip 2: Check for Heat Resistance and Durability
Welding involves constant exposure to high temperatures. Hence, heat resistance is one of the most essential features of welding gloves. Your hand gloves must withstand intense heat without burning or losing their protective properties. For this, pay special attention to the material. For instance, cowhide and deerskin allow high-temperature resistance while remaining flexible. If you want something with extra heat protection, look for added materials like Kevlar and Nomex.
Durability is probably a factor right behind heat resistance. A good glove not only provides protection but also lasts. When working with welding consumables, repetitive hand movements are required. Find welding hand gloves with double stitching or reinforced palms and fingers, as they offer better longevity.
Tip 3: Prioritise Comfort and Fit
Welding gloves can have all the qualities needed to be considered safe but will fail miserably at their task if they are not comfortable. Avoid ill-fitting gloves, as they lead to discomfort and fatigue while decreasing efficiency. They should fit snugly and not be too tight or too loose. Gloves should provide an adequate range of motion with protection to help maintain focus, especially during long welding sessions.
Few Best Practices For Correct Usage of Welding Gloves
- Inspect your gloves regularly for signs of wear and tear.
- Replace damaged gloves immediately.
- Keep gloves free from contaminants like oil and chemicals to not compromise their protective qualities.
- Store them away from direct sunlight to avoid material degradation.
- Change gloves per your task's requirement to ensure maximum protection.
Selecting the right gloves is a vital step in completing a successful welding project. Quality welding gloves ensure you are protected, have the hand movement range, and can focus, ensuring you produce the best results. So, be careful and pick the best ones to ensure your welding projects succeed!
Are you looking for the best welding hand gloves or need guidance in choosing the right ones? Then simply reach out to us at D&H Sécheron, and our experts will assist you in finding the best gloves and all welding processes.

No matter your skill level, the right welding accessories make a real difference. They are not just add-ons. They directly affect your safety, weld quality, and efficiency.
A good set of welding tools and equipment just makes your life easier. Your welds come out cleaner, you work faster, and you’re not fighting your setup all the time. And proper welding safety equipment is non-negotiable. One bad spark or burn is enough to realise that. If you are serious about welding, your setup matters just as much as your skill.
What Are Welding Accessories
Welding accessories are the supporting tools and consumables used alongside your welding machine. They help you complete the job safely and accurately.
A good welding accessories list usually includes safety gear, filler materials, cables, and workholding tools. These are the things you reach for on every job.
Essential Welding Accessories You Should Have
1. Welding Safety Equipment
If there’s one thing you don’t skip in welding, it’s safety gear. You can get away with a lot, but not this. At the very least, you need proper PPE for welding. Gloves, helmet, apron, boots. Gloves especially. They’re the first thing between you and the heat. You want something that protects but still lets you work comfortably, like Supra Welding Gloves.
A welding helmet protects your eyes and face from arc radiation. Supra Welding Helmet and Supra Safety Goggles help reduce strain while keeping visibility clear. Aprons and boots protect your body from sparks and molten metal. Good welding safety equipment should feel comfortable. If it does not, you will not use it properly.
2. Welding Consumables
Consumables are what actually form the weld. This contains filler materials and electrodes. Your welding consumables list should have welding rods, MIG wires, and TIG filler metals. Welding rods are used in stick welding. Choosing the right one is important. For example, welding rods for stainless steel must match the base metal to maintain corrosion resistance.
MIG wires are used for faster welding. TIG filler metals are used for fine work. Consistency is important here. Good consumables help improve arc stability and reduce defects. D&H Sécheron is one of the names welders often known for reliable results.
3. MIG Welding Accessories
With MIG welding accessories, it mostly comes down to your wire and how you’ve set things up. You’ll probably start with solid wire. Everyone does. It works well, especially indoors where nothing’s really interfering. You get a clean bead, and it’s easy to manage.
But the moment you step outside, you’ll see the difference. Even a bit of wind can start affecting the weld more than you had expected. That’s usually when people switch to flux-cored wire. It’s just more forgiving in those conditions and doesn’t give you as much trouble.
Choosing the right MIG wire for stainless steel is important. A mismatch can lead to corrosion at the weld. Do not ignore cables. Supra Weldingxzz 2Cables help maintain a stable current during welding.
4. TIG Welding Accessories
TIG welding accessories focus on precision and control. This includes TIG filler rods and clean handling tools.
Using the correct TIG filler metal for stainless steel ensures strength and corrosion resistance. TIG welding is slower, so every detail matters. Clean filler and steady control make a visible difference.
5. Workholding and Support Tools
If your setup is not stable, your weld would not be either. It is as simple as that. Even a small movement can throw things off. That’s why welding tools and accessories clamps matter more than people realise. They just keep everything where it should be while you work.
Same with your holder and earth clamp. If those aren’t solid, the arc won’t feel right. You’ll notice it immediately. Something like the Supra Welding Holder and Supra Earth Clamp keeps things consistent, so you’re not fighting the arc.
And for cutting, a proper hose makes a difference. Supra Natural Cutting Hose is one of those things you don’t think about until there’s an issue. Once it’s sorted, everything just runs smoother.
Welding Accessories for Beginners vs Professionals
If you are starting out, focus on basic welding accessories for beginners. Good gloves, a helmet, standard electrodes, and clamps.
Professionals use more specialised setups. This includes advanced consumables and better equipment. These are often considered professional welding accessories.
The difference comes down to precision and consistency.
How to Choose the Right Welding Accessories
Start with your material. Different metals need different consumables. This is especially true for stainless steel welding accessories.
Next, consider your process. MIG, TIG, and stick welding all need different tools. Also, think about your environment. Outdoor work needs more durable setups. Choosing the right welding tools and accessories is about matching them to your job.
Common Mistakes When Choosing Welding Accessories
Many people focus only on machines and ignore accessories. Using the wrong consumables is another common issue. It affects weld strength and durability.
Poor-quality PPE for welding is also a mistake. It puts your safety at risk. Inconsistent cables and poor grounding can affect arc stability. Avoiding these mistakes improves both safety and results.
Conclusion
A good setup just makes welding easier. You don’t have to fight the arc or keep fixing mistakes. Everything from your welding safety equipment to your consumables plays a part in that. These are essential welding accessories. Investing in the right welding equipment list improves safety, quality, and efficiency. You figure this out over time. Start with the basics and build from there. Once your tools match the kind of work you’re doing, things start to fall into place.

A welding rod is one of the most crucial components in a welding project. It holds the structures together and ensures your project succeeds in serving its purpose. In welding projects, stainless steel welding rods are particularly popular for their high corrosion resistance and strength. However, selecting the right electrode requires more than picking one of the shelves.
So, let's explore a few key factors you must focus on while selecting a stainless steel welding rod.
1. Understand the Base Metal Composition
Start by understanding the base material you will be welding. Stainless steel comes in various grades, such as 304, 316, or 410. Each of these types has different alloying elements influencing its characteristics. Choosing a stainless steel welding electrode that complements the base material will create a durable weld, which will prevent issues like galvanic corrosion.
2. Consider the Welding Process
There are various welding processes, such as MIG (metal Inert Gas), TIG (Tungsten Intergas), and SMAW (Shielded Metal Arc Welding). All of them have varying levels of compatibility with different electrodes. For example, stainless steel welding rods are particularly effective in TIG welding as they provide better control over heat input and precision.
3. Evaluate Operating Conditions
Operating conditions such as temperature, pressure, and exposure to corrosive environments will significantly affect the welding materials you use, including the welding rods. For example, if your requirement is a welding rod that can endure high temperatures or corrosive substances, select a rod that can maintain structural integrity for long durations. Utilising this factor for decision-making will ensure your welds' longevity.
4. Assess the Manufacturer's Quality Standards
Choose a trusted welding rod manufacturer. It is of the utmost importance to ensure the quality and consistency of welding materials. Look for manufacturers that adhere to industry standards like D&H Sécheron. Some of them may have a higher initial cost, but the quality can lead to higher savings in the long term, as the quality will ensure your weld is strong and can endure harsh conditions.
5. Budget and Cost-Effectiveness
Budget constraints are a reality for everyone. However, quality should not be compromised, especially when purchasing stainless steel welding rods. Purchasing quality stainless steel welding rods is an investment as it means fewer defects and reduced rework costs. For instance, a premium welding rod from a trusted manufacturer can handle high-pressure levels while maintaining the weld's integrity. So, always balance affordability and quality to gain the most out of your investment.
By now, it is well-established that choosing a stainless steel welding rod is one of the most important decisions you will make for the success of your welding project. Understanding what situations the project will present, assessing the manufacturer's quality, and balancing the cost and quality factors will enable you to get the best welding outcomes.
Are you seeking a reliable welding expert to guide you in choosing the right welding supplies? Then your search ends here. Contact us today to get the welding assistance you need.

Table of Contents
1. Butt Joint Welding
-
Common Weld Types in Butt Joint Welding
-
Common Applications of Butt Joint Welding
2. T Joint Welding (T-Weld Joint)
-
Weld Types in T Joint Welding
-
Common Applications of T Joint Welding
3. Corner Weld Joint
-
Weld Types in Corner Weld Joint
-
Common Applications of Corner Weld Joint
4. Lap Joint Weld (Lap Weld Joint)
-
Weld Types in Lap Joint Welding
-
Common Applications of Lap Joint Welding
5. Edge Joint Welding
-
Weld Types in Edge Joint Welding
-
Common Applications of Edge Joint Welding
Different Types of Welding Joints and Their Uses
Understanding the different types of welding joints is essential in fabricating durable and reliable metal structures. Each welding joint type, from simple pipelines to complex structural components, serves a specific function depending on the material, geometry, and load requirements.
A welding joint is the configuration used to unite two or more metal or non-metal parts using heat and/or pressure. This creates a single unit capable of withstanding stress and performing mechanical functions.
There are five different types of welding joints commonly used across industries: butt joint welding, T joint, corner joint, lap joint, and edge joint. Let’s examine each of these welding joint types, their configurations, and typical use cases.
1. Butt Joint Welding
One of the simplest and most commonly used welding joints, the butt joint is formed when two parts are placed end-to-end or side-by-side in the same plane and welded along the seam.
Common weld types in butt joint welding:
-
Single groove weld
-
Flanged butt weld joint
-
Single bevel weld
-
Double bevel weld
-
Flare bevel weld
-
Single V-groove weld
-
Flare V-groove weld
-
Double V-groove weld
-
Single U-groove weld
-
Double U-groove weld
-
Single J-groove weld
Common applications:
-
Pipe welding, valve manufacturing, and structural assemblies
-
Extensively used in pressure vessel fabrication, shipbuilding, and construction.
2. T Joint Welding (T-Weld Joint)
T joint welding is performed when one workpiece is positioned perpendicular to another, forming a ‘T’ shape. It is especially useful when structural strength and perpendicular alignment are required.
Weld types in T Joint welding:
-
Double Groove Weld
-
Square Groove Weld
-
Single Flare Bevel Groove Weld
-
Single Bevel Groove Weld
-
Double Bevel Groove Weld
-
Fillet Weld
-
Flanged T Joint
-
J-Groove Weld
Common applications:
-
Sheet metal fabrication, frame and bracket construction
-
Automotive and aerospace assemblies
3. Corner Weld Joint:
A corner joint involves placing two pieces of metal together at a right angle to form an 'L' shape. This joint is typical in box and frame construction and can be open or closed, depending on the design requirements.
Weld types in the corner weld joint:
-
Square Groove
-
Edge Weld
-
Bevel Groove Weld
-
V-Groove Weld
-
Flare V-Groove Weld
-
J-Groove Weld
-
U-Groove Weld
-
Flare Bevel Groove
Common applications:
-
Widely used in sheet metal industries, such as HVAC ducting, casings, and containers
-
Frame manufacturing for light to moderate load-bearing structures
4. Lap Joint Weld (Lap Weld Joint)
A lap joint weld is created by overlapping two metal plates and welding at the edges. This is especially useful for joining metals of different thicknesses. It is considered a variation of the butt joint but provides enhanced surface area for bonding.
Weld types in lap joint welding:
-
Fillet Weld
-
Spot Weld
-
Seam Weld
-
J-Groove Weld
-
Bevel Groove Weld
-
Flare Bevel Groove Weld
-
Flanged Lap Joint
Common applications:
-
Ideal for laser beam welding, electron beam welding, and resistance spot welding
-
Predominantly used in the automotive and electronics industries for sheet metal fabrication.
5. Edge Joint Welding
In an edge weld joint, two metal pieces are placed side-by-side on parallel planes and welded at the edge. Since only the edge is fused, this joint is not ideal for high-stress or load-bearing applications.
Weld types in edge joint welding:
-
V-Groove Weld
-
Flared V-Groove Weld
-
J-Groove Weld
-
U-Groove Weld
-
Bevel Groove Weld
-
Edge Flange Weld
-
Corner Flange Weld
-
Square Groove Weld
Common applications:
-
Manufacturing of mufflers, sheet metal enclosures, and ducts
-
Best suited for low-pressure, low-load applications
Choosing the right welding joint type is crucial for ensuring structural integrity, load-bearing capacity, and long-term performance. Material thickness, stress requirements, joint geometry, and weld accessibility must be carefully evaluated. Whether you're working with butt joint welding, T joint welding, or a lap joint weld, understanding the strengths and limitations of each option is key to a reliable outcome.
At D&H Sécheron, we offer a wide range of high-performance welding solutions, including conventional welding consumables, reclamation and maintenance products, and customised solutions for complex applications. Explore our product catalogue or contact our experts to find the right solution for your welding joint needs.
.png)
Arc metal welding is a process that needs no introduction in the welding world. Due to its versatility, it's widely used across almost all industries, from construction to manufacturing. However, not one type is suited to every application, and it takes careful consideration to choose the right one based on its unique strengths.
In this blog, let's explore the five most common types of arc metal welding and their applications.
1. Shielded Metal Arc Welding (SMAW)
It is the most common method of arc metal welding and is often referred to as stick welding. It involves manually coating a consumable electrode with a self-shielding flux. Here, the welder controls the arc length and movement of the deposition of molten metal onto the joint.
Applications of SMAW: It is commonly used in construction, maintenance, and repair industries as it is cost-effective. When considering consumables, it is most compatible with stainless steel, carbon steel, and other metals in various positions.
Gas Metal Arc Welding (GMAW)
This type is also known as MIG welding. It can be a semi-automatic or automatic process which uses continuous wire feed electrodes and an inert and semi-inter shielding gas to protect the weld pool from contamination. The molten wire forms an arc that joins the metal pieces together.
Applications of GMAW: Known for its speed and efficacy, it is perfect for automotive and thin metal fabrications. To get the best results, it is advised to use materials like stainless steel and carbon steel, especially if the aesthetics of the weld are crucial.
3. Gas Tungsten Arc Welding (GTAW)
This is also popularly called TIG welding. It's a precise welding process that uses a non-consumable tungsten electrode to get an arc and a different filler rod to insert material into the joint. Typically, it is used to create high-quality welds that require precision and clean metal surfaces.
Applications of GTAW: It is commonly used in aerospace and artistic metalwork due to its visually aesthetic outcome from precise control. When it comes to welding materials, it's best to use thin materials like aluminium, copper alloys, and stainless steel. Another notable quality of TIG welding is its high strength and durability.
4. Flux-Cored Arc Welding (FCAW)
This welding type is quite similar to MIG welding. However, it utilises a flux-filled tubular electrode instead of a solid wire. When burned, this flux generates shielding gases, making it ideal for outdoor welding where harsher elements can be a major issue.
Applications of FCAW: Unlike TIG welding, FCAW is suited to welding thicker materials and is used in industries that require heavy machinery repairs, such as construction and shipbuilding.
5. Submerged Arc Welding (SAW)
SAW is a highly efficient automatic welding process. Here, the arc is created with a continuously fed electrode and workpiece. The weld is submerged under a layer of flux, which acts as a shield from contaminants.
Applications of SAW: It is used to weld thick materials together, such as high-carbon steel or low-alloy steel. Industries like shipbuilding and pipe manufacturing benefit greatly from SAW's ability to produce deep and strong welds at a high speed.
Different types of arc metal welding provide differing advantages. Hence, it is best practice to choose one that suits your project's environmental conditions, materials, and weld quality specifications. To ensure you get the best result, it is highly advisable to seek a trusted welding electrode manufacturer to source the materials.
Ready to take the first step towards a successful welding application? Start by checking out industry-standard welding equipment at D&H Sécheron.

In the world of welding, durability is a crucial factor in judging the use of welding equipment. The 7018 electrode meets this standard well. However, it is more than just a durable option. In this blog, let's explore why the 7018 welding electrode is a top choice among welding professionals.
Reason 1: Superior Weld Quality
One of the most noteworthy features of the 7018 welding electrode is its ability to produce industry-standard welds. With a high tensile strength standing at 70,000 psi (70 in 7018 refers to tensile strength), welds can withstand significant stresses, making them ideal for structural applications. The low hydrogen content also lowers the risk of hydrogen-induced cracking. Thus, the result is a clean, aesthetically pleasing weld with minimal splatter, reducing post-weld cleaning time.
Reason 2: Versatility Across Applications
The 7018 electrode is widely used because it can be used in various ways. It is compatible with an array of welding consumables, such as metals, carbon steel, and low-alloy steel, making it suitable for all welding positions from flat, horizontal, vertical, and overhead. This makes it an excellent choice in complex constructions where different materials are used, such as shipbuilding, construction, and heavy equipment manufacturing.
Reason 3: Enhanced Mechanical Properties
The 7018 electrode exhibits superior welding qualities with its combination of low hydrogen content and content and iron powder coating. This makes it extremely tough and suitable for load-bearing structures. This welding electrode's performance is also excellent, even under extreme conditions such as sub-zero temperatures.
Reason 4: Ease of Use
All professionals favour this welding electrode due to its user-friendly characteristics. It offers good arc control, allowing welders to maintain a stable arc throughout welding. Furthermore, the minimal clean up required after the weld saves effort and time.
Reason 5: Reliability in Critical Environments
The 7018 wedding electrode is reliable. This fact cannot be overstated. Its composition prevents cracking and maintains structural integrity for longer durations, reducing the need for repeated maintenance and making it a safe choice for welders. It is also resistant to moisture and oxygen, ensuring the weld fulfils its function over time.
Tips for Working With 7018 Electrode Effectively
To get the most out of utilising the 7018 electrodes, follow these tips:
1. Appropriate storage: A clean, cool, and dry environment will prevent moisture absorption, reducing the chances of defects in weld quality.
2. Electrode Preparation: Keep welding electrodes contaminants free. Prevent contact with elements like oil and rust.
3. Preheating: When welding thicker sections or high-strength steels, it is best practice to use preheating to reduce the chances of cracking induced by hydrogen.
4. Optimal Welding Parameters: For best results, adjust welding parameters like current and voltage according to specifications provided by weld manufacturers.
With its various benefits making it a strong, durable, easy-to-use option that efficiently produces clean and visually appealing results, 7018 welding electrodes are undoubtedly the gold standard for welding professionals of all levels.
Are you looking for a trusted welding equipment manufacturer to source welding equipment like 7018 electrodes ? Start by exploring our welding material range now!

Achieving a quality weld is crucial to determining the success of various processes across industries. For this, using the right filler material is important. Filler materials significantly impact the strength and durability of the whole welded structure. An incorrect choice can lead to cracks, weak joints, and more defects.
In this blog, let’s explore five tips to select the best filler material for your order to ensure the success of your welding project.
Tip 1: Identify Your Welding Goal
What type of project is your weld a part of? Different welding projects have different requirements. For example-
- Structural welding (construction of bridges, buildings, and towers) requires a strong, durable filler metal as these structures are consistently used and exposed to harsh materials.
- Automotive repair needs a flexible filler wire that can resist corrosion.
- When welding pipes, a high tensile filler wire is necessary to prevent any leaks from the joints.
Tip 2: Select a Filler Metal Based on Your Welding Process
Each welding method has specific filler materials that are highly compatible. Choosing those combinations adds to the durability of the weld. For example-
- MIG welding uses solid or flux-cored wires to work at high speeds.
- TIG welding requires a clean welding rod as it focuses heavily on precision.
- Stick welding, when utilised for heavy-duty applications, needs coated electrodes.
Tip 3: Check Compatibility with the Base Metal
The metals used in welding react immensely to filler wires and welding rods. To make the best out of the welding materials, use them in the right pair. A few examples are-
- It is recommended to use ER308 filler wire or 316 electrodes for stainless steel.
- For aluminium as your base metal, choose E6013 or E7018 electrodes.
- When using mild electrodes, opt for E6013 or E7018 electrodes.
Tip 4: Factor in the Work Environment
The welding environment can affect the utilisation of filler metal performance. Take a quick overview of a few conditions-
- Outdoor welding needs moisture-resistant electrodes to prevent contamination.
- When the weld will be subjected to underwater conditions, it is advised to use high-corrosion-resistant filler metals.
- A stainless steel or nickel-based filler wire will work best at high-heat applications.
Tip 5: Choose a Reliable Welding Material Manufacturer
The quality of the filler wire is the tipping factor. You can use the right combination of base metal welding techniques, be in the right environment, and end up with an inferior quality weld because of unreliable welding equipment. One of the leading names in India is D&H Sécheron. A long-standing welding equipment legacy with 60 years of expertise. They also provide technical support to help you in the welding process.
It is abundantly clear that a filler wire may be a small part of the project but can have a resounding impact. Choose a quality filler wire from a trusted manufacturer for your welding projects and make it safe, durable, and aesthetic. By following the above tips, you can get started on the process. If you find yourself with more questions, reach out to us, and our experts will lend you the support to make the best decisions for your welding requirements.

Table of Contents:
-
Choosing the Right Welding Material for Your Project
-
Types of Materials Used in Metal Welding
-
Mild Steel & Stainless Steel
-
Cast Iron
-
Aluminium
-
Titanium
-
Copper and Copper Alloys
-
Nickel Alloys
-
Magnesium
-
Tungsten
-
-
Types of Welding: Conventional vs Reclamation Welding
-
Key Takeaways
Selecting the right welding material is a critical step in any welding project. Whether you're working on a minor repair or a large-scale industrial component, the choice of welding materials directly affects the final structure's strength, durability, and cost-efficiency.
Each metal responds differently to heat. Properties like thermal conductivity, melting point, and expansion rate determine how suitable a material is for welding. This guide will explore a comprehensive welding materials list covering 8 commonly used metals in modern fabrication and repair. From everyday construction to aerospace engineering, these materials form the foundation of successful metal welding operations.
Choosing the Right Welding Material for Your Project
Before selecting a welding material, consider the following factors:
-
Welding techniques and positions like TIG, MIG, and SMAW.
-
Environmental exposure, such as moisture, heat, or chemical contact.
-
Type of project, whether fabrication, repair, or reclamation welding.
For example, reclamation welding, used to repair worn-out machinery, requires specialised welding electrode materials such as flux-cored wires (FCW) or hardfacing electrodes that can rebuild surfaces with accuracy and strength.
Types of Materials Used in Metal Welding
1. Mild Steel & Stainless Steel
Mild Steel
Mild steel is one of the most commonly used welding materials because it is affordable, has high tensile strength, and is easy to weld.
-
Applications: Structural frameworks, automotive parts, and construction.
-
Welding methods: SMAW (Stick welding) and MIG welding.
-
Key advantage: Easily weldable with minimal prep; ideal for general-purpose jobs.
Stainless Steel
Stainless steel offers corrosion resistance and strength, making it suitable for demanding environments.
-
Applications: Food processing, marine parts, and pharmaceutical equipment.
-
Welding methods: TIG and MIG welding for clean, high-quality welds.
-
Considerations: Requires careful heat control to avoid distortion or oxidation.
2. Cast Iron
Cast iron contains a high carbon percentage, making it strong but brittle, posing welding challenges.
-
Applications: Engine blocks, machine bases, piping systems.
-
Welding tip: Preheat the metal and use nickel-based electrodes to reduce the risk of cracking.
-
Considerations: Post-weld cooling must be gradual to prevent stress fractures.
3. Aluminium
Aluminium is a lightweight and corrosion-resistant metal, widely used in industries that demand strength without added weight.
-
Applications: Aerospace structures, automotive frames, HVAC systems.
-
Welding methods: TIG and MIG with AC (especially for thicker materials).
-
Considerations: Aluminium's high thermal conductivity requires precise control to prevent burn-through.
4. Titanium
Titanium combines lightweight properties with exceptional strength and corrosion resistance, making it ideal for high-performance industries.
-
Applications: Aerospace, marine engineering, medical implants.
-
Welding method: TIG welding with strict shielding gas protection (argon or helium).
-
Considerations: Extremely reactive at high temperatures; even minimal contamination can weaken the weld.
5. Copper and Copper Alloys
Copper offers excellent electrical and thermal conductivity, making it indispensable in electrical and plumbing applications.
-
Applications: Electrical wiring, plumbing, heat exchangers.
-
Welding methods: TIG and MIG welding for precise, clean joints.
-
Considerations: High thermal conductivity pulls heat away from the weld zone; requires higher heat input and compatible filler metals.
6. Nickel Alloys
Nickel-based welding materials maintain strength and corrosion resistance even in extreme temperatures and chemically aggressive environments.
-
Applications: Power plants, chemical refineries, aerospace turbines.
-
Welding methods: TIG and MIG with matching filler materials for best performance.
-
Key advantage: Maintaining integrity under high stress and heat is ideal for mission-critical operations.
7. Magnesium
Magnesium is even lighter than aluminium and offers excellent vibration-damping properties.
-
Applications: Aerospace parts, electronics casings, automotive components.
-
Welding methods: Laser welding, resistance spot welding, and friction stir welding.
-
Considerations: Highly flammable; welding magnesium or dissimilar metals requires expert-level control and preparation.
8. Tungsten
Tungsten is unique; it’s not a base metal but an essential welding electrode material used in TIG and plasma arc welding.
-
Applications: Aerospace, nuclear facilities, and thin metal sheet welding.
-
Welding method: TIG and plasma arc welding.
-
Key advantage: High melting point and arc stability; helps produce clean, accurate welds.
Tungsten electrodes retain shape and do not melt during welding, making them ideal for repeatable, high-precision tasks.
Types of Welding: Conventional vs Reclamation Welding
-
Conventional Welding
Used for fabrication and new structures, employing core welding consumables like filler rods and flux. Common techniques include:
-
TIG (Tungsten Inert Gas)
-
MIG (Metal Inert Gas)
-
SMAW (Shielded Metal Arc Welding)
-
Reclamation Welding
Focused on repair and restoration, especially for heavy industries. It extends the lifespan of worn components using:
-
Flux-cored wires (FCW)
-
Hardfacing welding electrode materials
-
Best suited for restoring shafts, turbine blades, crushers, and more
The success of any metal welding project lies in choosing the right welding materials. Each metal, mild steel, titanium, or tungsten, offers distinct mechanical and chemical properties suited for specific applications.
Selecting the right material ensures structural integrity, performance, and long-term cost efficiency. With expert guidance and the proper welding electrode material, you can ensure durable, high-quality welds, whether fabricating new components or restoring worn ones.
Need help choosing the right material? D&H Sécheron offers a complete portfolio of welding materials, consumables, and technical support tailored to your industry.
Key Takeaways
-
There are eight types of welding materials, each suited for distinct use cases.
-
Mild steel is ideal for general applications.
-
Aluminium, stainless steel, and nickel alloys are best for corrosion and heat resistance.
-
Titanium and magnesium require a specialised welding technique.
-
Tungsten serves as a stable welding electrode material in high-precision applications.
-
Choose between conventional and reclamation welding based on your operational needs.
Table of Contents
-
Introduction
-
What is a LoTherme Welding Electrode?
-
Why Use a LoTherme Electrode?
-
LoTherme Product Range & Operating Guidelines
-
How to Select the Right LoTherme Electrode
-
Best Practices for Welding with LoTherme Electrodes
-
How to Purchase & What to Ask Your Supplier
-
Conclusion
Introduction
In industrial maintenance and repair, welding plays a vital role in restoring worn or damaged parts, minimising downtime, and saving replacement costs. Instead of discarding components, industries rebuild and reinforce them through precision welding.
Among the welding consumables for maintaining steel, the LoTherme welding electrode range stands out for its low heat input design, which is ideal for manganese steel, stainless steel, and dissimilar alloys. These electrodes deliver strong, crack-resistant, and durable welds even in challenging service conditions.
This guide explains how LoTherme electrodes work, how to select the right model, and how to apply them for long-lasting repairs.
What is a LoTherme Welding Electrode?
The LoTherme series from D&H Sécheron represents specialized low heat input welding electrodes engineered for repair, surfacing, and build-up. Designed to restore worn parts, they ensure strong, crack-resistant welds that extend equipment life in demanding environments.
Key Features of LoTherme Electrodes
|
Feature |
Benefit |
|
Low heat input design |
Minimises distortion and heat-affected zone (HAZ) damage |
|
Stable arc and smooth weld beads |
Ensures easy operation and consistent weld quality |
|
Superior work-hardening properties |
Ideal for high-impact or abrasion-prone components |
|
Multi-metal compatibility |
Suitable for manganese steel, stainless steel, and dissimilar steels |
Typical Applications
LoTherme welding electrodes are widely used across sectors that demand durability and repair precision, including:
-
Mining and cement industries
-
Earth-moving and construction machinery
-
Rails, crossings, and heavy-duty track components
-
Crusher jaws, dredger buckets, and hammers
These electrodes ensure minimal downtime and long repair life.
Why Use a LoTherme Electrode?
During repair welding, the base metal composition can compromise weld quality. LoTherme counteracts this with an advanced flux coating that supports stable welding at low currents, ensuring clean HAZ properties, minimal dilution, and low distortion.
LoTherme electrodes solve this issue with an advanced flux design that supports welding at low currents and short arc lengths, maintaining a stable and clean HAZ while minimising distortion.
Key Benefits of Using LoTherme Electrodes
Using LoTherme welding electrodes provides a range of technical and economic advantages:
-
Stable arc and easy restrike for consistent welds
-
Reduced carbon and impurity pickup from the base material
-
Minimal surface impact near the HAZ
-
Lower cracking tendency in alloy and hard steels
-
Long-lasting, cost-effective repairs with reduced consumable usage
LoTherme Product Range & Operating Guidelines
Each LoTherme welding electrode is engineered for a specific repair, maintenance, or build-up application, ensuring optimal performance across different base materials and industrial needs.
|
Electrode Model |
Application / Material |
Key property |
|
Heavy joints of manganese steel |
Exceptional impact strength and corrosion resistance |
|
|
Dissimilar steels and build-up layers |
Excellent ductility and crack resistance |
|
|
Stainless steel fabrication and repair |
Smooth bead finish with easy slag removal |
|
|
Manganese alloys and high-impact parts |
Superior work-hardening surface for durability |
The flux coating enables low current, low voltage, and short arc welding, minimizing the heat-affected zone and distortion.
Operating Guidelines for Best Results
Follow these practical steps to achieve high-quality, consistent welds:
-
Power Source: Use DC+ or AC with a short arc technique.
-
Current Setting: Maintain low current to minimize distortion and overheating.
-
Surface Preparation: Thoroughly clean the base area, remove rust, paint, oil, grease, and scale before welding.
-
Storage: Keep electrodes in moisture-proof and shock-proof containers to preserve coating quality.
-
Technique Tip: Use steady, controlled motion for uniform weld beads
With these specifications and operating practices, LoTherme electrodes deliver superior weld strength, reduced rework, and extended component life, ideal for industries that rely on dependable maintenance welding.
How to Select the Right LoTherme Electrode
Choosing the right LoTherme welding electrode ensures strength, durability, and proper fusion.
Factors to Consider
-
Base Material - Match the electrode to the metal type, whether austenitic manganese, carbon, stainless, or alloy steel. This ensures proper fusion and minimal dilution.
-
Service Conditions - Assess the working environment for potential impacts, abrasion, heat, or corrosion exposure.
-
Desired Weld Properties - Choose electrodes that offer the right balance of hardness, ductility, and crack resistance.
Example:
-
LoTherme 457 - Ideal for heavy manganese steel joints; offers superior impact and corrosion resistance.
-
LoTherme 468 - A high-alloy electrode for strong, crack-free overlays on alloy steels
LoTherme Electrode Selection Guide
|
Requirement |
Recommended Electrode |
|
Repairing crusher jaws, hammers |
LoTherme 457/457 IVR |
|
Surfacing for wear & impact resistance |
LoTherme 660 G3 |
|
Dissimilar steel joining |
Lotherme 618 |
|
Stainless steel repair |
LoTherme 621 |
|
General maintenance and steel fabrication |
Selecting the right model reduces rework, saves time, and ensures long-lasting weld performance.
Best Practices for Welding with LoTherme Electrodes
To achieve consistent results and extend equipment life:
-
Prepare surfaces properly: Clean rust, grease, or paint for better arc stability.
-
Maintain short arc & low current: Reduces heat and distortion.
-
Control interpass temperature: Avoid overheating for better weld integrity.
-
Store correctly: Use dry, moisture-proof packaging.
-
Follow safety protocols: Always wear protective gear and ensure proper ventilation.
These best practices help deliver stable arcs, clean welds, and durable joints in all industrial welding applications.
How to Purchase & What to Ask Your Supplier
Before purchasing, evaluate your needs and confirm a few key points:
-
Material compatibility: Match with your base metal (manganese, stainless, or dissimilar steel).
-
Technical parameters: Check current range, polarity, and electrode diameter.
-
Packaging & storage: Ask about shelf life and storage conditions.
-
Documentation: Request technical datasheets or WPS recommendations.
Conclusion
Selecting the right LoTherme welding electrode is essential for achieving high-quality, durable results across repair and maintenance operations. With low heat input design, excellent weld strength, and superior resistance to cracking, LoTherme ensures reliability across manganese steel, stainless steel, and dissimilar alloy applications.
As a leading Welding Consumables Manufacturer, D&H Sécheron offers a full range of LoTherme electrodes designed for efficient performance and long-lasting repairs.
Consult our experts or download product datasheets to find the perfect solution for your industrial welding needs.
Key Takeaways
-
LoTherme provides industry-leading low heat input welding electrodes.
-
Ideal for manganese steel, stainless steel, and dissimilar steel applications.
-
Reduces distortion, cracking, and rework.
-
Correct selection ensures stronger, longer-lasting repairs.
-
Ideal for industries requiring reliable welding consumables for maintaining steel.

Table of Contents
-
Introduction
-
What Is a Welding Electrode?
-
Types of Welding Electrodes Based on Consumption
-
Different Types of Welding Electrodes & Their Uses
-
How to Choose the Right Welding Electrode
-
Welding Electrodes for Different Materials
-
Common Mistakes When Selecting Welding Electrodes
-
Why Quality Welding Electrodes Matter in Industrial Applications
-
Why Choose D&H Sécheron Welding Electrodes?
-
FAQs About Welding Electrodes
Introduction: Why Welding Electrodes Matter in Weld Quality
Welding electrodes are at the core of every welding process. They influence weld strength, durability, appearance, and safety, making electrode selection one of the most critical decisions in welding operations.
From small fabrication jobs to large-scale industrial projects, understanding the types of welding electrodes, their uses, and selection criteria helps prevent weld defects, rework, and long-term structural failures. This guide explains everything you need to know, from basics to application-specific selection.
What Is a Welding Electrode?
A welding electrode is a metal rod or wire that conducts electric current from the welding machine to the workpiece. Depending on the process, it may also act as a filler material that melts and joins two metals.
Difference Between Welding Rod and Welding Electrode
Understanding the difference between a welding rod and an electrode helps clarify selection:
-
A welding rod is typically a filler material that may or may not conduct current
-
A welding electrode always conducts current and may be consumable or non-consumable
In practice, the terms are often used interchangeably, especially in stick welding electrodes.
Types of Welding Electrodes Based on Consumption
-
Consumable Welding Electrodes
Consumable welding electrodes melt during welding and become part of the weld joint.
Common applications:
They are widely used in industrial welding electrode applications due to ease of use and strong joint formation.
-
Non-Consumable Welding Electrodes
Non-consumable electrodes do not melt. Instead, they transfer current and heat to the base metal.
Most common type:
-
Tungsten electrodes are used in TIG welding
These are ideal for precision welding and high-quality finishes.
Different Types of Welding Electrodes & Their Uses
-
SMAW (Stick Welding) Electrodes
SMAW electrodes, also known as stick welding electrodes, are among the most commonly used due to their versatility and portability.
Typical applications:
-
Maintenance and repair
-
Structural fabrication
-
Site and outdoor welding
Common SMAW electrode types:
-
E6010: Deep penetration; ideal for pipe welding and dirty or rusty metals
-
E6013: Smooth arc and easy slag removal; used for general fabrication
-
E7018: A low-hydrogen electrode offering high tensile strength; preferred for structural welding
-
TIG Welding Electrodes
TIG welding uses tungsten electrodes, which are non-consumable and allow precise control over the weld.
Common uses:
-
Stainless steel welding electrodes applications
-
Aluminium and non-ferrous metals
-
Thin sections requiring clean welds
TIG welding is often preferred when appearance and accuracy are critical, making it the best welding electrode for stainless steel applications requiring clean finishes.
-
MIG Welding Electrodes (Wires)
MIG welding uses continuous consumable wire electrodes fed automatically through a welding gun.
Key advantages:
-
High productivity
-
Consistent weld quality
-
Suitable for automation
Common applications:
-
Automotive repairs
-
Fabrication workshops
-
Submerged Arc Welding (SAW) Electrodes
SAW electrodes are used for heavy-duty industrial welding, where the arc is submerged under a layer of flux.
Typical industries:
-
Shipbuilding
-
Pressure vessels
-
Thick structural plates
These are widely used in industrial welding electrode applications requiring deep penetration.
How to Choose the Right Welding Electrode
Knowing how to choose the right welding electrode depends on several practical factors:
-
Base material: Carbon steel, stainless steel, aluminium
-
Welding position: Flat, vertical, overhead
-
Required tensile strength: Structural vs non-structural joints
-
Environmental conditions: Outdoor, damp, or windy areas
-
Welding machine compatibility: Current type and amperage range
Correct selection improves weld reliability and reduces rework.
Welding Electrodes for Different Materials
-
Carbon steel: E6013, E7018 low-hydrogen electrode
-
Stainless steel: Stainless steel welding electrodes or TIG filler rods
-
Aluminium: Aluminium welding rods or MIG wires
Each material requires an electrode designed to match its metallurgical properties.
Common Mistakes When Selecting Welding Electrodes
-
Choosing an incorrect tensile strength
-
Ignoring hydrogen control in structural welding
-
Improper electrode storage leading to moisture absorption
Avoiding these mistakes improves weld quality and safety.
Why Quality Welding Electrodes Matter in Industrial Applications
In industrial environments, welding failures can lead to downtime, safety risks, and compliance issues.
High-quality industrial welding electrodes ensure:
-
Reduced weld defects
-
Long-term structural integrity
-
Consistent performance across applications
Why Choose D&H Sécheron Welding Electrodes?
D&H Sécheron offers a comprehensive range of high-quality welding electrodes designed for industrial reliability.
What sets D&H Sécheron apart:
-
Proven performance across industries
-
Wide product range for multiple welding processes
-
Strong technical support and application expertise
Conclusion
Choosing the right welding electrodes is essential for achieving strong, safe, and durable welds in industrial applications. Understanding the types of welding electrodes, their welding electrode uses, and the difference between a welding rod and an electrode helps prevent defects and rework. From stick welding electrodes to consumable welding electrodes like the E7018 low-hydrogen electrode, correct selection ensures reliability in welding electrodes for structural welding. With high-quality industrial welding electrodes, D&H Sécheron supports consistent performance across demanding welding environments.
Key Takeaways
-
Welding electrodes directly affect weld strength, durability, and safety
-
Different welding processes require different types of electrodes
-
Consumable and non-consumable electrodes serve distinct applications
-
Electrode selection depends on base material, position, and environment
-
High-quality industrial electrodes reduce defects and rework
Submerged arc welding (SAW Welding) is a highly efficient welding process renowned for its high deposition rates, deep weld penetration, and high-speed capabilities. At the core of this process is the electrode wire, which plays an important role in developing quality welds. In this blog, we will delve into the benefits, uses, and best practices associated with submerged arc welding wire, as well as how our offerings can enhance the quality of your welding projects.
Understanding Submerged Arc Welding Wire
Submerged arc welding uses a continuous welding wire electrode that is automatically fed from a spool. An electric arc forms between the electrode wire and the workpiece, while a coat of granular flux covers the arc, protecting it from atmospheric contamination and ensuring a clean, high-quality weld.
The Advantages of Submerged Arc Welding Wire
SAW wire offers a range of advantages:
1. High Deposition Rates: This results in welds being created at a faster speed, boosting productivity, and is best suited for large-scale welding projects.
2. Deep Weld Penetration: SAW wires provide deep weld penetration, making the welds strong and durable, ideal for welding thick materials and structural components.
3. Improved Weld Quality: The flux used in the SAW process protects the weld pool from atmospheric contamination, resulting in a clean and high-quality weld with minimal flaws.
4. Reduced Fume Emission: When used alongside flux, SAW wire produces fewer welding fumes and spatter, creating a safer and cleaner work environment.
The Uses of Submerged Arc Welding Wire
SAW wire can be used in an extensive range of projects, including:
1. Heavy Fabrication: It is extensively used in industries like shipbuilding, large-scale construction projects such as bridges, and pressure vessel manufacturing due to its high deposition rates and deep penetration properties.
2. Structural Welding: SAW wires are durable and strong, widely used in structural welding projects involving beams, columns, and other structural components.
3. Pipeline Construction: SAW wire provides high-strength welds capable of enduring harsh environments, making it the right choice for pipeline construction.
Best Practices for Using Submerged Arc Welding Wire
Here are some best practices to follow when using SAW wires:
1. Choosing the Right Wire: Consider factors such as base material, desired weld properties, and project specifications when selecting your welding wire.
2. Proper Storage and Handling: Store SAW wire in a clean, dry environment to prevent contamination and oxidation. Ensure the electrode wire is free from rust and other impurities before use.
3. Maintaining Equipment: Regularly maintain welding equipment, including welding wire feeders and power sources, to ensure optimal performance, prevent malfunctions, and maintain consistent weld quality.
4. Using Appropriate Welding Parameters: Adjust welding parameters (voltage, current, travel speed) according to the electrode wire’s specifications and project requirements for producing high-quality welds.
Which Type of Electrode is Used in Submerged Arc Welding?
In submerged arc welding, the type of electrode wire used significantly impacts weld quality and characteristics. Typically, a continuous, consumable welding wire electrode is selected based on the base metal and desired weld characteristics.
D&H Sécheron: Your Partner in Welding Excellence
At D&H Sécheron, we provide a wide range of high-quality submerged arc welding products available in multiple diameters, specifications, and grades to meet diverse customer requirements. Our commitment to innovation and quality ensures that our products deliver optimal results, enhancing overall efficiency and productivity.
Submerged arc welding wire is essential for achieving high-quality and durable welds. By understanding the benefits, uses, and best practices of SAW wire, you can achieve the best results for your welding projects. Contact us today to discover the best SAW welding solutions and support tailored for your welding projects.
D&H Sécheron changed the face of the Indian welding manufacturing industry. From its inception in 1966, D&H Sécheron started rolling out products like Supratherme, Norma, etc. products that has created a huge impact in the industry. We have been a leading welding material manufacturers in India ever since.
D&H Sécheron is an ISO 9001-2015 certified company. Where we offer a wide range of welding material and equipment, which includes, welding electrodes, welding consumables, other machines required for welding.
With innovation and quality at heart, we have been rolling out products continuously since 1966. One of our first products, Supratherme was launched in 1967 and still remains a product of such high quality that no other electrode has replaced it! We keep on producing newer and modified electrodes of the same range, but for different purposes. These include Supratherm (Spl) which was launched in 1970 and is meant for -50°C and in fabrication of heavy water towers.
The very next year Supratherme-Ni was rolled out which is widely used for thermal cooling shields. In 1976, a variant of the same, called Supratherme-Ni (Spl) was rolled out and approved by Engineers India Ltd. for temperatures down to -60°C. It is used to weld crude oil storage tanks. Other Supratherme welding electrodes are Supratherme(Mod), Supratherme-Spl (Mod) launched in 2003, Supratherme (Spl) CT which rolled out in 2012 and the latest variant came out in 2018, which is Supratherme-NM(Mod)H4R.
Other such ranges of products are LoTherme, Cromotherme, Batox and Rutox ranges. Some of the earliest products of these ranges that set a benchmark in the welding industry are -
Rutox-F: Stainless steel electrode matching AWS classification E316L-16 with ferrite below 2 percent in fertilizer industry.
Batox-B: Basic coated stainless steel electrode that conforms to the AWS classification E308L-15. It is used for Liquid solution storage tanks.
Cromotherme-9: It was the first indigenous electrode of its class. It was developed for as well as accepted with the title by Engineers India Ltd., Haldia refinery project.
LoTherme range of low heat input electrodes are ideal for repair and maintenance welding.
It is safe to say that with each product, D&H Sécheron reaches a step closer to a vision of being an ‘Undisputed Global Leader’ and a ‘Trendsetter’ in the welding consumables manufacturing industry.

The infamous Bogibeel bridge, which spans across the Brahmaputra and is a rail-cum-road bridge, was a daunting and unbelievably difficult project to finish. Among the other key players, D&H Sécheron had played a huge role in it, by supplying welding equipment for the project. Having supplied welding materials to more such national-level as well as international-level products is a testimonial to the accomplishments of D&H Sécheron in the world of welding.
The Independent R&D center recognized by the Department of Science and Technology of “The Govt. of India” in 1979,Hence the research and development work, have always been given prime importance on a regular basis.
We have covered over 20 countries and have catered to over 30 industries in the span of just 50 years. The welding machine manufacturers in India grew so much so fast that we are now an organization of 500 plus employees!
Another testimonial to their accomplishments in the field of welding as well as the consistent quality of our welding products are the list of authorities by whom they have gotten certifications. These are:
Nuclear Power Corporation of India Limited
Government of India – Ministry of Railways Research Designs & Standards Organization
Indian Standards Institution
Office of The Director of Boilers Madhya Pradesh – Indore
Indian Register of Shipping
American Bureau of Shipping
Det Norske Veritas
Bureau Veritas
Lloyd’s Register
Toyo Engineering India Limited
This exhaustive list of authorities to have given them certifications are from the highest standards in India as well as globally, which a welding enthusiast or a person with skin in the welding industry will be well aware of.
Along with quality and innovation, another core value that D&H Sécheron offers is that of our products being sustainable and belonging to a diverse and comprehensive range.
Be it welding electrodes, welding wires or inverters, you’d be sure to find the perfect fit for your welding requirements and project. You can check out their list of products on D&H Sécheron and read more about our mission and vision along with the wide array of applications of their products.
With more and more milestones being written for D&H Sécheron India with each passing year, we are ready to lead the welding industry in the country and spread out globally too!

Table of Contents
-
Introduction
-
What is Submerged Arc Welding (SAW)?
-
Typical Applications of SAW
-
Why Choose SAW? Major Advantages
-
Key Process Features Driving SAW Benefits
-
Limitations & Considerations
-
SAW vs Other Welding Methods
-
Best Practice Tips for Maximising SAW Performance
-
Real-World Applications & Case Study
-
Conclusion
Introduction
Submerged Arc Welding (SAW) is a high-productivity welding process widely used in heavy fabrication, pipelines, pressure vessels, and submerged arc welding applications for shipbuilding. Its fully or semi-automated nature, and strong protection from flux, SAW gives reliable welds without frequent stops or excessive spatter.
In this blog, we’ll explore submerged arc welding, how the process works, and why industries rely on SAW for speed, strength, and cost control.
What is Submerged Arc Welding (SAW)?
SAW is a high-efficiency welding process where a continuously fed wire electrode forms an arc with the workpiece, completely submerged under a granular flux blanket. This flux melts into slag, shielding the weld pool and refining weld metal chemistry.
This submerged environment ensures exceptionally clean, stable, and smooth welds with minimal spatter, high deposition rates, and superior mechanical properties.
How SAW Works in Industrial Welding
The flux plays multiple critical roles:
-
Protecting the molten weld from oxygen/nitrogen contamination
-
Stabilises the arc and helps achieve deeper penetration
-
Refines weld chemistry to improve strength.
-
Forming slag that shapes and smoothens the final bead
Key Components of the SAW Process
|
Component |
Function |
|
Wire Electrode |
Acts as the filler metal; available in various diameters depending on the application |
|
Granular Flux Blanket |
Shields the arc, stabilizes the weld pool, and refines weld chemistry |
|
Power Source ( AC/DC) |
Provides steady arc energy for deep penetration |
|
Automatic / Mechanized Feed System |
Ensures continuous wire feed and uniform weld deposition |
Typical Applications of SAW
Submerged Arc Welding is widely used where high productivity and strong, defect-free welds are essential. Common applications include:
-
Pressure vessels and boilers
-
Shipbuilding and offshore structures
-
Large storage tanks and heavy steel structures
-
Pipelines and spiral-welded pipes
-
Structural beams and bridge components
SAW is especially effective for thick plates, long seams, and repetitive welds that require precision, speed, and consistency.
Why Choose SAW? Major Advantages
-
High Efficiency & Productivity
SAW is known for its exceptionally high deposition rates, far exceeding those of manual and semi-automatic welding processes. Here’s why it is considered one of the most productive methods:
-
Continuous wire feeding
-
High travel speeds
-
Minimal arc visibility interruptions
-
Reduced operator involvement
These capabilities make SAW one of the top choices for large-scale Submerged Arc Welding Automation.
-
Superior Weld Quality
SAW produces exceptionally clean, uniform, and defect-free welds due to:
-
Deep weld penetration
-
Complete flux shielding
-
Minimal fume, spatter, or arc light
-
Consistent mechanical properties
The result is a high-quality weld with fewer flaws, ideal for critical applications.
-
Cost Savings & Operational Benefits
SAW’s electrical efficiency and automation capabilities make it a cost-effective solution for high-volume production. SAW reduces cost through:
-
High electrical efficiency
-
Fewer weld passes needed
-
Flux recovery and reuse
-
Low rejection and rework rates
-
Reduced the need for highly skilled welders
Overall, SAW offers one of the best cost-to-output ratios in the heavy industry sector.
-
Best for Thick Materials & Long Welds
SAW excels in applications requiring deep, high-strength welds, such as:
-
Shipbuilding
-
Long seam pipelines
-
Heavy structures
-
Pressure vessels
D&H Sécheron consumables, such as AutoTherme Grade B and AutoTherme Grade Q, ensure stable arc performance and consistent weld quality, even in the most demanding environments.
Key Process Features that Drive These Benefits
SAW delivers exceptional efficiency and weld quality because of several built-in process characteristics. These features work together to create a controlled, stable, and high-productivity welding environment.
1. Flux Blanket Protection - Prevents oxidation, improves heat transfer.
2. Continuous Wire Feeding - Enables automation and steady deposition.
3. Optimised Welding Positions - Ideal for flat/horizontal welds and long seams.
4. Efficient Flux Recovery Systems - Reduce waste and enhance cost efficiency.
Together, these features contribute to the high productivity and reliability of submerged arc welding automation.
Limitations & Considerations
Although SAW delivers exceptional productivity, it comes with certain constraints that users must consider:
Key Limitations
-
Works best only in flat/horizontal positions
-
Higher initial investment in automation & flux handling
-
Not suitable for thin materials or complex geometries
-
Requires proper flux management
-
Limited accessibility in confined spaces
When these limitations affect feasibility, alternative processes such as MIG, TIG, or SMAW may be more suitable, depending on project requirements.
SAW vs Other Welding Methods
When comparing submerged arc welding (SAW) to other welding methods, SAW stands out for its efficiency, deposition rate, and consistency.
|
Parameter |
SAW |
MIG/TIG |
SMAW |
|
Deposition Rate |
Very High |
Moderate |
Low |
|
Automation |
Fully/Partially Automated |
Semi |
Manual |
|
Weld Quality |
Highly Consistent |
High |
Variable |
|
Fume & Arc Light |
Minimal |
Moderate |
High |
|
Best For |
Thick Plates, Long Welds |
Thin/Medium Sections |
Repair, Maintenance |
SAW clearly leads in productivity and consistency for large-scale fabrication.
Best Practice Tips for Maximising SAW Performance
To achieve the highest SAW welding deposition rate and reliability:
-
Choose the correct SAW welding flux and electrode combination.
-
Optimise parameters, current, voltage, and travel speed, for your material.
-
Maintain flux recovery systems for clean and consistent shielding.
-
Reduce waste with flux recycling and automated handling.
-
Follow safety guidelines for fumes and heat exposure.
These practices help maintain the superior weld quality for which SAW is known.
Real-World Applications & Case Examples
SAW is widely used across industries such as:
-
Shipbuilding and offshore structures
-
Pipeline and spiral pipe manufacturing
-
Heavy steel fabrication and structural components
-
Pressure vessels, boilers, and storage tanks
Case Study: SAW in Shipbuilding
Challenge: Large marine structures require deep penetration, uniform welds, and minimal defect rates to ensure structural integrity.
Solution: SAW delivered stable arc performance, continuous welding, and superior flux shielding.
Outcome:
-
Reduced rework
-
Faster production cycles
-
Higher mechanical strength
-
Superior bead quality
D&H Sécheron’s SAW range supports manufacturers with consistent performance across all heavy-duty applications.
Conclusion
Submerged Arc Welding (SAW) delivers exceptional efficiency, weld quality, and cost savings, making it the preferred choice for heavy fabrication and long, continuous welds.
While it may have limitations in setup and positioning, its advantages in productivity, automation, and quality far outweigh them for large-scale applications.
As a leading Welding Consumables Manufacturer, D&H Sécheron offers a comprehensive range of SAW wires, fluxes, and welding consumables engineered for heavy-duty fabrication and automated welding environments.
Consult our experts or download detailed product datasheets to find the ideal solution for your next industrial welding project.
Key Takeaways
-
SAW delivers high deposition rates and superior weld quality for heavy fabrication.
-
Ideal for thick plates, long seams, and automated welding setups.
-
Full flux shielding ensures clean, stable, and defect-free welds.
-
Offers significant cost savings through efficiency, fewer passes, and reduced rework.
-
Not suitable for thin materials, complex joints, or vertical/overhead positions.
-
Performance improves with correct flux–electrode selection and optimised parameters.
-
Proven effectiveness in industries like shipbuilding, pipelines, and pressure vessels.

Advantages of Using Seamless Flux Cored Welding Wires
Introduction
The choice of welding wire is crucial for achieving strong, reliable welds. An innovative option in the welding world is seamless flux-cored welding wires, which offer a range of advantages for different applications. In this blog, we will explore the benefits of using seamless flux-cored welding wires, with a focus on SS flux-cored wires and their role in welding materials.
What are Seamless Flux-Cored Welding Wires?
Seamless flux-cored welding wires (a.k.a flux-cored wires or FCWs) have a seamless outer shell as opposed to traditional flux-cored wires that have a welded seam along their length. The seamless design offers a multitude of advantages:
Advantages of Seamless Flux-Cored Welding Wires:
1. Reduced Risk of Porosity: Porosity in welds can weaken the bond and affect the overall quality of the project. Seamless flux-cored wires are less prone to creating porosity, as the absence of a seam means there are no trapped gases or impurities to compromise the weld. This characteristic makes them especially suitable for critical applications where weld integrity is paramount.
2. Improved Welding Efficiency: The seamless design enhances the stability of the welding wire, reducing the chances of interruptions and wire feed issues leading to less downtime for adjustments and troubleshooting during welding projects, ultimately saving time and increasing productivity.
3. Better Control over Welding Parameters: Seamless flux-cored wires offer excellent control over welding parameters, such as wire feed speed and voltage giving consistent and high-quality weld bead.
4. Enhanced Durability: The seamless structure of these wires make them less susceptible to damage and deformation during handling and transport, which is especially valuable in challenging work environments.
SS Flux-Cored Wire:
Stainless steel, known for its corrosion resistance and strength, is a widely used welding material in various industries. To make the most of stainless steel in welding applications, SS flux-cored wires, specifically designed for stainless steel welding, play a vital role.
1. Corrosion Resistance: SS flux-cored wires ensure that the stainless steel's inherent corrosion resistance is not compromised during the welding process. This is especially critical in industries where the welded material may be exposed to harsh environmental conditions.
2. High-Quality Welds: The SS flux-cored wires create high-quality welds on stainless steel materials that are strong, clean, and visually appealing, which is essential for applications where aesthetics and functionality go hand in hand.
3. Versatile Applications: SS flux-cored wires can be used in various applications, including food processing equipment, architectural elements, and even in the petrochemical industry where resistance to harsh chemicals is a requirement.
Conclusion:
Seamless flux-cored welding wires are a significant advancement in the welding industry. Their seamless design offers a wide range of advantages, including reduced porosity, improved efficiency, better control over welding parameters, and enhanced durability.
Be it professional welders or project managers overseeing welding operations, for top-quality welding wires, D&H Sécheron emerges as a top choice for its commitment to innovation and superior product design. D&H Sécheron offers seamless flux-cored welding wires that align perfectly with your industry. D&H Sécheron's welding wires can undoubtedly elevate the quality and efficiency of your projects.

An In-Depth Exploration of Low-Alloy Steel: Your Comprehensive Guide for D&H Sécheron
Introduction
Steel is an essential material in the world of engineering and construction, known for its strength, durability, and versatility. But did you know that not all steel is created equal? Low-alloy steel, a subset of this remarkable material, offers unique properties and advantages that make it a preferred choice in various industries. In this comprehensive guide, we will dive into the world of low-alloy steel, exploring its properties, types, advantages, and real-world applications, all while highlighting D&H Sécheron's expertise in the field.
Types of Alloy Steel
Low-alloy steel is a type of steel that contains small amounts of alloying elements (other than carbon) such as chromium, nickel, molybdenum, and manganese. These alloying elements are added to enhance specific properties of the steel, such as strength, toughness, and corrosion resistance.
Low-alloy steel can be categorized into several types based on the alloying elements and their proportions. Some common types include:
Chromium-Molybdenum Steel
This type of low-alloy steel contains chromium and molybdenum, making it exceptionally strong and heat-resistant. It's commonly used in applications like pressure vessels and pipelines.
Nickel-Chromium Steel
Nickel-chromium steel offers excellent corrosion resistance and is often used in the chemical industry, where resistance to corrosive chemicals is crucial.
Manganese Steel
Manganese steel is known for its high impact resistance and is commonly used in mining equipment and rock crushers.
Advantages of Alloys
Alloying low-alloy steel with various elements imparts several advantages:
Increased Strength 🡪 withstands heavy loads and high-stress conditions
Improved Toughness 🡪 suitable for applications where impact resistance is essential
Enhanced Corrosion Resistance 🡪 extends the lifespan in harsh environments
Heat Resistance 🡪 withstands elevated temperatures
Alloy Steel Properties
Low-alloy steel exhibits a range of properties that make it a versatile material in various industries:
Strength: Low-alloy steel offers high tensile and yield strength, making it suitable for structural components and load-bearing applications.
Ductility: It can be easily molded and formed without losing its structural integrity.
Machinability: Low-alloy steel can be machined and fabricated with relative ease, allowing for precise manufacturing.
Weldability: Welding low-alloy steel is generally straightforward
Examples of Low-Alloy Steel Applications
Low-alloy steel finds extensive use in a wide range of industries and applications. Some notable examples include:
Aerospace: Structural components in aircraft and spacecraft benefit from the strength and weight-saving properties of low-alloy steel.
Automotive: Low-alloy steel is used in the manufacturing of car bodies, engine components, and suspension systems, improving vehicle durability and safety.
Construction: Structural steel used in building construction often contains alloying elements to enhance strength and load-bearing capacity.
Energy Sector: Low-alloy steel is used in pipelines, power plant components, and pressure vessels to withstand high temperatures and pressures.
Conclusion:
Low-alloy steel is a remarkable material with diverse applications across various industries. Its unique properties and advantages make it a preferred choice for critical applications. D&H Sécheron's expertise in welding materials further ensures the integrity of low-alloy steel components in these industries. As technology advances and industries demand ever-stronger and more durable materials, low-alloy steel will continue to play a crucial role in shaping our world.
Welding plays a highly significant role in industrial reforms and the manufacturing revolution of India is a testimony to the same. To sum welding up, it joins two pieces of metal together, as well as holds up industrial manufacturing advancements together.
While many are aware only of the basic definition of welding, it is actually a lot more than known to the layman. This article will walk you through old techniques of welding vis-à-vis the new techniques and welding consumables.
A brief history of welding
One of the first traces of welding in the history of mankind was found in the Bronze Age. Much before we could have imagined, welding was in use in civilizations. Certain tools that the ancient Egyptians were found to use, could have only existed because of welding. All in all, in one way or the other, welding consumables existed back in the day.
With the onset of the medieval era, welding and welding machine manufacturing saw nothing but a boom. Owing to social hierarchy, aristocrats were to maintain armor, war-horses, swords and other such war material. Manufacturing it all, definitely could not have been done without welding.
While welding was being used more and more, precision was missing. One of the biggest milestones towards that precision was achieved only in the early 19th century. This breakthrough is called the ‘acetylene torch’.
Before shielded metal arc welding or SMAW welding became common, acetylene torches were the preferred welding consumable for a neat weld. These essentially used fuel gases along with oxygen to weld as well as cut metals.
From there till the early 20th century, various other welding techniques had come into place and welding machine manufacturers started increasing due to the increase in demand. These newer techniques included spot welding, seam welding, SMAW welding, i.e., shielded metal arc welding and so on and so forth.
Laser welding v/s arc welding
Over a period of time, welding has grown exponentially. The development of laser welding helped the welding industry get the best possible outcome in today’s day and age. This has increased the horizon for the welding industry and crossed the boundaries of what SMAW welding could accomplish.
Laser welding is the most sophisticated technique of welding and efficient as it does not consume much energy as the rest of the ways. It can be used for a variety of materials as well. Overall, it only expands the possibilities and doesn’t limit them.
It is not as widely available, which is why the understanding of laser welding to the common man, is a lot less. Why is it so much better than any other type? Because it does the same task, with lesser effort put in and it has a density that is similar to that of an electric beam.
Laser welding has definitely changed the face of welding, but till it becomes inexpensive and accessible to our next-door welder, SMAW welding (shielded metal arc welding) is the way to go. However, future welders can make the most of it and keep the industry and welding machine manufacturers together, literally.
As a welder, choosing the right type of weld determines your weld's integrity, depending on many factors like the type of workpiece metal, thickness of metal, welding wire, the equipment, and the right technique used in the process of welding.
MIG welding is the most common welding process out of many welding processes that offer a clean weld and easy to learn for many beginners.
MIG welding is also a good alternative for your fabrication maintenance and repair needs.
The technical name for it is Gas Metal Arc Welding (or GMAW) also know as MIG (Metal Inert Gas) welding is an arc welding process in which a solid MIG wire electrode is passed through a welding gun to create an arc into the weld pool, causing the two base materials to heat, melt, and fuse.

The welding gun protects the weld pool from atmospheric contamination by spraying shielding gas. Common shielding gases used are CO2 apart from argon or argon-helium gases. The welding machine is used through a DC (Direct Current) voltage machine.
The whole welding process can be semi-automatic or automatic. A constant voltage, the direct current power source, is most commonly used with GMAW, but regular current systems, as well as alternating current, can be used.
Here are some advantages to MIG welding:
- Offers ability to join a wide range of metals and thicknesses
- All-position welding capability
- Provides a good weld bead
- Has a minimum of weld splatter
- Easy to learn the process
Applications of MIG welding:
- Industrial sheet metal welding.
- Deep groove welding
Manufacturing Industry: Due to the ease of use of MIG welding, it shows high productivity, which leads to higher profits as it welds metals rapidly and is highly economical.
They are used in the fabrication of pressure vessels and steel structures.

Automotive industry & home improvement industry: Repairs can be done on several different vehicles, whether they are light, heavy, small or large in weight or size, MIG weld creates a dependable and a strong weld even down to 0.5mm, for repair and rebuilding, dismantling, and reassembling with newer and improved parts by preparing the new part or joint by cleaning up the refurbished surface and welding together.
Worn out parts can also be repaired using MIG welding in various coatings like stainless steel, nickel, aluminium, bronze and a range and grade of hardness for a half the price of purchasing a new part.
Welding Pipes: Most common welding of pipes with a consistent weld is achieved by automated MIG Pipe Welding.
MIG welding is also used to fortify worn-out railway tracks' surface: It can even strengthen the filling of worn-out railway tracks. It’s not an easy task to join metals of dissimilar types and variants, but you can achieve it over time by opting for the right filler wire.
We hope these applications give you a better understanding of how MIG welding helps in the creation of automobiles, the building of bridges, among many, and a more efficient way to welding.
Suppose you are looking for an efficient weld with welding wires. In that case, several manufacturers specialize in welding wires in the market, for the best MIG wire, trust D&H Secheron as welding wire manufacturers.
You can reach out to them for all your welding requirements and queries.

How Arc Welding and Gas Welding are Different
The history of welding dates back to the bronze age. And ever since then, it has evolved into many forms and types. Two broad categories of welding that we will walk through together in this blog are Arc Welding and Gas Welding.
Before we get into the differences, let us define both types of welding.
What is Gas Welding?
Gas welding is a type of welding process that uses a gas flame to heat and melt the metal pieces being joined together. It typically involves the use of a welding torch, which mixes a fuel gas (such as acetylene or propane) with oxygen to create a high-temperature flame.
The heat of the flame is used to melt the metal, and a filler material is added to the joint to help bond the pieces together. Gas welding is a popular choice for many metal fabrication and repair projects due to its versatility, as it can be used on a wide range of metal thicknesses and alloys.
What is Arc Welding?
Arc Welding uses an arc welding electrode to create heat to weld metals. The process creates an electric arc between the arc welding electrode and the base metal.
There are many subtypes of arc welding: Shielded Metal Arc Welding (SMAW), Submerged Arc Welding (SAW), and Flux Cored Arc Welding (FCAW), among others.
Arc Welding Vs Gas Welding
Now that we have a basic understanding of the two types, let us understand the major differences between arc welding and gas welding:
Heat Source: Arc welding, such as submerged arc welding or flux-cored arc welding, uses an electric current to create an arc between the metal pieces being welded and a consumable electrode, which melts the metal and creates the weld.
Gas welding, on the other hand, uses a gas flame created by mixing a fuel gas (such as acetylene or propane) with oxygen, and the heat of the flame is used to melt the metal.
Type of Equipments and ASupplies Required: Arc welding requires a power source (either AC or DC), a welding machine, and an electrode holder and cables.
Alternatively, gas welding requires a welding torch and a gas cylinder.
Efficiency and Speed: Arc welding is generally considered to be a more efficient and faster method of welding, as the electric arc can be sustained for longer periods of time without needing to be re-ignited.
Gas welding requires the flame to be constantly adjusted and can be more time-consuming.
Scope of work: Both types are best suited for different work projects. Arc welding can be easily used for thicker sections and has versatile options like shielded metal arc welding and submerged arc welding.
Gas welding is often used for thin plates and sections.
Type of Metals: Arc welding is more versatile and can be used on a wider range of metals, including steel, aluminium, and stainless steel.
Gas welding is typically limited to softer, thin metals such as copper, brass, and aluminium.
Temperature: When comparing, gas welding generates lower temperatures than arc welding. The heat generated by gas welding stands at around 3500°C and the arc temperatures can go beyond 6000°C. This makes arc welding an ideal choice to weld metals that have high melting points.
Quality of the Weld: Both arc welding and gas welding can produce strong, high-quality welds if performed properly. However, arc welding is generally considered to produce more consistent, aesthetically pleasing welds, as the weld bead is smoother and more uniform.
In summary, while both arc welding and gas welding are effective methods of joining metal pieces together, they differ in the type of heat source used, the equipment and supplies needed, the speed and efficiency of the process, and the types of metals that can be welded.
Get in touch with D&H Sécheron for more information or assistance with choosing the right welding products for your needs.

A process that impacts every industry directly or indirectly— that's welding! It refers to fusing materials like metals using heat and pressure. The choice of other substances used for welding also has a huge impact on the quality of welds. A good rule of thumb is to use corrosion-resistant materials, as they can withstand harsh elements, contributing to the longevity of the structure such as nickel electrodes. This critical point is especially emphasised in industries like marine tools, chemical processing, and construction.
What are Nickel Electrodes?
Nickel Electrodes are welding rods typically made of nickel or nickel alloys. These are mainly used to join metals like stainless steel, nickel-based alloys, and other materials that have similar characteristics.
Key Properties of Nickel Electrodes
A few things that make nickel electrodes stand out are:
- High Corrosion Resistance: Nickel has natural anti-corrosive properties, protecting the weld joint from chemical damage and rust.
- Versatility: It is compatible with a wide range of metals like cast iron, stainless steel, and nickel alloys.
- Thermal Expansion Compatibility: The thermal properties of nickel can minimise the stress caused by temperature changes during and after welding.
Top Benefits of Using Nickel Electrodes
Just like every electrode, nickel electrodes have offered some unique benefits as well:
- Longevity: As nickel electrodes are rust and crack-resistant, they create longer-lasting welds with fewer maintenance needs.
- Versatile Application Across Projects: Nickel electrodes can be used to repair cast iron, weld dissimilar metals, and in applications where a clean, stable weld is required.
- Durability: Welds created with this electrode can resist wear and cracking, even in extreme conditions.
Applications Across Industries
Nickel electrodes have a lot of positive characteristics, making them a favourable choice in various industries:
- Marine Industry: These electrodes can protect structures from saltwater corrosion. This ensures safety and reliability in ships and offshore platforms.
- Chemical Processing: They are a great choice to work on welds that are constantly exposed to a high presence of acids, alkalis, or other reactive substances.
- Aerospace: It provides durability to components, enabling them to withstand extreme temperature and oxidation processes.
- Oil & Gas: Nickel electrodes can provide robust joints required in crucial oil infrastructure like pipelines and storage tanks that can prevent leaks in highly corrosive environments.
Nickel Electrodes vs. Other Electrodes
Here’s how a nickel electrode compares to its counterparts.
- Mild Steel Electrodes: This electrode is an affordable option but not suited for harsh environments as it is less resistant to corrosion. However, it can be used for general construction.
- Stainless Steel Electrodes: This electrode offers a similar corrosion resistance to nickel electrodes but falls short in the versatility aspect. They are still a great pick for specific alloys like carbon steels and low-alloy steels.
Tips for Effective Use of Nickel Electrodes
Follow these tips to ensure optimal use of nickel electrodes.
- Prepare the base material thoroughly to remove oil, dirt, and rust for ideal weld quality.
- Maintain a consistent arc length to create a stable weld pool.
- Use controlled temperatures for preheating and cooling to minimise thermal stress, especially while welding cast iron.
- Store nickel electrodes in a temperature-controlled, dry environment to prevent moisture absorption.
Nickel electrodes are great options if you are looking for something versatile, durable, and corrosion and crack-resistant. With such a characteristic profile, they might make great welding rods for your next project. Reach out to the welding experts at D&H Sécheron today and get started with the right welding supplies for durable outcomes!
India witnessed a moment of pride when Narendra Modi Stadium, the world’s largest cricket stadium, was inaugurated in February 2021. Located in Motera in Ahmedabad city of Gujarat across 63 acres of land, it can seat 1,32,000 people, 10,000 more than Australia’s Melbourne Cricket ground which was the largest earlier. This stadium is one of India’s prominent mega projects. It is said that the total area of the stadium can equal 32 Olympic-sized football fields!
Formerly known as Sardar Vallabhbhai Patel Stadium, it was shut down in 2015 and revamped completely at the humungous cost of Rs800 crores. The stadium is designed in such a way that it gives an unobstructed view of the ground to every spectator. It has three entry points, one of them connected to the metro line. The 76 corporate boxes can house 25 people each. It even has a 55-room clubhouse and an Olympic-sized swimming pool. Other special features of the stadium include an indoor cricket academy, a table tennis area, a 3D projector theatre, squash, badminton, and tennis courts, LED lights on the roof, and a parking lot to park 3000 cars and 10,000 two-wheelers. All stadium building equipment is of world-class quality.
The ownership of the stadium lies with Gujarat Cricket Association. Some of the biggest brand names such as Tata Steel and L&T are associated with the construction of this stadium. D&H Sécheron is proud to say that it was chosen as a welding consumable partner for this project. We provided Norma V electrodes and Autotherme-1 MIG welding wires for this project.
Norma V
Norma V is a general-purpose (GP rod) all positioning electrode used for welding low carbon and mild structural steels. It is preferred by welders when they need radiographic quality weld metal. The use of Norma in building structures, steel structures, machinery construction, tanks, truck frames and bodies, auto bodies, pipes and frames is very common.
Autotherme-1
Autotherme-1 is a copper-coated mild steel wire. The general applications of Autotherme wires are welding of mild steel, low carbon steel, and other structural steels of tensile strength up to 540 MPa. It has been approved by CE, NTPC, BV, L&T Power, BHEL, CIB-MP and Adani Infra.
You can buy high-quality Autotherme-1 and Norma V from D&H Sécheron. The company has also supplied welding consumables from national projects like Sardar Sarovar Dam and Chhara LNG Terminal. Log onto D&H Sécheron’s website to know more about the company and its products.

The Chhara LNG Terminal: Revolutionizing Energy Storage with D&H Sécheron
As the demand for clean and efficient energy continues to rise, liquefied natural gas (LNG) has emerged as a viable solution. At D&H Sécheron, we take pride in being part of innovative projects like the Chhara LNG Terminal. The groundbreaking technology and products that D&H Sécheron provides for this state-of-the-art energy storage facility are the base on which lies the foundation of Chhara LNG Terminal.
Let’s discover how our advanced solutions, including Supratherme, Batox-B, FW-308L, Maxfil-308L, and Autotherme-1, are revolutionizing the LNG industry.
The Chhara LNG Terminal
The Chhara LNG Terminal is a cutting-edge facility that plays a crucial role in the storage, regasification, and distribution of liquefied natural gas. Designed to meet the growing energy needs, this terminal incorporates advanced technologies and products from D&H Sécheron. With our expertise and innovative solutions, we ensure the highest standards of safety, reliability, and performance. Let's dive into the key products that contribute to the success of the Chhara LNG Terminal and make it a game-changer in the LNG industry.
Supratherme: Enhancing Safety and Durability
Supratherme, developed by D&H Sécheron, is a highly specialized welding electrode used for LNG storage tanks. This electrode ensures exceptional weld quality, excellent impact strength, and resistance to extreme temperatures. With Supratherme, the Chhara LNG Terminal achieves enhanced safety and durability, ensuring that the LNG storage tanks maintain their integrity even in challenging environmental conditions.
Batox-B: Corrosion Resistance for Longevity
The Batox-B welding electrode, designed by D&H Sécheron, offers superior corrosion resistance for critical components of the Chhara LNG Terminal. This electrode ensures reliable and long-lasting welds, protecting the terminal's infrastructure from the corrosive effects of LNG. Batox-B plays a vital role in maintaining the longevity and operational efficiency of the terminal, providing a robust defense against corrosion-related issues.
FW-308L and Maxfil-308L: Optimal Welding Performance
FW-308L and Maxfil-308L are advanced filler wires developed by D&H Sécheron. These wires offer excellent weldability, superior corrosion resistance, and high-quality weld deposits. They are specifically designed for the welding of stainless steel components used in LNG terminals. By utilizing FW-308L and Maxfil-308L, the Chhara LNG Terminal achieves optimal welding performance, ensuring strong and reliable connections that can withstand the demanding conditions of LNG storage and distribution.
Autotherme-1: Efficient Heat Treatment
D&H Sécheron's Autotherme-1 is a state-of-the-art heat treatment electrode utilized in the Chhara LNG Terminal. This electrode ensures controlled and efficient heat treatment of critical components, improving their mechanical properties and overall performance. Autotherme-1 plays a crucial role in maintaining the structural integrity and reliability of key equipment within the terminal, contributing to its efficient and safe operation.
The Chhara LNG Terminal, powered by D&H Sécheron's advanced technologies and products, is transforming the LNG industry. With solutions like Supratherme, Batox-B, FW-308L, Maxfil-308L, and Autotherme-1, D&H Sécheron ensures exceptional performance, safety, and durability. The Chhara LNG Terminal represents a significant step towards a cleaner and more efficient energy future. Trust D&H Sécheron for cutting-edge solutions and be a part of the LNG revolution.
Don't miss out on being a part of this transformative journey. Visit our website and explore how D&H Sécheron is shaping the future of energy storage. Contact us today to experience the cutting-edge solutions that will revolutionize the way we store, distribute, and utilize LNG.

Choosing Right Welding Consumables: Types and Safety Precaution
Welding is a technique used to join two or more metal parts to create a strong, durable bond and is needed in many manufacturing and industrial processes. It is a complex process that involves a variety of equipment and tools, including welding consumables. To make the process safe and for achieving the desired results, it is crucial to choose the right welding consumables.
We have put together a guide to help you explore the types of welding consumables and the safety precautions that need to be taken.
Types of Welding Consumables:
Welding consumables are materials that are used to join metal parts. They include electrodes, wires, and fluxes. The type of welding consumables used depends on the welding process and the metal being welded.
The most common types of welding consumables are:
Welding Rods: Welding rods are used in stick welding and come in different materials, including mild steel, stainless steel, and aluminium. Choosing the right welding rod will depend on the type of metal you are welding.
Welding Wires: Welding wires are used in MIG and TIG welding and come in different diameters and materials, including steel, aluminium, and stainless steel.
Fluxes: Fluxes are used in stick welding and are used to clean the welding surface, prevent oxidation, and create a shield that protects the weld pool from atmospheric contamination.
Shielding Gases: Shielding gases are used to protect the weld pool from atmospheric contamination during MIG and TIG welding. Common shielding gases include argon, helium, and carbon dioxide.
Selection of Welding Consumable:
The selection of welding consumables is essential to achieve the desired results. Here are some factors to consider when selecting welding consumables –
Type of Metal: The type of metal being welded is the most critical factor in selecting the right welding consumable. Different metals require different welding consumables.
Welding Process: The welding process used also plays a vital role in the selection of welding consumables. Different welding processes require different types of consumables.
Joint Design: The design of the welding joint such as the size of the joint, shape of the joint, and the orientation of the joint must also be taken into consideration.
Safety in Welding:
Welding safety is of utmost importance when working with welding consumables. Here are some safety precautions that need to be taken:
Protective Equipment: Welders should always wear protective equipment, including gloves, goggles, and a welding helmet.
Ventilation: Proper ventilation is essential to prevent the inhalation of fumes and gases produced during welding.
Training: Proper training is essential to ensure that welders understand how to use welding equipment safely.
Fire safety: Welding can create sparks and flames, so it is important to have fire safety equipment nearby and welders must know how to use them.
Electrical Safety: Welders should be trained in electrical safety and should always use properly grounded equipment.
Choosing the right welding consumables and following safety precautions is crucial to achieving a strong and durable weld and preventing accidents and injuries. If you want more information on which consumable to use or want to include safety measures for your company, talk to our safety expert at D&H Secheron. We are India’s leading welding consumables manufacturers and we are here to help you!
Table of Contents
-
Introduction
-
What Makes Cast Iron Difficult to Weld?
-
Types of Cast Iron Welding Electrodes
-
How to Choose the Right Cast Iron Electrode
-
Common Mistakes to Avoid When Welding Cast Iron
-
FAQs – Cast Iron Electrode Selection
-
Conclusion
Introduction: Why Cast Iron Welding Needs the Right Electrode
Cast iron is strong, wear-resistant, and widely used in industrial applications - but welding it can feel like solving a tricky puzzle. Its high carbon content makes it brittle and highly susceptible to cracking if the wrong welding approach is used.
This is why cast iron welding electrodes play a decisive role in weld quality. The right electrode directly affects crack resistance, machinability, and long-term durability of the joint.
This blog serves as a practical guide to cast iron welding rod selection, helping welders and engineers choose the right electrode for different repair and fabrication needs and identifying the best welding rod for cast iron repair work.
What Makes Cast Iron Difficult to Weld?
Welding cast iron is very different from welding steel or aluminium. The main challenges include:
-
High carbon content: Leads to brittleness and crack sensitivity
-
Rapid cooling: Causes internal stresses and crack formation
-
Material variability: Grey, white, and malleable cast iron behave very differently during welding
Without proper technique and the right electrode, welding cast iron without cracking becomes extremelydifficult, making the selection of the best electrode for cast iron welding critical.
Types of Cast Iron Welding Electrodes
-
Nickel-Based Cast Iron Electrodes
Nickel-based electrodes are among the best electrodes for cast iron welding, especially where repair and post-weld machining are required.
Best suited for:
-
Engine blocks
-
Cast iron pipes
-
Machine bases and housings
Why choose them:
-
Excellent machinability
-
Reduced cracking tendency
-
Clean, smooth weld deposits
-
Nickel-Iron Electrodes for Cast Iron Welding
Nickel-iron electrodes offer a balance between strength and machinability, making them ideal for demanding repair jobs.
Best suited for:
-
Cracked cast iron repairs
-
Mixed-metal joints
-
Outdoor and field repairs
Key benefits:
-
Strong, crack-resistant welds
-
Better tolerance to thermal stress
-
Suitable for cast iron repair welding electrode applications
-
Steel Electrodes for Cast Iron Welding
Steel electrodes for cast iron welding can be used for cast iron, but only in specific situations.
When to use:
-
Heavy-duty repairs where strength matters more than finish
-
Applications where machining is not required
Limitations:
-
Higher risk of cracking
-
Poor machinability
-
Requires strict preheating and cooling control
How to Choose the Right Cast Iron Electrode for Your Project
1. Type of Cast Iron Being Welded
There are various types of cast iron, like grey, white, or malleable iron. All of them are distinct from one another.
-
Grey cast iron: Most weldable; nickel or nickel-iron electrodes recommended
-
White cast iron: Very brittle; welding is difficult and often avoided
-
Malleable cast iron: Weldable with proper preheating
2. Nature of the Welding Job (Repair vs Fabrication)
-
Crack repair: Nickel-iron electrodes are preferred
-
Structural reinforcement: Steel or nickel-iron electrodes
-
Surface build-up: Depends on load and wear conditions
3. Welding Environment & Position
Environmental factors like winds, moisture and temperatures can affect the weld quality.
-
Indoor welding: Standard MMAW electrodes work well
-
Outdoor or windy conditions: Flux-coated electrodes for cast iron provide better protection against contamination
4. Preheating & Post-Weld Cooling Requirements
Cast iron almost always benefits from controlled heating and cooling.
-
Preheating reduces thermal shock
-
Slow cooling minimises cracking
-
Nickel-based electrodes tolerate temperature variations better
5. Matching Electrode with Welding Process
Pick the right electrode that matches your welding technique to get the desired results.
-
MMAW / Stick welding: Most common for cast iron repairs
-
TIG welding: Suitable for precision work using filler rods
-
Flux-core applications: Useful in outdoor repairs
Common Mistakes to Avoid When Welding Cast Iron
-
Skipping preheating
-
Using the wrong electrode type
-
Allowing rapid cooling after welding
-
Over-welding cracks instead of controlling heat input
Avoiding these mistakes is key to welding cast iron without cracking.
Conclusion: Selecting the Best Cast Iron Electrode for Durable Welds
Choosing the right cast iron electrode is essential for achieving strong, crack-free, and long-lasting welds. By considering the type of cast iron, repair conditions, welding environment, and process requirements, welders can significantly improve weld performance.
With the right electrode selection and proven welding practices, even the most challenging cast iron repairs can be executed successfully. D&H Sécheron’s range of cast iron welding electrodes is engineered to meet these demanding requirements with reliability and consistency.
Key Takeaways
-
Cast iron welding requires careful electrode selection to avoid cracking
-
Nickel electrodes are best for machinable and precision repairs
-
Nickel-iron electrodes provide strength and crack resistance
-
Steel electrodes suit limited, non-machined applications
-
Preheating and slow cooling are critical for durable cast iron welds

Choosing the Right Welding Rod: Why 6013 Electrodes Might Be Your Ideal Option
When it comes to welding, the choice of electrode can make a significant difference in the quality and durability of your welds. Among the various types of welding rods available, the 6013 welding rod stands out for its versatility and ease of use. In this blog, we'll explore why the 6013 welding rod might be the ideal option for your welding projects, highlighting its key features and benefits.
Understanding the 6013 Welding Rod
The 6013 welding rod, also known as the 6013 welding electrode, is a popular choice among welders for several reasons. It is designed for use with AC and DC currents, making it highly versatile. The "6013" designation provides essential information about its characteristics:
- 60: Indicates the tensile strength of the weld, which is 60,000 psi.
- 1: Denotes that it can be used in all positions – flat, horizontal, vertical, and overhead.
- 3: Refers to the type of coating and current it is designed for, suitable for AC or DC welding.
Advantages of Using 6013 Welding Rods
Ease of Use
One of the primary reasons welders prefer the 6013 welding rod is its ease of use. The rod produces a smooth and stable arc, making it ideal for beginners and professionals alike. Whether you're working on a small DIY project or a large industrial task, the 6013 welding rod ensures a hassle-free welding experience.
Smooth Weld Bead
The 6013 welding rod is known for producing a smooth and aesthetically pleasing weld bead. This is particularly important in projects where the appearance of the weld is as crucial as its strength. The slag is easy to remove, resulting in clean and professional-looking welds.
Versatility
As mentioned earlier, the 6013 welding rod can be used with both AC and DC currents, offering greater flexibility. It is suitable for welding mild steel, making it a go-to choice for a wide range of applications, including automotive repairs, structural work, and general fabrication.
Cost-Effective
Compared to other welding electrodes, the 6013 welding rod is relatively affordable. Its cost-effectiveness, combined with its performance, makes it a popular choice for welders looking to achieve high-quality results without breaking the bank.
All-Position Welding
The ability to weld in all positions is a significant advantage of the 6013 welding rod. Whether you're welding flat surfaces or challenging overhead positions, this electrode delivers consistent performance, ensuring strong and reliable welds in any orientation.
Applications of 6013 Welding Rods
The versatility of the 6013 welding rod extends to various applications across different industries. Here are some common uses:
- Automotive Repairs: The smooth weld bead and ease of use make the 6013 welding rod ideal for automotive repairs, including bodywork and chassis fabrication.
- Structural Welding: For structural projects requiring strong and reliable welds, the 6013 welding rod offers excellent performance.
- General Fabrication: Whether you're working on small DIY projects or large-scale fabrications, the 6013 welding rod is a reliable choice.
- Maintenance and Repair: The 6013 welding rod is perfect for maintenance and repair tasks, ensuring durable and long-lasting welds.
Tips for Using 6013 Welding Rods
To get the best results with the 6013 welding rod, consider the following tips:
- Proper Storage: Store the welding rods in a dry place to prevent moisture absorption, which can affect their performance.
- Correct Amperage: Use the recommended amperage settings for the 6013 welding rod to achieve optimal results. Typically, this ranges from 40 to 180 amps, depending on the rod diameter.
- Clean Surface: Ensure the welding surface is clean and free of contaminants to prevent defects in the weld.
- Steady Hand: Maintain a steady hand and consistent travel speed to produce uniform welds.
Conclusion
The 6013 welding rod is a versatile and reliable option for a wide range of welding applications. Its ease of use, smooth weld bead, versatility, and cost-effectiveness make it a popular choice among welders. Whether you're a beginner or a seasoned professional, the 6013 welding rod can help you achieve high-quality, durable welds. Next time you're choosing a welding electrode, consider the 6013 welding rod – it might just be the ideal option for your project.
By understanding the benefits and applications of the 6013 welding rod, you can make an informed decision and ensure your welding projects are completed with precision and efficiency. Explore the range of welding electrodes, including the 6013 welding rod, at D&H Sécheron to find the perfect match for your needs.

Heat Treatment on Creep-Resistant Steels
Creep-resistant steels are widely used in high-temperature applications as they are designed to withstand high temperatures and pressure for an extended period of time without experiencing any significant deformation or rupture. However, to achieve this level of performance, these steels require proper heat treatment.
In this blog, we will discuss the importance of heat treatment on creep-resistant steels, why it is necessary, and what the process involves. Before that, let us understand what creep resistance means.
What are the Metal Requirements to have Creep Resistance Properties?
Creep resistance is an essential property of metals used in high-temperature applications, such as aerospace and power generation. Metals with high creep resistance can withstand prolonged exposure to high temperatures without significant deformation or failure.
The primary requirements for metals to exhibit good creep resistance include high melting point, high strength, and resistance to oxidation and corrosion. Additionally, creep-resistant materials must have a fine and homogeneous grain structure that can resist the movement of dislocations under high temperatures and stresses.
What are Creep Resistant Steels?
Creep-resistant steels are a class of steel alloys designed to resist deformation and failure at high temperatures and pressure. These steels are used in applications where the temperature ranges from 550°C to 650°C and the pressure is above 50 bar.
Creep-resistant steels are typically divided into two categories: ferritic and austenitic. The ferritic category is more commonly used in power generation plants, while austenitic is used in chemical processing and petrochemical plants.
Why do Creep-Resistant Steels require Heat Treatment?
Creep-resistant steels require heat treatment to achieve their desired properties, such as high strength and resistance to deformation and failure at high temperatures and pressure.
The heat treatment process involves heating the steel to a specific temperature and holding it at that temperature for a certain period. This process allows the steel to achieve its desired microstructure and properties.
Heat treatment helps to improve their mechanical properties, such as strength, ductility, and toughness. Additionally, it helps to eliminate any internal stresses that may have developed during the manufacturing process, which can lead to the deformation and failure of the steel in service.
Heat Treatment for Creep-Resistant Steels
The heat treatment process for creep-resistant steels typically involves four types:
Preheating involves heating the material prior to welding or other high-temperature applications to reduce the risk of cracking and improve overall strength and durability.
Annealing involves heating the steel to temperatures between 760°C to 830°C to soften the steel and reduce any internal stresses that may have developed during manufacturing.
Normalising involves heating the steel to temperatures between 870°C to 910°C to refine the steel's microstructure and improve its mechanical properties.
Tempering involves heating the steel to temperatures between 600°C to 700°C to improve the steel's toughness and ductility.
Conclusion
Heat treatment is a crucial process for ensuring the performance and reliability of creep-resistant steels in high-temperature and high-pressure applications. It is vital for achieving the desired properties of creep-resistant steels, such as heat resistance, high strength, ductility, and overall toughness. Additionally, it eliminates any internal stresses and deformities that might have developed during the manufacturing of the steel.
And, if you are looking for reliable creep-resistant electrodes, look no further than D&H Sécheron's Electrodes for Creep-Resistant Steels. With controlled hardness, our electrodes produce creep-resistant welding deposits, making them an ideal choice for your welding needs.
Contact D&H Sécheron today to learn more about our comprehensive range of welding solutions.

Low Alloy Steel vs. High Alloy Steel: Understanding the Differences
Introduction
Alloy steel is a fascinating blend of iron and other elements that offers enhanced mechanical properties compared to plain carbon steel. There are two different types of alloy steels: low-alloy steel and high-alloy steel, based on the quantity and type of blend with iron metal. In this blog, we will understand the stark differences in these alloys and how D&H Sécheron plays a role in delivering quality steel.
A. Low-Alloy Steel
Low-alloy steel is a category of ferrous materials that exhibits mechanical properties superior to plain carbon steels due to the addition of specific alloying elements. These elements, such as nickel (Ni), chromium (Cr), molybdenum (Mo), and manganese, enhance specific properties of blending in quantities less than 5%.
Low alloy steels have high weldability, high melting point, and high ductility depending on the metals used to make the alloy. This resistance to heat and ductility makes them a great choice for steam boilers, pressure vessels, refinery crackers & reformers, and more!
B. High-Alloy Steel
High alloy steels contain more than 5% of alloying elements, like Stainless steel with 12% Chromium. Depending on their use and properties they are divided into 3 main types:
Martensitic: Hardens faster. (used in cutlery).
Ferritic: Conducting properties (automobile industry).
Austenitic: Corrosion resistance (corrosive environments like water tanks and pipes)
There are diverse applications of High-Alloy Steel across critical industries due to its exceptional properties. In high-temperature environments, heater tubes and boiler tubes made from high-alloy steels excel due to their corrosion resistance and ability to withstand extreme heat and pressure. Components in aircraft and heavy vehicles rely on high-alloy steel for critical parts, ensuring safety and longevity. In chemical and pharmaceutical equipment, high-alloy steel vessels and fittings resist chemical attack, safeguarding product purity and efficient operations.
Alloys can also be used as welding materials due to their resistance to corrosion, and erosion and their high strength to withstand impact. D&H Sécheron’s expertise in welding consumables ensures that these applications meet stringent requirements, contributing to reliable infrastructure and industrial processes. Their range of hard-facing wires, stainless steel, and low alloy electrodes play a crucial role in ensuring the longevity of the base materials used in equipment and machine parts.
Understanding the difference between low-alloy steels and high-alloy steels opens a new way to look at their applications in different sectors. Keeping in mind these needs, we at D&H Sécheron continually innovate the composition of their welding materials, like welding electrodes and welding wires. We bring to you a range of welding essentials that withstand the test of time. This makes us the leading welding manufacturers in India.
.webp)
Table of Content.
What is MIG Welding?
Different Types of MIG Welding and Shielding Gases
-
Short Circuit Transfer
-
Spray Transfer
-
Globular Transfer
-
Pulsed Spray Transfer
-
Shielding Gases
-
Argon (Ar)
-
Helium (He)
-
Carbon Dioxide (CO₂)
-
Oxygen (O₂)
-
Nitrogen (N)
-
Hydrogen (H)
-
Types of MIG Welding Wire
-
Solid MIG Wire
-
Gasless Flux Core Wire
-
Metal-Cored MIG Wire
-
Stainless Steel MIG Wire
-
Aluminium MIG Wire
How to Choose the Right MIG Welding Wire
-
Base Material
-
Welding Position
-
Work Environment
-
Weld Requirements
Applications of MIG Welding Wire
-
Construction
-
Automotive
-
Shipbuilding
-
Aerospace
Key Takeaways
Metal Inert Gas (MIG) welding is one of the most popular automotive, construction, and shipbuilding techniques. Known for its speed and ease, MIG welding uses a continuous MIG welding wire or welding electrode to create an arc that melts and fuses metal parts, forming strong, durable bonds. Choosing the right welding wire and MIG welding wire material is essential for quality welds, better penetration, and reduced spatter. In this blog, we’ll cover different MIG welding wire types and how to select the best MIG wire based on your project requirements and base materials.
What is MIG Welding?
MIG welding (Metal Inert Gas welding) is a welding process that uses a continuous wire electrode, also known as MIG wire, to create a strong joint between metal pieces. As the wire feeds through the welding gun, an electric arc forms between the wire and base metal, generating heat that melts and fuses them together.
A shielding gas, typically argon or a mixture of gases, protects the weld pool from contamination during the process. The welding wire acts as both the filler material and conductor, making MIG welding fast, efficient, and relatively easy to learn.
MIG welding is widely used in automotive repair, construction, and industrial fabrication. Choosing the right MIG welding wire material and understanding different MIG welding wire types are key to achieving optimal weld strength and finish.
Different Types of MIG Welding and Shielding Gases
MIG welding requires transferring filler material (weld metal) across the arc to the base metal. This transfer can happen through four main welding methods:
-
Short Circuit Transfer
-
Spray Transfer
-
Globular Transfer
-
Pulsed Spray Transfer
Each method has its pros and cons, and welders adjust voltage, amperage, and shielding gas accordingly, as these methods do not come as automatic settings on MIG welders.
The shielding gases used in MIG welding can be pure or mixed and commonly include:
-
Argon (Ar)
-
Helium (He)
-
Carbon Dioxide (CO₂)
-
Oxygen (O₂)
-
Nitrogen (N)
-
Hydrogen (H)
Argon, Helium, Carbon Dioxide, and Oxygen are the most common gases used in MIG welding. The choice of gas affects weld quality, penetration, and spatter control.
Types of MIG Welding Wire
Choosing the right MIG welding wire is essential to get clean, strong welds. Each type of wire works best for certain materials and conditions. Here are the main MIG welding wire types, along with where they’re used and their pros and cons:
-
Solid MIG Wire
This is a solid welding wire used with a gas like argon or CO₂.
Best for: Welding mild steel and low-alloy steel in car repairs, construction, and light fabrication work.
Drawbacks: Doesn't work well outdoors and gives less deep welds if used at low voltage.
-
Gasless Flux Core Wire
This MIG wire has flux inside, so it doesn’t need an external gas to protect the weld.
Best for: Outdoor work or windy places, and welding thick metal.
Drawbacks: It creates a lot of smoke and slag, so cleaning up takes longer.
-
Metal-Cored MIG Wire
This wire has a metal centre that helps melt faster and reduces weld problems.
Best for: Fast production jobs and welding thick or coated metal.
Drawbacks: Needs clean surfaces and is more costly than other MIG welding wire materials.
-
Stainless Steel MIG Wire
A special MIG wire made for welding stainless steel, which resists rust.
Best for: Food processing, medical, and marine equipment.
Drawbacks: Needs careful handling, mistakes can ruin the weld or cause contamination.
-
Aluminium MIG Wire
A soft, lightweight MIG wire made for aluminium welding.
Best for: Aerospace, car parts, and lightweight structures.
Drawbacks: Hard to control, may not feed properly, and fixing mistakes is difficult.
Knowing these MIG welding wire types can help you choose the right one for your project and achieve better, safer welds.
How to Choose the Right MIG Welding Wire
Choosing the right MIG welding wire is key to getting strong, clean welds. Here’s what you need to keep in mind:
-
Base Material: Use a wire that matches the metal you’re welding, mild steel, aluminium, or stainless steel all need different welding wire materials.
-
Welding Position: For overhead or vertical work, opt for a MIG wire that’s easier to control, like a flux-cored wire.
-
Work Environment: If you’re welding outdoors or in windy conditions, use a gasless MIG welding wire to avoid issues with shielding gas.
-
Weld Requirements: Consider the desired result, high strength, low spatter, or corrosion resistance, and choose accordingly.
Using the right MIG welding wire type saves time, reduces defects, and ensures a stronger weld every time.
Applications of MIG Welding Wire
MIG welding wire is widely used across industries because of its versatility and ease of use. It allows welders to adjust wire speed, polarity, and amperage, making it suitable for different welding wire materials and project needs. Common applications include:
-
Construction: For structural welding, frame building, and reinforcement work.
-
Automotive: Used in vehicle repairs, bodywork, and manufacturing processes.
-
Shipbuilding: Ideal for welding thick steel and aluminium in harsh marine conditions.
-
Aerospace: Preferred for lightweight aluminium MIG wire applications where strength and precision are crucial.
MIG welding is also used in custom fabrication, general manufacturing, and other industrial sectors due to its ability to weld various alloys and metals.
Choosing the right MIG welding wire is essential for achieving strong, clean, and efficient welds. By considering factors like material type, welding position, and environmental conditions, you can ensure better results and avoid costly errors. The right wire not only improves weld quality and structural strength but also enhances overall productivity and cost-efficiency, no matter the industry or application.
Looking for the perfect MIG welding wire for your next project?
At D&H Sécheron, we offer a wide range of premium MIG welding wires designed for various applications and industries.
Explore our product range or consult our experts to choose the ideal wire for your welding needs.
Key Takeaways
-
MIG welding uses different wire types to suit various metals and conditions.
-
Main MIG wires: Solid, Gasless Flux Core, Metal-Cored, Stainless Steel, and Aluminium.
-
Choosing the right wire ensures strong, efficient, and clean welds.
-
Proper wire selection improves weld quality and productivity.

Welding is much more than just joining pieces of metal together. It’s a craft that requires the right tools, techniques, and knowledge. In welding, the most crucial tool is the welding electrode. These small rods conduct current to melt and fuse materials together. For beginners, selecting the correct welding electrode for a project’s demands can be daunting. However, understanding the differences between various types of electrodes can significantly improve the quality of your work.
Keep reading as this blog guides you through the essential information on each type of electrode.
The Basics: Mild Steel Electrodes
Mild steel electrodes are the most widely used electrodes in welding. They are known for their versatility and easy-to-use qualities. These electrodes are the go-to choices for construction, fabrication, and repair work. Their popularity comes from their ability to provide strong welds while being easy to work with, making them perfect for beginners.
Why Should You Choose Mild Steel Electrodes?
> Strength & Flexibility: Mild steel electrodes offer excellent tensile strength, making them ideal for structural applications.
> Ease of Use: Their adaptability makes them perfect for various welding positions and environments.
> Cost-effective: Since mild steel electrodes are widely available, they are an affordable choice for most welding projects.
E6010 and E7018 are common mild steel electrode types you can check out for your next welding project.
Rust Resistant: Stainless Steel Electrodes
For projects requiring high resistance to corrosion and extreme temperatures, stainless steel electrodes are the perfect choice. These electrodes are commonly used in industries like food processing, pharmaceuticals, and petrochemicals, where corrosion resistance is key.
Why Should You Choose Stainless Steel Electrodes?
> Corrosion Resistance: Stainless steel electrodes provide corrosion-resistant welds, making them perfect for high-stress environments.
> Durability: They maintain their strength and integrity even in challenging conditions.
> Versatility: Stainless steel electrodes work well with a range of stainless steel grades, providing strong and reliable welds.
As different types of stainless steel have varying levels of resistance to factors like heat and corrosion, it’s important to select the right grade when using this electrode.
A Specialist’s Tool: Cast Iron Electrodes
Cast iron is notoriously difficult to work with as it is a brittle material. That’s where cast iron electrodes come in. These electrodes are designed to handle the unique challenges cast iron presents, allowing for repairs and fabrications in industries like automotive repair and machinery maintenance.
Why Should You Choose Cast Iron Electrodes?
> Crack Resistance: Cast iron electrodes are specially designed to prevent cracks during the welding process, reducing the risk of damage to the workpiece.
> Strength & Durability: These electrodes provide a strong and lasting bond even in harsh conditions.
> Versatility: Cast iron electrodes come in various types, making them adaptable for different cast iron materials. They are compatible with multiple welding methods.
An Important Tip for Working with Cast Iron Electrodes: Always preheat! Preheating cast iron to the correct temperatures before welding can prevent cracks and improve electrode adhesion.
How to Choose the Right Electrode for Your Project
When selecting the right welding electrode, you need to consider various factors. Some crucial ones to pay special attention to include:
> Base Materials: What type of metal are you welding? Different metals have different qualities, which require specific electrodes designed to handle them.
> Project Type: Is the project heavy-duty or light-duty? The size and scope of the project will influence the electrode choice.
> Environmental Conditions: Where will the electrode be used? Is it in a high-temperature location or subject to high moisture levels or chemicals? Environmental factors will impact your electrode choice.
A Few Tips for Beginners in Welding
Welding can be challenging for beginners, but don’t stress! With the right preparation, you can get a great start on your welding journey. Here are a few tips to help:
> Prepare your surface: Always clean the material before welding to create a stronger bond.
> Practice Makes Perfect: Take the time to practice your technique. It takes effort, especially when working with specialised electrodes like cast iron electrodes.
> Safety First: Ensure you have the right safety gear. The basic safety gear includes gloves, goggles, and a welding helmet.
The right welding electrode can significantly impact the success of your project. By considering factors like the type of material, project requirements, and environmental conditions, you can select the right welding electrode and give your best to your welding project!
You can reach out to our experts at D&H Sécheron for guidance at every step of the process.

Exploring Different Welding Rod Types: A Comprehensive Guide to Their Uses
Introduction
Welding is a versatile craft that demands precision and expertise. One of the critical components in welding is the choice of welding rods, which play a pivotal role in achieving strong and durable joints. In this informative guide, we'll help you understand different welding rod types and their specific applications, along with their uses and benefits. Whether you're a seasoned welder or just starting on your welding journey, understanding these welding rod types will empower you to create superior welds.
MS Welding Electrode (Mild Steel): The All-Purpose Workhorse
Mild steel welding electrodes, commonly known as MS welding electrodes, are the go-to choice for general welding applications. These versatile electrodes are designed to join mild steel components efficiently, making them suitable for a wide range of projects. From fabrication and repair work to structural applications, MS welding electrodes offer ease of use, reliable performance, and consistent results. Their affordability and compatibility with various welding techniques, such as Shielded Metal Arc Welding (SMAW), make them a favourite among welders of all skill levels.
SMAW Rods: The Foundation of Arc Welding
Shielded Metal Arc Welding (SMAW), often referred to as stick welding, relies on SMAW rods to create strong and enduring welds. SMAW rods come in various types, each designed for specific purposes. For instance, low-hydrogen electrodes minimize the risk of hydrogen-induced cracking, making them ideal for critical applications. On the other hand, rutile-coated electrodes provide smoother weld beads and better arc stability, making them suitable for both beginners and experienced welders.
Dissimilar Welding: Matching the Unmatchable
Dissimilar welding requires specialized electrodes that can join different metals effectively. Nickel electrodes come into play in such scenarios. These electrodes are engineered to weld a variety of materials, including stainless steel, cast iron, and other alloys, with different thermal properties and melting points. The unique properties of nickel electrodes make them an excellent choice for dissimilar welding, ensuring reliable bonds and durable joints.
Welding Wires: Precision in Fusion
Welding wires, also known as arc wires or filler wires, are essential for processes like Gas Metal Arc Welding (GMAW) or Flux-Cored Arc Welding (FCAW). These wires come in various compositions, including mild steel, stainless steel, and nickel alloys. The choice of welding wire depends on the material being welded and the specific requirements of the project. Welding wire manufacturers offer a wide range of options to cater to diverse welding needs, ensuring optimal performance and desired outcomes.
Selecting the Right Rod for the Job
Choosing the right welding rod is crucial for achieving successful welds. Factors such as base metal type, welding technique, joint configuration, and intended application play a significant role in determining the appropriate welding rod type. While each welding rod has its unique advantages, understanding their characteristics will enable you to make informed decisions and create welds of exceptional quality.
D&H Sécheron: Your Partner in Welding Excellence
D&H Sécheron commitment to providing high-quality welding solutions, including MS welding electrodes, SMAW rods, and a wide range of specialty electrodes, empowers welders to achieve exceptional results. With D&H Sécheron, you have access to superior materials and expert guidance that elevate your welding projects to new heights.

Differentiating Between Low-Alloy Steel and High-Alloy Steel
Introduction
Within the expansive realm of metallurgy, steel emerges as a versatile material, boasting various iterations. Among these, the distinctions between low alloy steel and high-alloy steel are noteworthy, given their distinct properties and applications. This blog aims to elucidate the disparities between these two steel types and provide insights into their respective variations.
I. What is Low Alloy Steel?
Low alloy steel is characterized by a modest presence of alloying elements. Typically, this variant contains less than 5% of alloying elements in its composition. Nickel, chromium, and molybdenum are common additions, enhancing the steel’s strength, hardness, and resistance to wear and corrosion.
A prevalent subtype of low alloy steel is low carbon steel, featuring minimal carbon content, usually below 0.3%. This imparts high ductility and toughness to the steel, making it well-suited for applications demanding a delicate balance of strength and flexibility.
II. What is High-Alloy Steel?
In contrast, high-alloy steel boasts a substantial concentration of alloying elements, exceeding 5% in its composition. This elevated content imparts superior mechanical properties and corrosion resistance compared to its low-alloy counterpart.
A prominent example of high-alloy steel is stainless steel, characterized by a high chromium content, typically surpassing 10.5%. This chromium content forms a protective oxide layer on the steel’s surface, bestowing excellent corrosion resistance. Stainless steel finds applications requiring durability and resilience in harsh environments.
III. Applications of Low Alloy Steel and High-Alloy Steel
Both low-alloy steel and high-alloy steel find application across diverse sectors owing to their distinctive attributes:
Construction Industry
Valued for its strength and toughness, low alloy steel is prevalent in construction, automotive, and pipeline applications. It finds use in the construction of structures, car bodies, ship hulls, and oil and gas pipelines. In the construction industry, low alloy steel is used in the fabrication of high-rise buildings, bridges, and other structures where strength and durability are paramount.
Automotive Industry
Welding consumables play a crucial role in welding vehicle parts, including frames and body panels, ensuring the safety and reliability of automobiles. In the automotive industry, low alloy steel is used in the manufacture of various vehicle components, including engine parts, chassis, and body panels. Its strength and toughness make it an ideal material for applications that require resistance to wear and tear.
Oil and Gas Industry
In the oil and gas sector, welding consumables are integral for welding pipelines and infrastructure, ensuring the safe and efficient transportation of oil and gas. Low alloy steel is used in the oil and gas industry for the construction of pipelines and other infrastructure. Its corrosion resistance and toughness make it suitable for applications that require resistance to harsh environmental conditions.
Conclusion
Comprehending the distinctions between low-alloy steel and high-alloy steel proves essential for those engaged in material selection for engineering and manufacturing endeavors. By delving into the properties and applications of these materials, informed decisions can be made, aligning the material choice with the specific demands of an application. Whether employing a stainless steel electrode or a low alloy material, a nuanced understanding of material roles enhances material selection proficiency.

Table of Contents:
-
What is a 6013 Welding Rod?
-
E6013 Welding Rod Specifications
-
Welding Rod Sizes and Their Importance
-
Choosing the Right Polarity for 6013 Welding Rod
-
Recommended Amps for 6013 Welding Rod
-
Applications of E6013 Welding Rod
-
Key Takeaways
|
Colours Highlight |
Purpose |
|
keywords |
|
|
changes |
|
Choosing the right welding rod is crucial for achieving high-quality welds, optimising performance, and ensuring structural integrity. Among the various types available, the 6013 welding rod is widely regarded for its ease of use, smooth arc performance, and versatility, making it a favourite among beginners and seasoned welders.
Understanding 6013 welding rod specifications, including polarity settings and amperage ranges, is essential for ensuring precision and efficiency in any welding task. Whether you’re working on light fabrication, automotive repair, or shipbuilding, the 6013 welding rod is a reliable choice for general-purpose applications on mild steel.
What is a 6013 Welding Rod?
The E6013 welding rod is a rutile-coated, mild steel electrode designed for all-position welding. Its smooth arc, low spatter, and easy slag removal make it ideal for:
-
Thin sheet metal work
-
General repairs
-
Structural applications
Compared to other electrodes:
-
6010: Offers deeper penetration, often used for root passes
-
7018: Higher strength and more suited for structural welding
-
6013: Balanced performance, perfect for cleaner work with moderate penetration
E6013 Welding Rod Specifications
The E6013 electrode specification includes:
-
E: Electrode
-
60: Minimum tensile strength of 60,000 psi
-
1: Suitable for all welding positions (flat, vertical, overhead, and horizontal)
-
3: Indicates the flux type and current compatibility
Flux Composition
The 6013 electrode is coated with a rutile-based flux that contains ferromanganese, cellulose, potassium silicate binders, and titanium-rich compounds. These elements produce a smooth and stable arc and facilitate easy slag removal. Potassium compounds in the flux allow the rod to run well on AC and DC currents, even at low open-circuit voltages.
Mechanical Properties
-
Tensile Strength: Approx. 60,000 psi
-
Yield Strength: Moderate
-
Impact Toughness: Suitable for low-impact general fabrication tasks
Key Features
-
Smooth arc performance with medium to shallow penetration
-
Minimal spatter
-
A stable arc is ideal for beginners
-
Easy slag removal, especially on root passes
-
Bright, clean backside slag, reducing oxidation risks
These features make the 6013 welder-friendly for multi-pass welds, poor joint fit-up, and positional welding adjustments.
Welding Rod Sizes and Their Importance
The rod is available in several diameters, each suited to different tasks:
|
Size |
Application |
|
1/16” (1.6mm) |
Thin sheet metal, precision work |
|
3/32” (2.5mm) |
Light structural fabrication |
|
1/8” (3.2mm) |
Medium-duty applications |
|
5/32” (4.0mm) |
Heavy sheet or plate welding |
The correct size ensures optimal arc control, proper penetration, and better overall results.
Choosing the Right Polarity for 6013 Welding Rod
The E6013 welding rod is compatible with both AC and DC polarities:
-
AC – Stable arc, great for home welders and general use
-
DCEN (DC-) – Lower penetration, faster deposition
-
DCEP (DC+) – Deeper penetration, suitable for thicker materials
This versatility makes it a go-to option for outdoor, vertical, or overhead welds, even using low-voltage machines.
Recommended Amps for 6013 Welding Rod
Choosing the correct amperage depends on rod size, material thickness, and welding position:
|
Electrode Size |
Recommended Amperage |
|
1/16” (1.6mm) |
40-70 amps |
|
3/32” (2.5mm) |
70-100 amps |
|
1/8” (3.2mm) |
100-150 amps |
|
5/32” (4.0mm) |
130-180 amps |
Tips:
-
Use lower amps for overhead or vertical welds
-
Increase amps for thicker base metals
-
Clean the work surface for better arc stability
Applications of E6013 Welding Rod
The welding rod 6013 is versatile and widely used in:
-
General steel fabrication
-
Automotive repair and bodywork
-
Shipbuilding and marine welding
-
Maintenance and repair jobs
-
Multi-pass welding tasks
-
Home and DIY metalwork projects
The 6013 welding rod is a top choice for mild steel welding, offering smooth operation, easy slag removal, and all-position usability. Knowing the E6013 electrode specification, ideal amperage, and polarity ensures efficient welding and better results.
Whether you’re just starting or tackling everyday fabrication tasks, the 6013 is a reliable, accessible electrode that gets the job done.
At D&H Sécheron, we manufacture a trusted range of E6013, specially designed for clean, smooth welds in general fabrication and maintenance tasks. With our commitment to quality and innovation, our welding solutions ensure reliability in every arc.
Get in touch to explore our welding electrode range and find the right E6013 variant for your specific application.
Key Takeaways
-
E6013 welding rods are best suited for mild steel and general-purpose applications.
-
E6013 electrode specification highlights its AC/DC compatibility and all-position welding capability.
-
Correct welding rod sizes and amperage settings ensure optimal results.
-
Produces smooth, quiet arcs with easy slag removal and minimal spatter.

TIG Welding: A Guide to its Types, Selection
and Use
Tungsten Inert Gas or TIG welding is a welding technique that uses a non-consumable tungsten electrode to produce a weld. The process is also known as Gas Tungsten Arc Welding (GTAW) and is commonly used in welding applications that require precision and high-quality welds.
In this article, we will discuss the different types of TIG welding, how to select the right tungsten electrode type, and how to use TIG welding effectively.
But before that, let us understand some basics about the base metal of this process - Tungsten.
What is Tungsten Used for?
Tungsten is a metal that is used in many industrial applications, including TIG welding. It is valued for its high melting point, which makes it an ideal material for the various tungsten electrode types used in welding. Tungsten is also used in the production of filaments for incandescent light bulbs, electrical contacts, and X-ray tubes.
Types of TIG Welding
Traditionally, there are two main types of TIG welding: AC and DC.
AC welding is used for welding aluminium and magnesium alloys. This welding process is used to produce a balanced heat output on both the electrode and the workpiece. This results in a stable arc and good penetration.
DC welding is used for welding steel, stainless steel, and other metals. It produces a greater heat output on the workpiece than on the electrode. This makes it easier to weld thicker metals.
While these two TIG welding types, each with a different (and traditional) Tungsten electrode type have been used for decades, they aren’t commonly used now for modern TIG welding processes. With modernisation and complete migration to inverter-based power sources, the pure Tungsten used for AC and Tungsten + 2% Thorium for DC have been replaced by better, superior blend electrodes.
Selecting the Right Contemporary Tungsten Electrode Type
There are several types of tungsten electrodes available and choosing the right tungsten electrode is essential for producing high-quality TIG welds.
Pure tungsten electrodes were used for AC TIG welding of aluminium and magnesium alloys, while thoriated tungsten electrodes were used for DC TIG welding of steel and other metals. However, as we saw, they have been gradually but surely replaced by superior electrodes, such as 2% lanthanated tungsten, 2% ceriated tungsten, rare earth tungsten, zirconiated tungsten and so on.
2% ceriated and 2% lanthanated tungsten electrodes are used for both AC and DC TIG welding of steel, stainless steel, and other metals.
The 2% lanthanated tungsten electrode, also called a true all-purpose electrode, offers amazing arc-starting properties, ensures stable arc at high and low currents, and can transmit high currents with no spitting.
The 2% ceriated tungsten electrode is the second-best choice for all-purpose welding applications, ensuring excellent arc (start + restart) characteristics and no spitting. It is the perfect choice for medium-current and low-current welding across a majority of popular metals.
Mostly preferred for automated welding techniques, rare earth tungsten (chartreuse) electrodes offer the best arc start characteristics at low currents on all metals.
A modern-day alternative to pure tungsten used in AC welding, the zirconiated tungsten electrode is great for welding magnesium, aluminium and their alloys. With high current-carrying properties, it offers higher stability and better arc starts than pure tungsten.
Using TIG Welding Effectively
TIG welding requires high skill and precision to produce high-quality welds. The following tips can help you use TIG welding effectively:
- Use the right tungsten electrode type for producing high-quality TIG welds.
- Use the right welding wire that is compatible with your TIG welding machine. There are many welding wire manufacturers to choose from.
- Clean the workpiece before welding. Dirt, grease, and other contaminants can affect the quality of the weld.
- Use the right welding technique as TIG welding requires a steady hand and a consistent welding technique to produce high-quality welds.
Final Words
TIG welding is a versatile and effective welding technique that produces high-quality welds. Choosing the right tungsten electrode, welding wire, and welding technique is essential for producing high-quality welds. If you are looking for a reliable TIG welding supplier in India, D&H Sécheron is an excellent choice.
D&H Sécheron is one of the leading welding companies in India, offering a range of welding solutions, including TIG welding equipment and supplies.
Get in touch with us today to learn more.

Exploring Applications and Benefits of Stainless Steel Welding Electrodes for D&H Sécheron
Introduction
Stainless steel, renowned for its exceptional corrosion resistance, durability, and aesthetic appeal, is a material of choice in various industries. When it comes to welding stainless steel, the choice of the right welding electrode plays a pivotal role in ensuring strong, reliable, and aesthetically pleasing welds. Let’s explore the world of stainless steel welding electrodes and their applications and the numerous benefits they offer.
What are Stainless Steel Welding Electrodes?
Stainless steel welding electrodes, often referred to as SS welding rods or stainless steel welding rods, are consumable filler materials used in the welding of stainless steel components. These electrodes are designed to provide a controlled and stable arc during the welding process, facilitating the creation of high-quality welds.
Applications of Stainless Steel Welding Electrodes
Stainless steel welding electrodes are used in a wide range of industries due to the versatility and durability of stainless steel, such as:
Food and Beverage Industry:
Stainless steel is used for food processing equipment, and stainless steel welding electrodes are used to create sanitary and corrosion-resistant welds in pipelines, tanks, and machinery.
Pharmaceutical Industry:
To maintain hygiene and sterility stainless steel welding electrodes are employed to create clean, contamination-free welds on vessels and equipment in the pharmaceutical industry.
Aerospace:
Stainless steel is used in aircraft components for its corrosion resistance and strength. Welding electrodes ensure strong and reliable joints in critical parts like exhaust systems and airframes.
Automotive Industry:
Stainless steel welding electrodes are used in the fabrication of exhaust systems, mufflers, and other components where corrosion resistance is essential.
Construction:
In architectural and structural applications, stainless steel welding electrodes are used to create aesthetically pleasing welds on stainless steel handrails, balustrades, and structural components.
Oil and Gas:
Stainless steel is commonly used in the oil and gas industry for its resistance to corrosion in harsh environments. Welding electrodes play a crucial role in the fabrication and repair of pipelines and equipment.
Benefits of Stainless Steel Welding Electrodes
Corrosion Resistance:
Stainless steel welding electrodes are designed to match the corrosion resistance of the base stainless steel material ensuring that the welds are as resistant to corrosion as the parent metal.
Aesthetic Appeal:
The use of stainless steel welding electrodes helps create visually appealing welds that seamlessly blend with the stainless steel surface.
Durability:
Welds made with stainless steel welding electrodes exhibit excellent durability and longevity, making them suitable for applications where structural integrity is paramount.
Strength:
They provide strong and reliable welds, ensuring that welded components can withstand mechanical stress and load-bearing requirements.
Hygiene:
In industries like food and pharmaceuticals, maintaining a sanitary environment is crucial. Stainless steel welding electrodes help create welds with minimal contamination risk.
Ease of Use:
D&H Sécheron's stainless steel welding electrodes are designed for ease of use, allowing welders to achieve consistent and high-quality results with minimal effort.
Conclusion:
Stainless steel welding electrodes are indispensable in industries that rely on the exceptional properties of stainless steel. D&H Sécheron's expertise in welding materials ensures that welders have access to high-quality stainless steel welding electrodes that meet the stringent demands of various applications.

Submerged Arc Welding is widely used in heavy industries. It is known for strength, consistency, and high output. The submerged arc welding process is designed for large-scale fabrication. It is commonly used where deep penetration and high productivity are required. In this guide, we explain what SAW is, how it works, and where it is used.
What is Submerged Arc Welding (SAW)
Submerged Arc Welding is a welding method in which the arc is formed beneath a layer of flux. The arc is not visible during the process. This process was developed in the 1930s. It was designed to improve efficiency in industrial welding.
Unlike other methods, the SAW welding process uses a continuous wire electrode and granular flux. This creates a stable and controlled weld. It is different from MIG or TIG welding because the arc remains covered. This reduces fumes and improves weld quality.
How the Submerged Arc Welding Process Works
The submerged arc welding process uses a continuously fed wire electrode. This electrode melts and joins the metal. A layer of SAW welding flux covers the arc. It protects the weld from air and contamination.
The arc forms between the workpiece and the submerged arc welding wire electrode. Heat is generated, melting both the metal and the flux. The flux forms slag on top of the weld. This slag protects the weld as it cools. Most SAW systems are automatic. This ensures consistency and high productivity.
Key Components of SAW Welding Equipment
The submerged arc welding equipment includes several important parts:
-
Welding power source for stable current
-
A wire feed system to supply the electrode
-
Flux hopper to store and deliver flux
-
Flux recovery system to reuse unused flux
-
Welding tractor for automated movement
Each component ensures smooth and efficient welding operations.
Advantages of Submerged Arc Welding
High Deposition Rate
SAW offers a high deposition rate. This increases welding speed and output.
Deep Weld Penetration
It provides deep penetration. This makes it ideal for thick materials.
Minimal Welding Fumes
The arc is covered by flux. This reduces exposure to fumes.
High Welding Productivity
Automation improves consistency. It also reduces manual effort.
Ideal for Thick Metal Plates
The process works best for heavy sections. It is widely used in industrial fabrication.
These are key submerged arc welding advantages in heavy fabrication.
Disadvantages of Submerged Arc Welding
Limited Welding Positions
SAW is primarily used in flat, horizontal positions.
High Equipment Cost
The setup requires specialised equipment. Initial cost can be high.
Flux Handling Requirements
Flux must be handled and stored properly. This adds to process complexity.
Not Suitable for Thin Materials
It is not ideal for thin plates. Control becomes difficult.
Low Portability
The equipment is large and fixed. It is not suitable for on-site work.
These are common submerged arc welding disadvantages.
Applications of Submerged Arc Welding
The submerged arc welding applications are mainly in heavy industries:
-
Shipbuilding
-
Pressure vessels
-
Structural steel fabrication
-
Oil and gas pipelines
-
Heavy machinery manufacturing
It is widely used where strength and thickness are required.
Submerged Arc Welding vs Other Welding Processes
|
Process |
Use Case |
|
SAW vs MIG welding |
MIG welding is flexible. SAW is better for thick plates and automation |
|
SAW vs TIG welding |
TIG offers precision. SAW offers speed and productivity |
|
SAW vs Stick Welding |
Stick welding is portable. SAW is suited for industrial setups |
This comparison helps in selecting the right process.
When Should You Choose SAW Welding
Choose SAW when working with thick materials. It is ideal for large-scale projects. The process suits automated environments. It ensures consistent weld quality. Submerged arc welding for thick plates is one of its strongest advantages. If your project needs speed, strength, and efficiency, SAW is a reliable choice.
Conclusion
In this guide, we covered the submerged arc welding process, its advantages, and its limitations.
We also explored equipment, applications, and comparisons with other methods.
Submerged Arc Welding is ideal for heavy fabrication. It offers strength, consistency, and high productivity.
At D&H Sécheron Electrodes Pvt. Ltd., we focus on quality and performance. Our welding consumables and electrodes are designed to support reliable and efficient welding operations.

Exploring the Different Types of Stainless Steel Electrodes
Stainless steel, celebrated for its resistance to corrosion, durability, and aesthetic appeal, is a staple in diverse welding applications. The selection of the appropriate stainless steel electrode or welding electrode plays a pivotal role in the welding process. Let's get a better understanding of stainless steel electrodes so that you can optimise your welds.
Stainless Steel Varieties:
Stainless steel can be broadly categorized into four key types, each suited for specific applications. These categories encompass:
1. Austenitic Stainless Steel: Renowned for its superb corrosion resistance, this type includes popular grades like 304 and 316. Industries like food processing, pharmaceuticals, and architectural construction widely use these grades.
2. Ferritic Stainless Steel: Featuring magnetic properties, this type is known for its resistance to corrosion and oxidation. It is prevalent in automotive applications, particularly in the manufacturing of exhaust systems.
3. Martensitic Stainless Steel: With exceptional hardness and strength, this variety is a preferred choice in applications that demand wear resistance, such as cutlery production and turbine blades.
4. Duplex Stainless Steel: Combining the strengths of both austenitic and ferritic stainless steel, this type provides a unique blend of high strength and corrosion resistance. It is often utilized in demanding industries like chemical processing and oil and gas.
Different Types of Stainless Steel Electrodes:
1. E308/E308L: Among the most commonly used stainless steel electrodes, E308 electrodes provide excellent resistance to corrosion whereas E308L are designed for welding 18% chromium, 8% nickel stainless steels (often referred to as 18-8 steels). E308L electrodes have a lower carbon content, making them ideal for welding applications where carbide precipitation and corrosion resistance are essential.
2. E309/E309L: Specifically formulated for welding dissimilar metals, these electrodes are designed to weld stainless steel to carbon steel or other low-alloy steels. E309 electrodes offer superior strength and resistance to cracking in high-temperature environments, making them ideal for applications in the petrochemical industry and in boiler and pressure vessel fabrication.
3. E316/E316L: Tailored for welding 18% chromium, 12% nickel, 2% molybdenum stainless steels, a.k.a. 316 stainless steel, these electrodes are highly corrosion-resistant and are used in applications where resistance to pitting and crevice corrosion is critical. E316L electrodes, with lower carbon content, are preferred for applications that require maximum resistance to intergranular corrosion.
4. E310: Designed for welding heat-resistant and high-temperature alloys, these electrodes can withstand temperatures up to 2,100°F (1,150°C) while maintaining their strength and integrity, making them ideal for furnace and heating parts.
5. E347/E347L: Designed for welding stabilized stainless steels, such as 321 stainless steel, these electrodes provide resistance to carbide precipitation and intergranular corrosion, making them a top choice in the aerospace and automotive industries.
Conclusion:
As we've delved into the world of stainless steel electrodes and their applications across various industries, the importance of choosing the right welding solution becomes abundantly clear. D&H Sécheron, a name synonymous with excellence in the welding industry, offers a comprehensive range of stainless steel electrodes that cater to the diverse needs of welders in different sectors. Their commitment to quality and innovation has made them a trusted choice for professionals around the globe.
Welding equipment is vital for industries like construction and aerospace, serving as the backbone for structures ranging from buildings to spacecraft. Filler materials are important for the process of welding because they help create strong, long-lasting welds. These materials, which include flux-cored wires, metals, and alloys are known as welding consumables. This blog focuses on filler materials to enhance the durability and to ensure dependable weld joints across diverse applications.
What Are Filler Materials in Welding?
In welding, filler materials have several purposes. They serve as a link between the components being welded, guaranteeing a strong connection made specifically for that purpose. Based on their characteristics, metals, alloys, and flux-cored wires such aluminum welding wire are selected to satisfy the needs of the weld joint.
Basically, filler materials are used to offer alloying substances to prevent cracking when the weld cools, as well as extra material to fill in gaps. A material does not require the addition of alloying elements if there's a low risk of cracking.
Impact of Welding Wire on Durability and Performance
Role of Filler Materials:
By successfully fusing materials together, filler wires and welding materials like metals and alloys are essential to welding. They guarantee solid connections, which are required for a strong foundation in a variety of applications, such as shipbuilding and the manufacture of automobiles.
Influence on Weld Quality:
The quality of the weld is greatly impacted by the filler material selection. Strength and toughness are examples of mechanical qualities where the filler material has a direct impact. To ensure that the weld joint holds together under stress, for instance, using a high-strength filler material improves the weld's capacity to support weights and withstand outside forces.
Durability:
Customized filler materials are made to solve certain problems, such as corrosion and high temperatures, in order to increase the longevity of the weld. These materials offer layers of protection that shield the weld from external influences, which is necessary for guaranteeing the long-term reliability of welded components in challenging circumstances like industrial or marine settings.
Understanding these aspects improves the process of filler material selection for welders and engineers, guaranteeing that welds fulfill requirements for performance and effectively withstand the harsh conditions of their working conditions.
Choosing the Right Filler Material
Selecting the appropriate filler material involves several critical considerations:
-
Compatibility with Base Metals - It's essential that welding wire matches the metals being welded to prevent issues like cracking, ensuring a strong weld joint.
-
Consideration of Welding Process - Different types of welding, such as gas metal arc welding (GMAW) and shielded metal arc welding (SMAW), require specific welding consumables to optimize performance and achieve desired weld quality.
-
Desired Weld Properties - Factors like strength, corrosion resistance, and ability to withstand high temperatures guide the selection of welding materials. Choosing the right welding wire ensures the weld meets performance expectations in its operational environment.
-
Importance of Informed Selection - In order to prevent weld flaws and preserve structural integrity, it is essential to use the right welding consumables. For consistent and long-lasting welds, it is important to understand the compatibility of various welding equipment, and choose the appropriate types of welding techniques.
-
Technological Advances - Recent innovations in welding materials, including aluminum welding wire, continually improve welding efficiency, performance, and sustainability. These advancements drive progress in welding technology, enhancing capabilities across various industries.
In short, filler materials like welding wire are pivotal in achieving high-quality, durable welds as it is essential for modern construction and manufacturing. Understanding their roles and leveraging technological advancements in welding materials are key to meeting the industry standards . D&H Sécheron takes a great care in welding wire process with of the highest caliber possible, taking into account the demands of the welding industry.

Navigating the Realm of Welding Consumables: Diversity and Applications
Introduction
The significance of welding consumables in welding processes cannot be overstated, as they are instrumental in creating the weld joint that binds metals together. These consumables, comprising filler wires, electrodes, fluxes, and gasses, undergo melting during welding, contributing to the formation of a robust weld. This exploration delves into the realm of welding consumables, shedding light on their types, applications, and their pivotal role in the success of welding projects.
I. Diverse World of Filler Wires
Filler wires, essential welding consumables, find application in various welding processes, including the widely used TIG (Tungsten Inert Gas) welding. These wires are introduced into the welding arc to bridge the gap between the joined pieces, earning them the ‘filler’ designation. Diverse compositions cater to specific applications and the welding of particular metals.
For example, low alloy steel filler wires are preferred for welding low alloy steel materials. These wires incorporate alloying elements like chromium, molybdenum, and nickel, enhancing strength and wear resistance. This makes them particularly suitable for applications demanding high strength and durability.
II. TIG Welding Unveiled
TIG welding stands out as a popular welding process leveraging a non-consumable tungsten electrode to create welds. Shielding the electrode and the weld area from atmospheric contamination is achieved using an inert shielding gas, typically argon. While some welds, termed autogenous welds, do not require filler metal, a filler is often employed in TIG welding.
TIG welding’s versatility is a key advantage, enabling the welding of a broader spectrum of metals and alloys compared to other welding processes. This versatility has made it a preferred choice in diverse applications, spanning automotive, aerospace, pipelines, and nuclear reactors.
III. Electrodes: Vital Welding Consumables
Another critical category of welding consumables is electrodes, employed in various welding methods, including stick welding and TIG welding. Electrodes exist in coated forms, like stick electrodes, or uncoated, exemplified by tungsten electrodes used in TIG welding. Coated electrodes serve multiple purposes, such as stabilizing the arc, safeguarding molten metal from atmospheric gasses, and potentially introducing alloying elements to the weld.
IV. Welding Consumables in Action: Applications
The practical applications of welding consumables span various industries:
- Construction Industry: Filler wires and electrodes contribute to welding structural steel, ensuring the strength and durability essential for building and infrastructure construction.
- Automotive Industry: Welding consumables play a crucial role in welding vehicle parts, including frames and body panels, ensuring the safety and reliability of automobiles.
- Oil and Gas Industry: In the oil and gas sector, welding consumables are integral for welding pipelines and infrastructure, ensuring the safe and efficient transportation of oil and gas.
A comprehensive grasp of welding consumables is indispensable for anyone engaged in the welding industry. These consumables serve as linchpins in creating resilient and enduring welds across diverse applications and industries. As technological advancements continue to unfold, we anticipate witnessing further innovation and development in the dynamic field of welding consumables.

Filler Wire vs. Stainless Steel Filler Wire: Understanding the Key Differences
Introduction
Welding is a process used in a variety of industries. The materials used in this process have a significant impact on the quality and durability of welds. Among these crucial materials are filler wires, which are used to join metal pieces. Let’s explore the differences between standard filler wire and stainless steel filler wire, their unique properties, applications, advantages and disadvantages.
What is Filler Metal in Welding?
Filler metals are consumable materials used in welding to fill the gap between the metal pieces being joined. They melt and fuse with the base metals, forming a strong bond. Stainless steel filler wires, as the name suggests, are specifically designed for welding stainless steel materials. Understanding their differences is crucial for selecting the right type for your welding projects.
| Standard Filler Wire | Stainless Steel Filler Wire | |
| Composition | It is typically made of carbon steel or mild steel. | Made from various grades of stainless steel, like, 304, 308, 316 and 347. Each one of them is made from different alloying elements like chromium, nickel, and molybdenum. |
| Properties | High tensile strength, good ductility and moderate resistance to corrosion. To improve electrical conductivity and reduce oxidation during welding they are often coated with materials like copper. | High strength, high resistance to corrosion, resistance to oxidation and scaling at high temperatures. Specific grades offer additional benefits like increased resistance to pitting and crevice corrosion. |
| Applications & Uses |
General Fabrication: Used in welding structural steel, mild steel components, and general fabrication projects. Automotive Industry: Used in the manufacturing and repair of car bodies and frames. Construction: Used in building frameworks, bridges, and other structures where standard steel is utilised. |
Aerospace Industry: Ideal for welding components that require high strength and corrosion resistance, such as aircraft parts. Food and Beverage Industry: Used in the fabrication of equipment and containers that require sanitary conditions and resistance to corrosion. Chemical and Petrochemical Industries: Essential for welding pipelines, tanks, and equipment exposed to corrosive substances and high temperatures. |
| Advantages |
Cost-effective for general welding applications. Good mechanical properties for a wide range of projects. Easily available and versatile in use. |
Superior corrosion resistance, making it ideal for harsh environments. High strength and durability. Versatile across various industries with stringent requirements. |
| Disadvantages |
Limited corrosion resistance compared to stainless steel. Not suitable for high-temperature or highly corrosive environments. |
Higher cost compared to standard filler wires. Requires more careful handling and storage to prevent contamination. |
Choosing the Right Filler Wire
When selecting filler wire for your welding project, consider the following factors:
Base Material: Ensure compatibility between the filler wire and the base metal to achieve ideal weld quality.
Environmental Conditions: Choose ss filler wire for applications involving corrosive environments or high temperatures.
Mechanical Requirements: Consider the required strength, ductility, and durability of the final weld.
Cost: Balance the cost with the performance requirements of the welded structure.
Conclusion
Understanding the key differences between standard filler wire and stainless steel filler wire is necessary for achieving high-quality welds. While standard filler wires are suitable for general welding tasks, ss filler wires provide superior performance in demanding environments. Understanding the project's needs and selecting the appropriate filler wire ensures durability and reliability.
D&H Sécheron offers a comprehensive range of welding products such as stainless steel filler wire, ss tig welding rod and more. Explore our range of filler wires for your upcoming projects today!

Forehand and Backhand Welding Techniques
Stick welding push or pull, travel angle welding definition, work angle welding definition Welding, a process that involves joining two or more metal pieces together to form a strong bond, is crucial in the manufacturing and construction industries. It can be done using various techniques, such as tack welding, spot welding, gas welding, seam welding, electron beam welding, laser welding, arc welding, backhand welding and forehand welding.
Of these, forehand and backhand welding are two of the most popular welding techniques used.
In this blog, we will explore these two techniques, including their definitions, features, pros and cons, and their applications and uses.
| PARAMETERS | FOREHAND WELDING | BACKHAND WELDING |
|---|---|---|
| Definition |
Forehand welding is a welding method where the torch or electrode is moved in the direction of the weld. In other words, the welding operator moves the torch in front of the weld pool while welding. Forehand welding is a technique that is commonly used for welding thin materials. |
Backhand welding is a welding technique where the torch or electrode is moved against the direction of the weld. In other words, the welding operator moves the torch away from the weld pool while welding. Backhand welding is commonly used for welding thicker materials.
|
| Push vs Pull Welding |
It is a push welding technique. The welder pushes the torch or electrode in the direction of the weld, which creates a pool of molten metal that fuses the two pieces of metal together. Pushing the torch or electrode allows for better visibility of the weld pool, making it easier to control the arc and maintain a consistent weld.
|
Backhand welding is a pull technique. The welder pulls the torch or electrode away from the weld as they move along the joint. |
| Features |
Forehand welding produces a smooth, consistent weld, making it ideal for thin materials. It is also a relatively fast welding method, allowing for efficient welding operations. Additionally, forehand welding is less likely to cause defects like porosity and undercutting.
|
Backhand welding is ideal for welding thicker materials. It produces a deeper penetration, resulting in a stronger weld. Backhand welding is also less likely to cause weld spatter. |
| Pros | Forehand welding has several benefits, including faster welding speed, smoother welds, and fewer defects. |
Backhand welding has several benefits, including the ability to weld thicker materials, deeper penetration, and less weld spatter. |
| Cons |
Forehand welding is not suitable for welding thicker materials as it can result in an uneven weld. Additionally, it can lead to a shallower weld bead and lower deposition rates compared to backhand welding.
|
Backhand welding can result in uneven welds on thinner materials, and can result in less penetration. Also, it is a slower welding method compared to forehand welding. |
| Applications and Uses |
Forehand welding is commonly used in various industries, including automotive, aerospace, and construction, to weld thin materials. It is also used in welding applications that require high welding speed, such as stick welding and SMAW, among others. |
Backhand welding is commonly used in various industries, including shipbuilding, pipelines, and heavy equipment manufacturing, to weld thicker materials. It is also used in welding applications that require stronger welds, such as SMAW and GTAW. |
Forehand or Backhand: Which welding technique should you opt for?
When choosing the best welding technique for you, consider the material and position of the weld, as well as your skill level and professional expertise.
If you are working with thinner materials, forehand welding may be the best option. If you are working in an overhead position or need a stronger weld, backhand welding may be the better choice.
However, it is important to practise both techniques and experiment to see which one feels more comfortable and produces the desired results.
D&H Sécheron offers a wide range of welding products and services that cater to various industries' needs. Contact us today to learn more about how we can help you with your welding needs.

Guide to Welding Duplex Stainless Steel
Harry Brearly, on August 13th, 1913 identified steel with 12.8% chromium and 0.24% carbon, regarded as the first ever stainless steel. Being an extremely versatile material, stainless steel has become commonplace and is being used across several industries.
What is Duplex Stainless Steel?
Among the many different types of Stainless Steel, one that especially stands out in the field of welding is Duplex Stainless Steel. The word Duplex sounds residential, but it is used here because Duplex Stainless Steel houses two-phase microstructures.
In simpler terms, it means that it has grains of 2 types of stainless steel: austenitic and ferritic. Duplex Stainless Steel predominantly shows properties of both Austenite and Iron, hence the interesting name. Within Duplex Stainless Steel grades there are sub-categories, the most common being Duplex Stainless Steel 2205. This widely used material is the most well-known for its high yield strength.
Some of the other properties of Duplex Stainless Steel are:
- High Tensile Strength
- Corrosion Resistance
- Stress Corrosion Cracking Resistance
- Resistance to pitting
- Low-Maintenance
- Environment friendly
- Good Weldability
Among its many properties, the Duplex Stainless Steel Price also stands out for its affordability, especially as compared to other austenitic stainless steels.
Welding Duplex Stainless Steel
When it comes to the applicability and the history of welding, duplex stainless steel is making a mark. Being corrosion resistant, it is used in various industries, such as petrochemical, pharmaceutical, oil and gas, biomass, mining, and more.
While Duplex Steel 2205 has good weldability, the welding process can be different. The first and foremost thing to note is that all conventional welding methods, MMAW, GMAW, GTAW or TIG, SAW, and more, can be used.
What determines the welding method is the requirement of the project, welding positions, and productivity. Here is how different welding techniques can be used with Duplex Stainless Steel grades,
GTAW or TIG Welding
This should be ideally used for thinner materials and is commonly used on pipe joints. The FW 2209, is a solid wire for TIG welding by D&H Sécheron. This wire, under optimum welding conditions, will give a bright finish, stable arc, and will be spatter-free. Having duplex microstructures, it works best with duplex stainless steel welding electrodes.
MIG Welding
With Duplex Stainless Steel wire, MIG welding yields an excellent weld finish. While it is restricted to the horizontal welding position, the work environment it provides is good. The weld is also determined by the wire used, and one such wire by D&H Sécheron is the AUTOTHERME-2209 which is a stainless steel SAW wire designed for optimum performance.
D&H Sécheron also has choices within Duplex Stainless Steel Electrodes. Some of them are:
- D&H 1414(NS): This welding electrode is widely applicable in petrochemical, oil and gas, and even the marine industry. The reason for this versatility is that it provides excellent operating characteristics for groove and fillet welding in the down-hand position.
- D&H 2594(NS): A non-synthetic electrode, the D&H 2594(NS) exhibits high strength, high impact energy as well as resistance to pitting, stress corrosion cracking, and crevice corrosion. With such outputs, it is used in offshore platforms and mechanical & structural components.
Stainless steel welding has been in-style for the various reasons and features mentioned above. And knowing its wide applications, we’re sure it will remain so.
For any questions and queries about the best welding consumables, reach out to us!!!!
A general perception is that welding iron is highly difficult as it has presence of carbon content at high levels. The carbon has a tendency to penetrate either into the weld metal, the heat-affected area adjacent to the weld metal, or both. When this happens, the end result is hardness or brittleness. This also leads to cracking after the weld. Hence, welders define weldability of cast iron as low.
Well, cast iron welding is challenging indeed, but not impossible subject to some conditions.
Types of Cast Iron Welding Rod
The casting welding rod choice depends on one welder to another. However, the most commonly used ones are 99% nickel rods, 55% nickel rods and steel rods. The casting welding rod specification varies according to welding current, wire chemistry and other parameters if applicable.
Steps to Cast Iron Welding
There are four essential steps to do weld cast iron:
Determine which allow needs to be used – grey cast iron, white cast iron, ductile/nodular, malleable iron.
Clean the casting meticulously – remove all surface materials such as paint, grease, oil, etc.
Choose a pre-heat temperature – preheating before welding is done to avoid cracks.
Choose the right welding technique – it depends on the suitability of the cast iron alloy that is being welded.
As far as welding techniques of cast iron are concerned, it can be done through Metal Inert Gas (MIG), Tungsten Inert Gas (TIG), Oxy Acetylene and braze welding. However, these techniques involve many challenges and require precautions. Hence, experts believe that Manual Metal Arc (MMA) which is also known as stick welding or shielded metal arc welding might be a better and safe welding testing method initially.
Some experts also recommend a radiographic test for welding cast iron. It is a non-destructive testing technique that helps to detect discontinuities in the welded structures before destroying them.
Bead welding is another method preferred by welders. In this method, small beads of 1” are used at a lower heat to avoid cracking. The welders peen the bead while it is hot with the help of a round-nosed peen hammer.
Heat Vs No Heat
Preheating is recommended for cast iron welding. However, some welders also keep it cool. Here, cool means low temperature without being too cold. It is advisable to stick to only one way – either preheating or cooling. If it is changed in the middle of the process, then welding will not yield desired results.
Cast iron welding requires practice, patience and experience. Keep the above guidelines in mind to get it right.

Hardfacing is a welding process in which you apply a wear-resistant layer to a metal surface. The goal is simple. Protect the base metal from wear and extend its life.
This is also called hardfacing overlay welding. You are not replacing the part. You are reinforcing it so it lasts longer under harsh conditions.
You will see this across industries like mining, construction, and agriculture. Anywhere equipment is subject to constant abrasion, impact, or corrosion.
Why Hardfacing is Important for Industrial Equipment?
Most equipment does not fail all at once. It wears down slowly.
That is where wear-resistant welding comes in.
Hardfacing helps:
-
Reduce wear from abrasion and impact
-
Extend equipment life
-
Cut down replacement and downtime costs
In real work conditions, this matters more than it sounds. Replacing parts is expensive. Repairing and strengthening them is often the better option.
This is why industrial hardfacing solutions are widely used in heavy industries.
Hardfacing Welding Process Step-by-Step Guide
The hardfacing welding process is not complicated, but each step matters.
1. Surface preparation
Clean the surface properly. Remove rust, oil, and dirt. If the base is not clean, the weld will not hold.
2. Build up a layer
If the surface is damaged, you rebuild it first. This gives you a proper base before applying hardfacing.
3. Deposition of hardfacing material
This is where you apply the hardfacing wire or electrode. The material used must be harder than the base metal.
4. Welding or fusion
The filler and base metal are fused using welding processes like SMAW, GMAW, or GTAW.
5. Cooling and solidification
Let it cool properly. Rushing this step often leads to cracks or weak bonding.
These are the basic steps in the hardfacing welding process. Skip or rush any of them, and the results will show.
Types of Hardfacing Materials
The choice of material depends on the kind of wear you are dealing with.
Chromium carbide
Best for abrasion. Used where surfaces are subject to constant rubbing or sliding wear.
Tungsten carbide
Very hard and wear-resistant. Used in extreme conditions where parts are subject to heavy abrasion.
Niobium carbide
Used where both wear resistance and toughness are needed. Each material is used based on the application. There is no one-size-fits-all.
Hardfacing Wire vs Hardfacing Electrodes
This is where many people get confused.
Hardfacing wire
Used in processes like GMAW and FCAW. It enables faster deposition and is well-suited to larger areas.
Hardfacing electrodes
Used in SMAW. More controlled. Useful for repair work and smaller sections.
Both have their place.
If you are working on large surfaces or production jobs, wire is usually preferred.
For repair and precision work, hardfacing electrodes are easier to handle.
Choosing between hardfacing wire and electrodes depends on the job, not just preference.
Types of Hardfacing Welding Processes
Different jobs need different processes.
SMAW hardfacing
Simple and widely used. Good for repair work.
GMAW hardfacing
Faster and more efficient. Suitable for larger surfaces.
GTAW hardfacing applications
Used where precision matters. Slower, but gives better control.
Each process has its use. You pick based on the work, not the other way around.
How to Choose the Right Hardfacing Wire
Getting the right hardfacing welding wire types makes most of the difference. You don’t always get it right the first time, either. It usually comes down to what kind of wear you’re dealing with. Some parts wear out from abrasion, some from impact, and sometimes even corrosion. Once you figure that out, things get clearer.
After that, you look at the base metal. Not every wire works well with every surface. If the match isn’t right, it shows up later in the weld.
Also consider the application. Mining equipment, construction parts, and agricultural tools all face different conditions. Using the wrong wire might work in the short term. But it will fail faster. That is why people look for the best hardfacing electrodes and wires suited to their exact job.
D&H Sécheron offers a range of solutions like LoTherme-617M, LoTherme-470M, LoTherme-GS-535, LoTherme OA-618, and LoTherme-607H. Each is designed for specific wear conditions and applications.
Applications of Hardfacing in Industry
Hardfacing is used wherever equipment wears out quickly.
Hardfacing for mining equipment
Crusher parts, buckets, and liners are subject to constant abrasion.
Hardfacing for construction equipment
Excavator parts and blades need protection from impact and wear.
Agriculture equipment
Tools used in soil and field operations wear out fast without protection.
This is where abrasion-resistant welding plays a key role.
Common Hardfacing Challenges and Solutions
Hardfacing looks simple, but a few common issues often show up.
Cracking after welding
Usually due to improper cooling or wrong material choice.
Poor bonding
Often caused by bad surface preparation.
Excessive wear even after hardfacing
This happens when the wrong material is used for the job.
Most of these problems come down to process and material selection.
Why Choose D&H Sécheron for Hardfacing Solutions?
When you start doing hardfacing regularly, you realise consistency matters. Not just in the process, but in the consumables. D&H Sécheron has built its range around real industrial use. Their hardfacing solutions are designed for different wear conditions, not just general use.
LoTherme-617M, LoTherme-470M, LoTherme-GS-535, LoTherme OA-618, and LoTherme-607H are the kind of wires you’ll come across in real shop and field work. The kind of jobs where wear is constant and you need something that holds up.
Most welders don’t overthink it. If a product runs well and lasts, they keep using it. Reliability matters more than anything else.

To define a bridge, it is a structure that is built to overcome physical obstacles like a water body or a valley. Most bridges are huge and take years altogether to be constructed and of course, no bridge can be constructed without extensive use of welding equipment and welding material.
The river Brahmaputra is the widest river in not just India but also in the entire Asian subcontinent. This makes the process of constructing a bridge over this ferocious river, even more difficult and time consuming.
5 bridges have been created over this river, in different areas. The one we will speak of in this article is the Bogibeel bridge in the Dibrugarh district of Assam. It is a Rail-cum-road bridge, i.e., Motor vehicles like cars, trucks, etc. can cross the bridge from the upper part of the bridge and the lower part of the bridge is made for trains to pass.
Bogibeel bridge’s length is 4,940.5 meters! It is India’s longest rail and road combined bridge. About 5 million people get enhanced connectivity in Assam and Arunachal Pradesh. It also provides easier access to North Assam and thus, a simpler path to reach Arunachal Pradesh as well.
Among the few contractors involved in the construction of Bogibeel bridge in Assam, one was D&H Sécheron Electrodes Pvt. Ltd. How deeply were we involved? Well, from the ground-up! All the welding material supplied for the construction of the bridge was provided by D&H Sécheron Electrodes Pvt. Ltd; because we are the best welding material and welding wire manufacturers.
So what welding material was used for the construction of the bridge? Solid wires( MIG) and submerged arc wires or SAW wires were used in the making of Bogibeel Bridge, Assam.
This rail-cum-road bridge is India’s first fully welded bridge. Instead of using material like bolts, that have to be maintained from time to time, welding was used. Why? Because traffic load stops the periodic checks to be halted and this is where welding comes right in! It eliminates the chances of any of this as a good weld, made with strong welding material like that of D&H Sécheron Electrodes Pvt. Ltd; is permanent.
Over and above the welding, concrete was used. Welded bridges are known to make the structure of a bridge serve its purpose for a longer period of time as well as save a lot of maintenance cost, since the bolts and rivets, used otherwise, do not have to be replaced. An estimate for Bogibeel bridge’s longevity is that of 120 years. Doesn’t that sound amazing?
A bridge’s construction is done when many stakeholders come together. A superstructure like this cannot be made in isolation. Just how D&H Sécheron Electrodes Pvt. Ltd. supplied the flux core wires and SAW wires, HCC, DSD Brockenbaugh (a German company) and VNR Infrastructures came together as a joint venture to construct the bridge.
Before any of this began, Bhartia Infra constructed the embankments to make way for the bridge. Even before that, RITES, Rail India Technical and Engineering Services (State-owned consultancy), took over the pre-construction R&D work to create a blueprint of the Bogibeel bridge and come up with an effective plan to create the bridge.
Construction of the bridge was time consuming and daunting for a vast river like Brahmaputra, is magnificent! This is because it shows the sheer power of welding technology!

Safety is a fundamental concern in high-speed rail projects, especially in earthquake-prone areas. Seismic stoppers are crucial safety features in bullet trains, designed to absorb the shock of earthquakes and prevent derailments. Their effectiveness depends on advanced engineering, high-quality materials, and exceptional structural integrity. High-precision welding is essential in ensuring the reliability of these stoppers, creating strong, defect-free joints that can withstand dynamic stress and vibrations. At D&H Sécheron, our premium welding consumables and expertise are key in manufacturing these vital components, boosting their safety and durability in the most challenging conditions.
What Are Seismic Stoppers and Why Do Bullet Trains Need Them?
Seismic stoppers are critical safety mechanisms that stabilize bullet trains during earthquakes, preventing derailments and reducing structural damage. Designed to absorb and distribute seismic forces, they help maintain train stability despite strong vibrations. To meet the stringent strength and durability requirements in earthquake-prone regions, advanced welding techniques like flux-cored arc welding (FCAW) and shielded metal arc welding (SMAW) are essential. These techniques ensure the creation of strong, defect-free joints, preserving the structural integrity of seismic stoppers and enabling them to endure the extreme forces generated by seismic events.
Case Study: Fabricating Seismic Stoppers for a Bullet Train Project
D&H Sécheron was key in fabricating seismic stoppers for a significant bullet train project. We addressed the challenge of ensuring welded joints could withstand seismic shocks while maintaining long-term structural integrity. Precision and quality control were critical at every stage of the welding process. We utilised advanced welding solutions and high-quality products, including Maxflux SAF-7S, to meet these challenges, ensuring defect-free, high-strength joints. Our expertise and dependable consumables were instrumental in the project's success, enhancing safety and reliability under extreme conditions.
Products Used in the Project
In addition to our premium flux, several other high-performance welding products were used in the fabrication of seismic stoppers:
-
Maxflux SAF-7S: A premium flux that guarantees high-quality welds and exceptional performance in critical infrastructure projects
-
Autotherme Gr. E: Renowned for its reliability and strength, making it ideal for heavy-duty welding applications
-
Autotherme 1: Provides precise heat control, ensuring accuracy in structural welding
-
F 70S2: A versatile welding wire that delivers high-strength joints, ensuring the long-term durability of seismic stoppers
These products were selected for their exceptional metallurgical properties, ensuring that the seismic stoppers could endure extreme stress and challenging environmental conditions.
Why Using the Right Welding Products Matters
Fabricating seismic stoppers requires precision, strength, and durability, making the choice of welding consumables critical. High-quality products ensure safety by preventing component failure, enhance durability by extending the lifespan of seismic stoppers, and ensure resistance to extreme conditions like seismic shocks, high-speed vibrations, and extreme temperatures. Our products comply with global railway safety standards, making them ideal for bullet train infrastructure. Using trusted brands like D&H Sécheron offers long-term benefits, including reduced maintenance costs, increased reliability, and enhanced safety, ensuring the structural integrity of critical components.
Welding’s Role in Safe and Reliable Bullet Train Projects
Welding is essential to the safety and reliability of railway infrastructure, particularly in high-speed rail projects. Precision welding, from seismic stoppers to track joints, ensures bullet trains operate securely under even the most challenging conditions. By using high-quality welding consumables like Maxflux SAF 7S, Autotherme Gr. E, Autotherme 1, and F 70S2, we've enhanced the safety and efficiency of bullet train travel.
At D&H Sécheron, we take pride in delivering high-quality welding solutions that meet the demands of even the most challenging projects. Our expertise and commitment to excellence ensure that our products are always at the forefront of innovation and reliability. Check out our case study for a detailed look at how we fabricated seismic stoppers for a bullet train project. Contact us today! for inquiries about our welding products and how they can support your infrastructure projects.
Sardar Sarovar Dam is one of the largest infrastructure projects in India. The primary purpose of this dam is to supply water and electricity to four states – Gujarat, Rajasthan, Madhya Pradesh, and Maharashtra. The water from this dam will be used for drinking and irrigation facilities, especially in drought-prone regions. It will also provide peaking power to the western grid which has restricted hydel power production currently.
A concrete gravity dam built on the Narmada river in Gujarat, it became fully operational in September 2017. The dam construction in Gujarat supports spillway discharge capacity of 30.7 lakhs cusecs. It is the second-largest concrete dam in the world (6.82 million cu.m) after the Grand Coulee Dam (8 million cu.m) in the US in terms of the volume of concrete used in gravity dams. It is also the third-highest concrete dam (163 meters) in India after the Bharka dam (226 meters) in Himachal Pradesh and the Lakhwar dam (192 meters) in Uttarakhand.
Given its humungous scale, Sardar Sarovar Project has used more than 85000 tons of steel for strength. The Steel Authority of India (SAIL) has supplied 80% of the steel for this project. D&H Sécheron has provided significant welding support in the construction of this dam through its dealer network of welding electrode manufacturers in Gujarat.
Here are three main welding electrodes that were used in the Sarovar dam in Gujarat:
1. Supratherme
This E7018 electrode is heavy-coated low hydrogen, iron powder type electrode. With a metal recovery of about 115%, it is commonly used in heavy structures subjected to dynamic loading and impact, highly restrained joints, coaches, wagons, penstocks, boilers, pressure vessels, earthmoving machines, etc.
-
Norma V
This is an E6013 welding rod used as a general-purpose all-position electrode. It is suitable for welding low carbon and mild structural steel. It is commonly used in frames, pipes, tanks, bodies, machinery construction, etc.
-
Ultratensal MH
This is an E11018M electrode that has excellent crack resistance. It displays high strength combined with good sub-zero impact strength. Due to these properties, it is considered suitable for welding high-strength Q&T steels like Welten 80, SA517 grades and their equivalents.
D&H Sècheron has also supplied
welding consumables for Bogibeel Bridge and Chenab Bridge. The Bogibeel Bridge is a combined road and rail bridge built over the Brahmaputra River in Assam. It is India’s first bridge with fully welded steel-concrete support beams which can sustain earthquakes of magnitude up to 7 on the Richter scale. The Chenab Bridge is an arch bridge being built on the Chenab River in Jammu and Kashmir. The construction is underway and it is likely to open in December 2022. Once it opens, it will be the world’s highest rail bridge. If you are looking to buy any of these electrodes or want information about other electrodes, you can connect with D&H Sècheron.
How to Choose a Flux Cored Wire - A Complete Guide
Table of Contents
-
Introduction
-
What Are Flux Cored Wires and Their Types
-
Self-Shielded Flux Cored Wire
-
Gas-Shielded Flux Cored Wire
-
Specialty Flux Cored Wires (Stainless, High Alloy, Hardfacing)
-
Flux Core Wire vs Solid Wire
-
Key Benefits of Flux Cored Wire
-
How to Use Flux Cored Wires: Best Practices
-
Flux Core Wire Uses / Applications
-
How to Choose the Right Flux Cored Wire
-
Conclusion
-
Key Takeaways
Introduction
Flux cored wires, developed in the late 1950s, have become one of the most widely used materials in welding because of their high performance, superior weld quality, high deposition rate, and stability in windy conditions. Suitable for both indoor and outdoor applications and ideal across most welding positions, they remain a go-to choice in modern fabrication.
But what exactly makes them so effective? In simple terms, flux cored wire is a tubular wire filled with fluxing agents that shield the weld pool, stabilise the arc, and enhance weld properties.
In this guide, you’ll learn about types of flux core welding wire, their benefits, the best way to use flux-cored wires, applications, and how to select the right product. We’ll also cover flux core wire vs solid wire to help you make informed decisions.
What Are Flux Cored Wires and Their Types
Flux cored wire is a tube-shaped electrode filled with flux ingredients that provide shielding, arc stability, and slag formation. They are often preferred over solid wires because they deliver higher deposition rates, stronger mechanical properties, and superior performance in outdoor conditions.
Primary Types of Flux Cored Wires
|
Types |
Description |
Advantages |
Disadvantages |
Common Applications |
|
Self-Shielded Flux Cored Wire |
No external gas required; flux inside the wire provides shielding |
Portable, easy to use outdoors |
Produces more smoke and spatter |
Hard surfacing, outdoor welding, and field repair |
|
Gas-Shielded Flux Cored Wire |
Requires an external gas supply for shielding |
Excellent joint penetration, cleaner weld finish |
Difficult to manoeuvre in remote locations |
Indoor fabrication, heavy equipment manufacturing, pressure vessels |
Specialty Flux Cored Wires
Specialty wires are designed for demanding applications:
-
Stainless Steel Wires: Offer corrosion resistance and smooth finishes for food, pharma, and petrochemical industries.
-
High Alloy Wires: Support high-temperature or chemically aggressive environments.
-
Hardfacing Wires: Used for repair, overlay, or wear-resistant surfaces in heavy machinery.
Tip: When sourcing wires, it is recommended to select products from trusted flux cored wire manufacturers in India to ensure consistent quality and compliance with industry standards.
|
Feature |
Flux Cored Wire |
Solid Wire |
|
Deposition Rate |
Higher |
Moderate |
|
Outdoor/Windy Conditions |
Performs well |
Less suitable |
|
Mechanical Properties |
Stronger, tougher |
Standard |
|
Operator Skill Sensitivity |
Lower in some cases |
HigherHighre |
|
Shielding |
Self-contained or gas |
Requires external gas |
Tip: Flux cored wires excel in outdoor, high-deposition, and heavy-duty applications, while solid wires are ideal for indoor, thin material welding.
Key Benefits of Flux Cored Wire
Flux cored wires are widely preferred for:
-
High Deposition Rate: Enables faster welding and higher productivity.
-
Strong Arc Stability: Ensures consistent weld penetration.
-
Outdoor & Windy Performance: Self-shielded wires make outdoor welding reliable.
-
Versatility Across Positions: Can be used flat, vertical, or overhead.
-
Aesthetic Finish: Gas-shielded wires provide cleaner, smoother welds.
-
Balance: While they produce more smoke and spatter than solid wires, their advantages often outweigh this minor drawback.
How to Use Flux Cored Wires: Best Practices
To achieve optimal results with flux-cored wires, follow these best practices:
-
Set Correct Voltage & Amperage: Ensure the welding machine matches the wire type and material thickness.
-
Adjust Wire Feed Speed: Tailor feed speed according to welding position (flat, vertical, or overhead) for consistent welds.
-
Use Appropriate Shielding Gas: For gas-shielded flux cored wires, select the recommended gas type to improve arc stability and weld quality.
-
Prepare & Clean Joints: Remove rust, paint, or oil to reduce defects like porosity or slag inclusion.
-
Maintain Proper Travel Angle & Technique: Hold the torch at the correct angle and maintain steady motion for smooth, strong welds.
-
Regular Maintenance: Clean the welding torch, check the nozzle, and handle wires carefully to prevent contamination and ensure long-lasting performance.
Flux Core Wire Uses / Applications
Flux cored wires are highly versatile and widely applied:
-
Structural Steel Fabrication - Bridges, buildings, heavy structures
-
Shipbuilding and Marine - Corrosion-resistant, high-strength welds
-
Heavy Equipment Manufacturing - Durable joints for machinery
-
Pipe Welding and Pressure Vessels - Reliable penetration and finish
-
Repair, Maintenance, Overlay, Hardfacing - Including stainless steel and specialty alloys
How to Choose the Right Flux Cored Wire
When selecting a flux cored wire, consider:
-
Wire Type: Self-shielded or gas-shielded based on the working environment.
-
Base Material & Alloy: Stainless steel, high alloy, or mild steel.
-
Wire Diameter: Small diameter for all-position welding; large diameter for flat/horizontal work.
-
Manufacturer Reputation: Always choose quality and consistency. Working with trusted flux cored wire manufacturers in India ensures reliable products, technical support, and compliance with industry standards.
-
Certifications & Standards: Comply with industry norms for welding safety and performance.
Tip: Testing different wires under real working conditions helps identify the most suitable option.
Conclusion
Choosing the right flux cored wire is crucial for durable, high-quality welds. By understanding the types, benefits, best practices, and applications, welders can make informed decisions that maximize efficiency and performance.
Partnering with reputable flux cored wire manufacturers in India, such as D&H Sécheron, ensures consistent quality, reliable supply, and expert support for all your welding projects. Explore premium flux cored wires, consult our experts, or download datasheets to find the ideal solution.
Key Takeaways
-
Flux cored wires provide higher deposition rates, stronger welds, and versatility across welding positions.
-
Types include self-shielded, gas-shielded, and specialty wires for stainless, high alloy, or hardfacing.
-
Flux core wire vs solid wire: Flux cored is preferred for outdoor/heavy applications; solid wire for indoor/thin materials.
-
Following best practices ensures clean, defect-free welds.
-
Choosing the right wire requires assessing material, environment, diameter, and manufacturer reliability.
Table of Contents
-
Introduction
-
What Causes Hydrogen Cracking in Welding
-
Best Practices to Prevent Hydrogen Cracking
-
Material-Specific Considerations
-
Inspection, Detection & Quality Control
-
Case Studies & Real-World Learnings
-
Conclusion
-
Key Takeaways
Introduction
Hydrogen cracking in welding, also known as cold cracking or hydrogen-induced cracking, is one of the most critical and costly weld defects in industrial fabrication. Unlike hot cracking, which occurs during solidification, hydrogen cracking typically develops hours or even days after welding, often without visible warning signs.
This delayed failure mechanism can compromise structural integrity, increase rework costs, and pose serious safety risks, particularly in pressure vessels, pipelines, structural steel, and high-strength components.
Industries operating under quality standards such as EN ISO 5817 must take strict preventive measures to control hydrogen-related weld defects.
This guide explains what causes hydrogen cracking in steel, the difference between cold and hot cracking, and best practices to prevent it, from consumable selection to inspection.
What Is Hydrogen Cracking in Welding?
Hydrogen cracking is a weld defect that occurs when hydrogen atoms diffuse into the weld metal and heat-affected zone (HAZ), causing microcracks. It is often delayed, appearing after the weld has cooled, which makes early detection difficult.
Key Causes of Hydrogen Cracking
-
Hydrogen Sources
Hydrogen enters the weld from several sources:
-
Moisture in electrode coatings, fluxes, or shielding gases
-
Damp or improperly stored welding consumables
-
Surface contaminants like oil, grease, paint, or rust
-
High environmental humidity during welding
Once in the weld, hydrogen diffuses into the HAZ and can remain trapped until it initiates cracks.
-
Metallurgical Susceptibility
Certain steels are more prone to hydrogen embrittlement:
-
Hard martensitic structures in the HAZ
-
High carbon or alloyed steels (Cr, Mo, etc.)
-
High carbon equivalent (CE) materials
Hard microstructures lower hydrogen tolerance and increase crack initiation risk.
-
Residual Stresses & Cooldown
High stress and rapid cooling promote cracking:
-
Rigid joint designs or excessive clamping
-
Thick sections with uneven heat distribution
-
Fast cooling rates that trap hydrogen
-
Timing and Hydrogen Diffusion Window
Unlike other defects, hydrogen-induced cracking in welding is delayed:
-
Occurs after weld solidification
-
Develops as hydrogen migrates to stressed regions
-
Requires careful preventive measures
Best Practices to Prevent Hydrogen Cracking
-
Use Low-Hydrogen Consumables
Controlling hydrogen input is the most effective preventive measure:
-
Use low-hydrogen electrodes and wires (H4 or H8 classification)
-
Recommended consumables: Like E-7018 SUPRATHERME , E-8018-B2 CROMOTHERME-1 etc
-
Store electrodes in dry, temperature-controlled ovens
-
Re-dry electrodes per manufacturer guidelines
2. Surface Preparation & Cleanliness
Clean surfaces prevent hydrogen pickup:
-
Remove oil, grease, paint, rust, and moisture
-
Ensure joint edges are dry before welding
-
Use degreasing and mechanical cleaning methods
3. Preheating & Interpass Temperature Control
Critical for crack-sensitive steels:
-
Slows cooling, allowing hydrogen to escape
-
Reduces HAZ hardness
-
Preheat based on material, thickness, and carbon equivalent (EN 1011-2)
4. Heat Input Strategy
Balanced heat input prevents rapid cooling and excessive stress:
-
Too low: Rapid cooling - higher hardness
-
Too high: Residual stress - distortion
-
Process selection matters: GTAW for precise control, SMAW/FCAW require strict parameter control
5. Post-Weld Heat Treatment (PWHT)
-
Hydrogen bake-out to remove trapped hydrogen
-
Stress relief to lower tensile stresses
-
Tempering brittle microstructures
-
Critical for thick sections and high-strength steels
6. Joint Design & Restraint Management
-
Minimise excessive clamping
-
Proper fit-up and alignment
-
Welding sequences that balance shrinkage stresses
Material-Specific Considerations
|
Material Type |
Hydrogen Cracking Susceptibility |
Preventive Measures |
|
Carbon & Low-Alloy Steels |
Moderate to high (increases with higher carbon equivalent) |
- Preheating for thick sections - Post-Weld Heat Treatment (PWHT) - Controlled cooling to avoid martensitic HAZ formation |
|
High-Strength & Specialised Steels |
Very high (high sensitivity to hydrogen embrittlement) |
- Strict control of heat input - Proper preheat temperature - Use low hydrogen electrodes |
|
Stainless & Austenitic Alloys |
Lower overall cracking risk, but higher hydrogen solubility |
- Careful control in dissimilar metal welds - Controlled dilution - Correct filler and consumable selection |
Inspection, Detection & Quality Control
Because hydrogen cracking can be delayed, inspection is critical:
-
Visual inspection for surface cracks
-
Dye penetrant testing (DPT) for surface-breaking defects
-
Magnetic particle inspection (MPI) for ferromagnetic steels
-
Ultrasonic testing (UT) and radiography (RT) for subsurface cracks
Standards should align with EN ISO 5817 or project-specific requirements.
Case Studies & Real-World Learnings with D&H Solutions
Scenario 1: Pipeline Fabrication
Pipelines operating under high pressure are prone to hydrogen-induced cracking, which can lead to costly rework and delays. By using D&H Secheron low-hydrogen electrodes and following recommended preheating and interpass temperature practices, welds can achieve improved resistance to cold cracking, reducing the risk of delayed failures.
Scenario 2: High-Strength Pressure Vessel Maintenance
Maintenance of high-strength pressure vessels often faces microcracks due to residual stresses and hydrogen diffusion. Applying D&H guidance on controlled heat input, preheating, and post-weld heat treatment (PWHT) helps mitigate the risk of hydrogen embrittlement and ensures stronger, more durable welds.
Scenario 3: Industrial ROI through Preventive Measures
Industries adopting D&H low-hydrogen welding solutions and technical expertise can experience:
-
Lower defect and repair rates
-
Reduced downtime and associated costs
-
Enhanced confidence in long-term weld reliability
Key Learning: Proactive use of D&H consumables and welding expertise makes the prevention of hydrogen cracking far more effective than reactive repairs, ensuring safer, more durable, and cost-efficient fabrication.
Conclusion
Preventing hydrogen cracking in welding is essential for achieving safe, durable, and high-quality welds in critical applications. By controlling hydrogen input, managing heat effectively, and selecting appropriate low-hydrogen consumables, fabricators can significantly reduce the risk of cold cracking and hydrogen embrittlement.
At D&H Sécheron, we support industries with advanced low-hydrogen welding solutions and application expertise. Explore our LoTherme consumable range or connect with our technical specialists to ensure reliable, crack-resistant weld performance.
Key Takeaways
-
Hydrogen cracking is a delayed, high-risk weld defect
-
It results from hydrogen presence, hard microstructures, stress, and rapid cooling
-
Low-hydrogen consumables and proper storage are critical
-
Preheating and controlled heat input significantly reduce risk
-
PWHT and inspection help prevent delayed failures
-
Prevention costs far less than repair and rework
The welding filler wires are made from alloys or unalloyed metals. They are used in making a joint through welding, soldering or brazing. When they are melted, they flow into the space between the two fitting parts of the joint. The filler metal is available in several combinations of lead, silver, tin, zinc, copper and aluminium.
Filler is a commonly used welding material in stainless steel electrode. However, there are various types of stainless steel welding options available and you need to be careful about the filler wire that goes into it.
Let’s take a look at the factors you need to consider while selecting filler metal in welding of stainless steel:
1. Base Material to be Welded
You have to find out which filler wire welding will match the best with the base metal. Both chemical and mechanical properties of the filler metal should match with the base metal to make stainless steel welding rod.
2. Welding Position
A flat welding position is the most ideal position. However, welders also need to operate in horizontal, vertical and overhead positions. Choose SS filler wire that offers the most versatility and efficiency in the required welding position.
One of the most popular filler materials is the E308LT1-1 as it provides good strength and can be used in all positions.
3. Welding Process
The choice of filler wire in stainless steel welding also depends on the type of welding method. MIG welding wire material needs consumable filler that can be melted by the arc to produce a quality weld. On the contrary, welding through TIG wire requires manual feeding of the filler into the molten puddle. Hence, it is recommended to use a Tungsten TIG welding wire for reference ER347 filler wire.
4. Dissimilar Metals
When you are creating SS to MS welding rod, you need proper filler. This will help to maintain superior corrosion resistance of the stainless steel and also prevent the hot-cracking defect.
5. Post-Weld Heat Treatment
Post-weld heat treatment is a necessary technique to reduce the residual stress caused by welding and its repair. The filler welding material should be capable of generating welds that can tolerate the application of heat.
Welding Wire Prices
The prices of welding filler rods vary from one manufacturer to another. Make sure that the price is within your budget and offers value for money. You can consider buying filler wires from D&H Sécheron, one of the leading and reliable welding wire manufacturers in India.
What is Ferritic Stainless Steel?
Ferritic stainless steel is commonly used in welding. It belongs to the stainless steel family, which also includes austenitic, duplex, martensitic, and precipitation-hardening steels. It is a type of stainless steel alloy and contains more than 12% chromium. The chromium content may reach 30%. However, the carbon content is less than 0.10%. It may or may not have nickel.
The defining feature of ferritic steel is its Body-Centred Cubic (BCC) crystal structure, which makes it magnetic at room temperature.
Ferritic Stainless Steel Grades
As per AISI ferritic stainless steel grades, ferritic steels are classified into five categories. Grades 1 to 3 are considered standard grades, while Grades 4 to 5 are speciality grades. Different ferritic stainless steel grades are selected as per corrosion resistance and specific welding requirements.
Key Properties That Affect Welding
Understanding the properties of ferritic stainless steel is crucial before discussing welding.
Key characteristics:
-
Magnetic structure
-
Not hardenable by heat treatment
-
Slightly hardenable by cold rolling
-
Good corrosion resistance
-
High thermal conductivity
-
Low coefficient of thermal expansion
Is Ferritic Stainless Steel Easy to Weld?
The weldability of ferritic stainless steel is moderate to low compared to austenitic grades.
Challenges include:
-
Risk of grain growth in ferritic stainless steel
-
Lower ductility
-
No phase transformation during heating and cooling
-
Sensitivity to excessive heat input
-
Potential corrosion changes after welding
Because ferritic steel does not undergo phase transformation, grain coarsening in the weld and heat-affected zone can reduce toughness.
Weldability of Ferritic Stainless Steel
The weldability of ferritic stainless steel depends largely on heat control.
Key Welding Concerns
-
Grain growth in the Heat-Affected Zone (HAZ in ferritic stainless steel)
-
Risk of cracking in ferritic stainless steel welds
-
Embrittlement at high temperatures
-
Reduced toughness if overheated
To minimise these risks:
-
Use low heat input
-
Avoid high interpass temperatures
-
Use appropriate filler metals
Controlling heat is the most critical factor in preventing brittle welds.
Recommended Welding Processes
Various arc welding methods are suitable for ferritic stainless steel when proper parameters are maintained.
SMAW (Shielded Metal Arc Welding)
SMAW welding ferritic stainless steel is widely used in fabrication and repair work.
-
Use an appropriate electrode for ferritic stainless steel
-
Maintain low heat input
-
Limit interpass temperature
SMAW provides good penetration and is suitable for field work.
GTAW (TIG Welding)
GTAW welding ferritic stainless steel offers:
-
Cleaner welds
-
Better heat control
-
Reduced risk of grain growth
It is ideal for thin sections and precision components.
GMAW (MIG Welding)
MIG welding ferritic stainless steel enables:
-
Faster production
-
Controlled deposition rate
-
Use of appropriate shielding gases
It is commonly used in automotive and industrial manufacturing.
Filler Metal Selection for Ferritic Stainless Steel
Correct ferritic stainless steel filler metal selection plays a major role in weld integrity.
Options include:
-
Matching ferritic filler metal
-
Over-alloyed filler metal
-
Austenitic filler metal (in specific applications)
In many cases, an austenitic welding rod is used for ferritic stainless steel to improve ductility and reduce cracking.
Choosing the right electrode for ferritic stainless steel helps prevent embrittlement and improves corrosion resistance.
Heat Input, Preheating & Interpass Temperature
Heat Input Control in Ferritic Stainless Steel
Excessive heat leads to:
-
Grain coarsening
-
Reduced toughness
-
Brittle weld structure
Strict control of heat input in ferritic stainless steel is essential.
Preheat & Interpass Temperature
-
Generally, preheating ferritic stainless steel is not required.
-
Keep the interpass temperature of ferritic stainless steel as low as possible.
-
Avoid excessive reheating of weld areas.
Maintaining low interpass temperatures reduces the risk of cracking.
Common Welding Defects & How to Prevent Them
Ferritic Stainless Steel Weld Cracking
Causes:
-
High heat input
-
Grain coarsening
-
Improper filler selection
Brittle Weld Ferritic Steel
Occurs due to:
-
Low ductility
-
Improper heat management
Grain Growth Welding Defect
Prevention:
-
Short arc length
-
Low heat input
-
Controlled welding speed
Proper process control significantly reduces defects.
Ferritic Stainless Steel Applications
The wide range of applications of ferritic stainless steel makes it popular across industries.
Major ferritic stainless steel uses include:
-
Automotive exhaust systems
-
Kitchen equipment and sinks
-
Industrial heat exchangers
-
Magnetic fasteners
-
Electrical cabinets
-
Water treatment plants
-
Nuclear reactors
-
Coins and induction cookers
The specific application of ferritic stainless steel depends on its chromium content and grade.
Ferritic vs Austenitic Stainless Steel Welding
When comparing ferritic vs austenitic stainless steel welding:
|
Factor |
Ferritic |
Aesthenitic |
|
Magnetic |
Yes |
No |
|
Ductility |
Moderate |
High |
|
Heat Sensitivity |
High |
Lower |
|
Grain Growth Risk |
Significant |
Minimal |
The main difference between ferritic and austenitic welding lies in heat sensitivity and cracking behaviour.
Best Practices Checklist for Welding Ferritic Stainless Steel
-
Use low heat input
-
Avoid high interpass temperature
-
Select the proper filler metal
-
Control grain growth
-
Avoid excessive reheating
-
Perform proper post-weld cleaning
Following these practices improves joint integrity and corrosion resistance.
Conclusion
Welding ferritic stainless steels requires strict heat control. It also demands appropriate filler metal selection and process optimisation.
The weldability of ferritic stainless steel is lower than that of austenitic grades. However, proper parameter management ensures reliable performance.
If you are looking for high-quality welding electrodes, flux, or wires for ferritic stainless steel welding, consider sourcing them from D&H Secheron.

Table of Contents
-
What Is Weathering Steel?
-
History and Origins of Corten Steel
-
Uses and Applications of Corten Steel
-
Properties of Corten Steel
-
Specifications: Corten A vs. Corten B
-
Welding Weathering Steel: Key Considerations
-
Recommended Welding Techniques
-
Challenges in Welding Corten Steel
-
Post-Weld Treatment and Maintenanc
-
Key Takeaways
Introduction to Weathering Steel
Weathering steel belongs to the group of low-carbon steels. The alloy elements like copper, chromium, silicon, and phosphorus in these steels are mixed with carbon and iron atoms. This specific chemistry allows the material to withstand extreme outdoor conditions by forming a protective layer.
Weathering steel is a type of steel alloy with superior yield strength capability. Its chemical composition makes it highly resistant to corrosion caused by weather and atmospheric conditions such as air and moisture. Over time, the material develops a unique oxide layer called ‘patina’, which looks like rust but acts like paint. This protective layer prevents deeper corrosion, giving it a longer lifespan even in harsh environments.
Let’s explore how welding corten steel works and why it remains a preferred choice across industries.
History and Origins of Weathering Steel
Weathering steel, also known as corten steel, was registered under the trademark Cor-Ten, which was originally developed and patented by U.S. Steel in 1933. Cor-Ten gets its name from two words: CORrosion Resistance and TENsile Strength.
As usage expanded, the American Society for Testing and Materials (ASTM) standardised it under various specifications, paving the way for more structured construction, art, and engineering applications.
Corten Steel Uses and Applications
Corten steel is used for both practical and visual appeal in the following applications:
-
Engineering projects
-
Architectural projects
-
Construction of buildings and bridges
-
Outdoor sculptures
-
Marine transportation
-
Roofs and walls
-
Cycle hoops
-
Planters
-
Tree grilles
Its aesthetic appearance and corrosion resistance make it a popular choice where both design and durability are important.
Properties of Corten Steel
Corten steel is known for its impressive mechanical and aesthetic qualities, making it a preferred choice for both functional and design-driven applications.
-
Anti-corrosive
-
Robust metal
-
Ductile
-
High structural strength
-
Lightweight
-
Attractive appearance
-
Minimal upkeep
Corten steel has a distinctive rusty, orangish-brown texture. This seamless patina gives any product or structure an aesthetic finish, blending naturally with urban and natural surroundings. Welders can apply it without worrying about chemical mixtures to achieve the weathered look, as the patina forms uniformly.
These combined characteristics make weathering steel highly suitable for long-term outdoor use, requiring low maintenance while offering both strength and style.
Specifications for Corten Steel
The primary trademark product is COR-TEN. However, ASTM has also laid down specifications as follows:
-
A588 (structural panels, shapes, plates, and bars)
-
A242 (steel plate up to 1.5 inches thick)
-
A606-4 (corten steel sheet and coil)
-
A847 (tube and pipe)
-
A871-65 (plate with 65ksi yield strength)
-
A709-50W (steel plate for bridges)
Corten A vs Corten B
Weathering steel is available in two main grades: Corten A and Corten B.
-
Corten A (ASTM A242) is mainly used in architectural applications. Its higher phosphorus content enhances patina formation and gives a more uniform, aesthetic finish.
-
Corten B (ASTM A588) is preferred for structural and heavy-duty applications. It offers higher strength but has lower phosphorus content, making it ideal for bridges and load-bearing structures.
Both grades develop a protective rust layer, but their chemical compositions are optimised for different needs.
Welding on Weathering Steel
Welding on corten steel is relatively similar to low-carbon steel. The only precaution the welders need to take is regarding the filler or electrode, which is different from mild steel.
When welding corten steel, it’s critical to select the right electrode that preserves the base metal's corrosion-resistant properties.
Recommended Electrode: AWS E7018
When choosing a welding electrode for weathering steel, AWS E7018 is most suitable. The choice of electrode depends on two factors: required strength and code requirements.
At D&H Sécheron, we recommend Lotherme 7018 and similar low-hydrogen electrodes that maintain joint strength and match the patina’s corrosion behaviour.
Best Welding Techniques for Corten Steel
When it comes to welding corten steel, the method should match the material thickness and end-use.
-
Stick Welding (SMAW): Reliable and economical for structural joints.
-
TIG Welding (GTAW): Clean and precise, suitable for fine applications.
-
MIG Welding Corten Steel (GMAW): Fast and efficient for thin sheets.
For MIG welding corten steel, shielding gases like CO₂ and Ar-CO₂ mixtures help ensure smoother arcs and less spatter while using weathering steel-compatible filler wire.
Common Challenges When Welding Corten Steel
Despite its benefits, welding corten steel comes with some challenges:
-
Heat-induced distortion or cracking
-
Loss of corrosion resistance near the heat-affected zone
-
Difficulty in matching the patina formation post-weld
However, with the right expertise and materials, these can be addressed. The necessary knowledge and experience in welding already exist. Hence, welders should be able to use it without any hassles.
Post-Weld Treatment and Maintenance Tips
To retain the steel’s integrity and look:
-
Clean the weld area to remove slag and spatter
-
Use weathering accelerators to match the patina faster
-
Avoid stagnant water and ensure drainage in structural designs
This ensures that the weathering finish evolves consistently across welded and unwelded sections.
Corten steel is preferred across industries thanks to its durability, unique appearance, and natural corrosion resistance. While it may cost more upfront, its minimal maintenance and extended life make it a smart long-term investment.
Whether used in buildings, bridges, or public art, weathering steel delivers strength and style. When it comes to welding corten steel, especially using techniques like MIG welding, selecting the right electrode is key to maintaining its structural and visual integrity.
With D&H Sécheron’s expertise in welding corten steel, you can count on reliable performance and lasting results in every application.
Key Takeaways
-
Durability and Corrosion Resistance: Patina shields the surface from deeper corrosion.
-
Aesthetic Appeal: Orangish-brown finish integrates beautifully into various environments.
-
Wide Applications: Ideal for engineering, construction, public art, and outdoor design.
-
Cost Considerations: Though costlier, it offers long-term value through reduced maintenance.
Welding: Similar to mild steel but requires compatible electrodes like AWS E7018 for reliable performance
Welding, a fabrication process used to fuse two or more metal parts together. This process typically is used on metals and thermoplastics. A welding rod commonly referred to as a welding electrode is what makes or breaks the success of this welding process. Welding electrodes are the medium used to fuse two metals together. These rods are available in different types and their usage depends on the purpose of the machinery. To enable seamless welding results, it is extremely important to choose the right welding electrodes at the initial stage.
There are 3 types of welding rods or welding electrodes produced by welding electrodes manufacturers across the world:
Covered rods
Tubular rods
Bare welding rods
But how does one select a suitable electrode from these for a welding process?
Here are a few steps to consider before you select your welding materials:
Know your base metal’s properties
Your base metal’s composition needs to match or at least closely match the electrode composition for the weld to become successful. Referring to an electrode and metal composition chart for this purpose can be helpful and convenient.
Check the tensile strength
Apart from matching the composition of base metal to the electrode, it is also important to match the minimum tensile strength of the electrode to the tensile strength of the metal. This will avoid cracking or other damage to the metal during the welding process. You can always check the tensile strength of the electrode by referring to the first two digits of the AWS classification printed on it.
Check the welding current
Electrodes often come with the condition of being used only with certain power sources such as AC or DC current. Other electrodes on the other hand can be compatible with both. For medium or deeper penetration of the weld, using electrodes compatible with AC currents is advisable. Electrodes compatible with AC current also produce a soft arc and can be used to weld clean sheet metals.
Know the base metal’s thickness and shape
Determining the thickness of your base metal can help identify which electrode would suit the process. For example, thicker materials require electrodes with high ductility and low hydrogen. On the other hand, thinner welding materials require soft arc electrodes with smaller diameters. This will ensure shallow penetration and help avoid the burning of thinner material.
Determine the welding position
Basically, before choosing an electrode, you need to have a clear idea about your welding procedure. The position of your welding will influence the choice of welding electrode to be used. To find out about each electrode and the position it’s suitable for, refer to the AWS classification chart.
Apart from this, before you begin your welding procedure, make sure your base metal is absolutely clean of dust, rust, grease, and other contaminants. This is an important step to get the perfect desired weld. We hope this article helped you understand the process of welding electrode selection better. If you have more questions, do reach out to us as we’ll be happy to help you.

The Impact of Material Selection on Welding Quality for D&H Sécheron
Introduction
In the world of welding, the choice of welding materials is a critical factor that significantly influences the quality and durability of the final product. D&H Sécheron, a leading player in the welding industry, understands the importance of selecting the right welding materials for various applications. In this blog, we discuss the impact material selection has on welding quality.
Material Compatibility:
One of the first factors that influence material selection in welding is the compatibility between the base material and the welding material. For instance, when dealing with a Steel Pressure Vessel, it's crucial to choose welding materials that are compatible with the vessel's base metal to ensure a strong bond and prevent material degradation over time.
Strength and Alloy Composition:
Low alloy steel is a common material in welding applications due to its excellent strength and corrosion resistance properties. The choice of welding material must complement the alloy composition of the base material to achieve a uniform and robust weld joint. D&H Sécheron offers a wide range of welding materials tailored to different alloy compositions.
Welding Process:
The welding process used also plays a pivotal role in material selection. Different welding processes, such as MIG (Metal Inert Gas) welding, TIG (Tungsten Inert Gas) welding, and submerged arc welding, require specific welding materials. For example, when using MIG welding for low alloy steel, selecting the right welding wire is crucial for achieving clean and strong welds.
Operating Conditions:
Consideration of the operating conditions is essential in material selection. For applications subject to extreme temperatures, pressure, or corrosive environments, the choice of welding material becomes even more critical. D&H Sécheron offers specialized welding materials designed to withstand such harsh conditions, ensuring the longevity and reliability of welded components like Steel Pressure Vessels.
Quality and Certification:
In industries like aerospace, automotive, and construction, adherence to industry standards and certifications is paramount. D&H Sécheron's welding materials often meet stringent quality and certification requirements, ensuring that the welds produced with their materials meet or exceed industry standards.
Cost-Efficiency:
While quality is of utmost importance, cost-efficiency cannot be overlooked. D&H Sécheron understands the need to balance quality with cost-effectiveness in welding projects. Their wide range of welding materials provides options that cater to various budgets without compromising on performance.
Ease of Use:
The ease of handling and using welding materials can impact welding quality. D&H Sécheron's welding materials are designed to be user-friendly, making them suitable for both seasoned welders and those new to the craft.
Conclusion:
Material selection is a crucial determinant of welding quality. D&H Sécheron's extensive range of welding materials, including welding wire for low alloy steel, is designed to cater to a variety of welding needs. By considering factors such as material compatibility, strength, welding process, operating conditions, quality, cost-efficiency, and ease of use, D&H Sécheron ensures that their welding materials contribute to the creation of robust and durable welds, whether in the fabrication of Steel Pressure Vessels or other critical applications. Making informed choices about welding materials is an essential step towards achieving high-quality, reliable welds that stand the test of time.

Implementation of 96.3 CBM Sarambala Medium Irrigation Scheme at Sawantwadi in Sindhudurg
The Sarambala medium irrigation scheme is a project that aims to provide irrigation facilities to around 5,000 hectares of farmland in the Sawantwadi region of Sindhudurg district in Maharashtra.
The project, by facilitating the much-needed irrigation facilities for the local farmers, will increase their agricultural productivity and enhance their socio-economic status.
Key Details
The Sarambala medium irrigation scheme is a joint venture between the Government of Maharashtra and the Government of India.
The project involves the construction of a dam across the Sarambala river, which will store around 96.3 cubic metres (CBM) of water, and a canal network to distribute the water to the farmlands. It also includes the installation of pumping stations and power transmission lines.
The Various Components of the Project:
- Dam: The construction of the dam is critical to the project's success as it will store water during the monsoon season, which can be utilised whenever required.
- Canal network: The network includes the main canal, which starts from the dam and extends to the farmlands, and branch canals that distribute water to individual fields.
- Pumping stations and power transmission lines: The pumping stations are required to pump water from the dam to the main canal and to pump water to higher elevations. The power transmission lines are necessary to provide electricity to the pumping stations and other infrastructure.
Benefits to the Locals
The Sarambala medium irrigation scheme brings significant benefits to the locals, particularly the farmers.
It will provide them with a reliable source of irrigation water, which will help them grow crops throughout the year. This will increase their agricultural productivity, and they will be able to grow high-value crops, which will improve their income.
The project will also create employment opportunities for the locals during the construction and maintenance phases.
Involvement of D&H Sécheron
D&H Sécheron is proud to have been a part of the Sarambala medium irrigation scheme.
We played a critical role in the implementation of the project by providing welding solutions for the fabrication of the canal network, pumping stations, and power transmission lines. Our expertise in welding technology ensured the strength and durability of the infrastructure, which is essential for the project's long-term success. We extended technical assistance and training services to the local workforce, empowering individuals, including Norma, to cultivate proficiency in welding technology. NORMA benefited from our support in acquiring essential skills for this field.
Our involvement in the project demonstrates the company's commitment to delivering innovative and sustainable solutions to its clients.
As a leading welding solutions provider, we are committed to delivering high-quality products and services that meet your needs. To learn more about our products and services, visit our website.
From jewelry to aerospace to bridge building, every industry where two or more metals are used and fused, welding is needed. There are more than 30 different methods to get to each of these separate projects of welding, like shielded metal arc welding or SMAW welding, TIG welding, laser welding: a contemporary welding type gaining more popularity now.
For the longest time in history, almost up till the 19th century, forge welding was the only process in common use. That’s till arc welding with its electrodes and oxy-fuel welding were invented and took the baton.
Soon after, SMAW welding came into being and maintained its ground and is commonly used even now. Other processes like gas metal arc welding or GMAW and flux-cored arc welding or FCAW followed suit.

Advancements in the welding industry have since been booming and have come into more and more commercial and industrial use. Here are a few industries where welding is commonly used:
Aerospace
Rivets are sturdy but they add to the weight and maintenance, thus welding is the most suitable and effective way to fuse metals or join them in the aerospace industry. It has been in use in this industry since the making of the first commercial aircraft and is continually used.
GMAW or MIG welding was the go-to for the longest time, and is till date used for repair work. For production and manufacturing, electrical arc welding has taken a forefront.
Other welding types like plasma arc welding & electric resistance welding are used for other tasks in the production process like joining the sheets or for other precision work.
Construction and Infrastructure
The construction industry very widely uses steel and aluminium and MIG welding is widely used and loved to work with those metals. More than half of the steel produced in the world is used in construction of buildings: both residential and commercial alike.
It is due to the sturdiness and long life of the metal that it is a popular choice. With its popular choice, welding too is a popular choice, since it reduces the demand for year-on-year maintenance unlike rivets and bolts. Welding also is a fairly simple and quick way to repair damaged machines and goods.
FCAW and SMAW welding are also commonly used in construction but they are deemed to be messy yet it is lighter on the pocket. Plasma arc welding is a good choice in case detail and precision is what one is looking for.
Railroads
It goes without saying that welding is an essential to railways. Whether it is the manufacturing of the different compartments or joining the rails, welding is paramount. Spot welding, and a sub-sect under it called shot welding have proven to be effective in fusing steel and iron together.
Shipping
Ships: cruise liners, cargo ships as well as shipping containers, large tanks and submarines, welding plays a big, if not huge, role in their manufacturing. Like mentioned earlier, rivets can be a choice in case one is looking for sturdiness, but welding is preferred since it is lightweight and much easier to maintain.
It is also a speedy process that is much more economical than using rivets and bolts and thus has been a first choice ever since World War 2.
Routine repair work and maintenance can also be done more efficiently by welding as opposed to other processes, and quite frankly, isn’t needed all that often.
Manufacturing
This includes everything from computers to their fine machinery, furniture and even certain machinery for mass production! MIG welding is a common welding method used across industries and is a favourite here too.
Why? It is the speed, efficiency as well as cost-effectiveness given the previous two factors that makes it a preferred choice.
These are some major industries where welding is an absolute must and technological advancements in welding have proven to be beneficial to the industries themselves!

Innovations in Stainless Steel Welding: Emerging Trends and Technologies for Enhanced Productivity
When it comes to welding, staying ahead of emerging trends and technologies is crucial for maintaining productivity and quality. Innovations in stainless steel welding are continuously evolving, offering new ways to enhance efficiency and achieve superior results. In this blog, we will explore the latest trends and technologies in stainless steel welding, focusing on how these advancements can benefit your projects and operations.
The Importance of Stainless Steel Electrodes
Stainless steel electrodes play a pivotal role in welding, providing the necessary material to create strong, durable welds. These electrodes are designed to handle the unique properties of stainless steel, ensuring high corrosion resistance and longevity. The choice of stainless steel electrode can significantly impact the quality and efficiency of your welding projects.
Emerging Trends in Stainless Steel Welding
Advanced Welding Techniques
One of the most notable trends in stainless steel welding is the development of advanced welding techniques. Methods such as pulsed gas metal arc welding (GMAW-P) and laser welding are gaining popularity due to their precision and efficiency. These techniques allow for better control over heat input and weld penetration, resulting in cleaner and stronger welds.
Automated Welding Systems
Automation is transforming the welding industry, and stainless steel welding is no exception. Automated welding systems, including robotic welders, are becoming increasingly prevalent. These systems offer consistent quality, reduce human error, and significantly increase productivity. By incorporating automated systems, businesses can streamline their operations and achieve faster turnaround times.
High-Performance Welding Electrodes
Innovations in welding electrode technology are continuously improving the performance of stainless steel electrodes. New formulations and coatings are being developed to enhance arc stability, reduce spatter, and improve overall weld quality. These high-performance electrodes are designed to withstand the demands of modern welding applications, ensuring reliable and long-lasting results.
Hybrid Welding Processes
Hybrid welding processes, which combine different welding techniques, are gaining traction in the industry. For example, the combination of laser welding and arc welding (Laser-Arc Hybrid Welding) offers the benefits of both methods, providing deep penetration and high welding speeds. This approach is particularly advantageous for stainless steel welding, where precision and efficiency are paramount.
Enhanced Welding Safety
Safety is a top priority in any welding operation, and advancements in safety technologies are making welding processes safer than ever before. Innovations such as fume extraction systems, improved personal protective equipment (PPE), and real-time monitoring systems are helping to protect welders from potential hazards. These safety enhancements not only safeguard workers but also contribute to a more productive work environment.
Technologies Driving Productivity in Stainless Steel Welding
Advanced Welding Power Sources
Modern welding power sources are equipped with advanced features that enhance productivity and weld quality. Inverter-based power sources, for example, offer precise control over welding parameters, leading to better arc stability and reduced energy consumption. These power sources are particularly effective when using stainless steel electrodes, as they ensure consistent and high-quality welds.
Innovative Welding Consumables
The development of innovative welding consumables, such as flux-cored stainless steel electrodes and ms welding electrodes, is revolutionizing the welding industry. These consumables are designed to improve deposition rates, reduce spatter, and enhance weld appearance. By using these advanced consumables, welders can achieve higher productivity and superior weld quality.
Digital Welding Solutions
Digital technologies are playing an increasingly important role in stainless steel welding. Welding management software and digital welding systems provide real-time data and analytics, allowing welders to monitor and optimize their welding processes. These digital solutions enable better decision-making, improve traceability, and enhance overall productivity.
Additive Manufacturing in Welding
Additive manufacturing, also known as 3D printing, is making its way into the welding industry. This technology allows for the creation of complex and customized components with high precision. By integrating additive manufacturing with traditional welding techniques, businesses can achieve greater flexibility and efficiency in their production processes.
Conclusion
At DNH Scheron, we are committed to providing cutting-edge solutions for all your welding needs. Our range of stainless steel electrodes, welding electrodes, and ms welding electrodes are designed to meet the highest standards of performance and reliability. Explore our products and discover how our innovations can help you achieve your welding goals with unmatched efficiency and quality.
Embracing the latest trends and technologies in stainless steel welding is not just about keeping up with the industry – it's about pushing the boundaries of what is possible and setting new benchmarks for excellence. Whether you are a seasoned professional or new to the field, staying ahead of these innovations will ensure your success in the ever-evolving world of welding.

Jam Warora-Chandrapur-Ballarpur-Bamni Road Project: Driving Progress in Maharashtra
The Jam Warora-Chandrapur-Ballarpur-Bamni Road Project is a major infrastructure development initiative aimed at improving transportation connectivity in Maharashtra. This ambitious project is expected to have a positive impact on the economy of the region and provide better mobility to its residents. D&H Secheron, a leading manufacturer of welding equipment and consumables, has been associated with the project as a supplier of high-quality welding products.
The project involves the construction of a four-lane highway spanning 111 kilometers and connecting the cities of Jam Warora, Chandrapur, Ballarpur, and Bamni. The road will be built to international standards with a total width of 45 meters, including a central median, service lanes, and other safety features. The construction of the road is being executed by the Maharashtra State Road Development Corporation (MSRDC) in collaboration with some of the best construction companies in the country.
The estimated cost of the project is Rs. 1,200 crore, and it is expected to be completed by the end of 2023. The project is being carried out in different phases, with the construction of different sections of the road being carried out simultaneously. This approach has helped to reduce the time taken to complete the project and has ensured that the work is carried out efficiently.
The Jam Warora-Chandrapur-Ballarpur-Bamni Road Project is expected to have a positive impact on the region's economy by providing better connectivity and reducing travel time. The road will provide a direct link between the mining areas in Chandrapur and the industrial belt in Ballarpur, facilitating the transportation of raw materials and finished goods. The road will also help in boosting tourism in the region, which is home to several natural and historical attractions.
One of the key benefits of the road project is that it will improve road safety in the region. The road will be built to international standards with several safety features, such as crash barriers, signages, and reflectors. This will make it safer for motorists and reduce the number of accidents on the road.
D&H Secheron has been associated with the Jam Warora-Chandrapur-Ballarpur-Bamni Road Project as a supplier of welding electrodes and wires. Norma, a brand of D&H Secheron, has been extensively used in the construction of the road to ensure that the structures are strong and durable.
Norma welding products are designed and manufactured to provide the best welding solutions for various applications, including infrastructure development. Norma's welding products have been tested and certified by international organizations, ensuring that they meet the most stringent quality and safety standards.
The Jam Warora-Chandrapur-Ballarpur-Bamni Road Project is a game-changer for the transportation industry in Maharashtra. The road will improve connectivity, reduce travel time, and have a positive impact on the economy of the region. By choosing Norma welding products, D&H Secheron has ensured that the Jam Warora-Chandrapur-Ballarpur-Bamni Road Project is built to last and withstand the test of time. With the project expected to be completed by the end of 2023, the residents of the region can look forward to a brighter and more prosperous future.
If you need a clean and precise weld, look no further than TIG welding. TIG welding, or Tungsten Inert gas welding, is a popular technique used for various industrial applications like automobiles and manufacturing because of its neat results and adaptability. However, just like any other technology, TIG welding has its benefits and challenges.
Let’s explore both sides and help you understand if TIG welding fits your project.
Advantages or Benefits of TIG welding
1. Clean and Precise Finish
One of the most notable benefits of this technique is the precision it allows a welder. You can control the welding process completely, enabling you to work with intricate and delicate materials. This makes it the ideal technique for projects requiring high attention to detail, such as aerospace equipment or medical devices. It also produces minimal spatter, which makes it visually appealing while reducing the requirements for post-weld clean-ups, saving time and effort.
2. Versatility Across Materials & Industries
TIG welding is highly compatible with various consumables and metals like stainless steel, aluminium, titanium, and magnesium. Hence, it is widely used in industries where multiple metals are used simultaneously. For instance, in automotive manufacturing, TIG welding can be used to weld aluminium body parts, while in marine applications, it is used to weld stainless steel parts. This makes it an ideal choice across industries.
3. Quality Welds and Strong Joints
TIG welding is known for producing durable, high-quality welds. Its precision and control ensure a strong bond that is also crack-resistant. Hence, it is used in critical applications like pipelines, pressure vessels, and structural components. There are welding applications where minimal filler material is needed, making TIG welding a great choice as it can produce a smooth weld with fewer distortions.
Disadvantages or Challenges of TIG Welding
1. Difficulty in Learning
TIG welding can be used for intricate work, which means high levels of skill are required to execute the best welding outcomes. The welder must manage several components, such as a torch, filler rod, and foot pedal, at the same time, which can be challenging for beginners, making it a difficult technique to master.
2. Slower Process
TIG welding is slower than other welding methods like MIG welding. It requires meticulous attention and steady hands, which can be difficult to manage on industrial projects with tight deadlines. However, in some industries, it might be worth it to take the time and make a high-quality weld.
3. Higher equipment and Consumable Cost
The initial cost for TIG welding is higher than for other welding techniques. The inert gas used here as shielding gas and tungsten electrodes add to the costs, increasing the overall cost.
TIG welding is an invaluable skill across industries. Its various requirements of high-skill and bigger budgets are supported by the clean and durable welds produced as a result. If quality is a crucial requirement of your welding project, then you must look into TIG welding techniques and invest in them with careful consideration. You can start by investing in a TIG welding machine for best results.
If you are looking for expert guidance to help you make the right choices, start by contacting our experts at D&H Sécheron and sourcing the best equipment for a successful TIG welding project!

Choosing the Right Gas for MIG Welding: Factors to Consider
MIG welding is a process of welding that has been around since the 1940s. The process uses a wire that acts as an electrode to join two pieces of metal.
One crucial aspect of MIG welding is the choice of gas used in the process. The right gas for MIG welding ensures that the process is efficient and produces high-quality welds.
There are various types of gas-based consumables involved - helium or argon gas tanks, carbon-dioxide+argon blend gas tanks, shielding gas for MIG welding and so on. Therefore, it is important to know how to choose the right gas type for MIG welding
Let us look at the factors to consider when choosing the right gas for a MIG welder.
Factor 1: Type of Metal being Welded
One of the most critical factors to consider when choosing the right gas for MIG welding is the type of metal being welded. Different metals require different gases to produce high-quality welds.
For instance, if you are welding aluminium (MIG aluminium gas welding) or other non-ferrous metals, you will need to use a gas that contains helium or argon. On the other hand, if you are welding steel, you will need to use a gas that contains a blend of carbon dioxide and argon.
Knowing the type of metal being welded is crucial in determining what kind of gas a MIG welder uses.
Factor 2: Thickness of the Metal being Welded
Another factor to consider when choosing the right gas for a MIG welder is the thickness of the metal being welded. Thick metals require more heat, and as such, they require a gas that can produce a hotter flame.
For instance, if you are welding thick steel, you may need to use a gas that contains a higher percentage of carbon dioxide to produce a hotter flame.
Factor 3: Cost of the Gas
The expense towards purchasing the gas will determine what kind of gas a MIG welder uses. The cost of the gas varies depending on the type of gas and the supplier. It is essential to shop around for the best prices and to compare the cost of different types of gas.
However, it is important not to compromise on the quality of the gas for the sake of cost.
Factor 4: Availability of the Gas
The availability of the gas does impact its usability in MIG welding. Some gases may not be readily available in your area, and as such, it may be challenging to obtain them.
It is important to research the availability and accessibility of various welding gases before finalising one for your MIG welding process.
Conclusion
Choosing the right gas for MIG welding is crucial in producing high-quality welds. Take into account the factors mentioned above and choose the right gas for your MIG welding needs.
If you are looking for high-quality welding solutions, check out D&H Sécheron. We offer a wide range of welding consumables for a variety of welding techniques.
Contact us today to find out more.
Welding, as a profession, is looked at as unskilled work or labour. Of course, this is a big misbelief. The truth is the exact opposite of this misinformation. Welding is a job that requires in-depth knowledge of the field, along with the temperament and physical prowess to handle the mechanical nature of this work.
Any industry that requires two metal pieces, big or small, to be joined, needs welding; which is why welding is very important but is deeply misunderstood. Even large structures like bridges and statues owe their existence to welding.

It isn’t just the large structures, welding also plays a big role in our daily lives. How? By being a constant in fields like manufacturing, construction and infrastructure, transportation and military, to name a few.
Now that we have understood how welding affects our lives, we know that it is a necessity to ensure that welding education is a field that gets promoted and before that, understood well. It is not just a field that employs, it is a field that requires people who understand all its jargon and nuances. That requires welding education and training.
Welding two metals requires welding materials like welding electrodes, welding consumables and other things like cast iron welding rod, or other ferrous and non-ferrous metals and gases. These are heavy duty materials. It holds a lot of potential to go really wrong, really quickly.
An untrained, unskilled or ill-equipped professional will not be able to handle these welding materials properly. Neglecting safety concerns and precautions is extremely hazardous and will affect not just the quality of the weld but also the health of the welder and people around him or her.
To eliminate this concern, welding licensing and off-the-job training before one starts with their jobs or with their practice of welding helps. This safeguards all the people involved in this process- the welder, the employer and any others involved. In addition to this practice, certificates of previous work or training as well as referrals should be involved, just like any other industry or career.
Now, there exist around 30 types of welding, like, gas metal arc welding, tungsten inert gas welding, shielded metal arc welding, laser beam welding. Since all of them are very different from each other, each requires a certain amount of specialization, even if someone has a basic understanding of welding. This again reinforces as to why systematic education and training in welding is required.
Not just the specialization, but also the precautions that each type of welding would require are very different and all the professionals are expected to know these inside out. A welding certificate of having finished a certain level of education in it, shows that the specialization has been achieved, professionally and academically.
It also is proof on paper that the person has the capability to perform the welding as per a standard quality as well as inspect their own work, without involving other people.
The best way to go about this, is to find a school that offers at least a diploma course in the field of welding, before you kick-start your career in it. Like any other field, welding should be treated as a skill-based profession which requires a minimum standard of education and academic learning.

In the demanding world of earth-moving and mining, heavy machinery is crucial for efficient operations. However, continuous exposure to extreme stress, friction, and impact leads to wear and tear of critical components. One such vulnerable part is the shoulder pin, which deteriorates over time, causing inefficiencies and operational downtime.
Instead of opting for costly replacements, industries are turning to advanced welding solutions for restoration. D&H Sécheron's LoTherme-601 stands out as a high-performance welding electrode specifically designed to refurbish worn shoulder pins, offering exceptional wear resistance, strength, and durability. This approach extends the lifespan of critical components and reduces maintenance costs and downtime, enhancing overall operational efficiency.
What Are Shoulder Pins and Why Are They Critical?
Shoulder pins are critical components in heavy machinery, serving as connectors and pivot points in equipment like loaders and excavators. They support heavy loads and facilitate the movement of essential parts such as booms and arms. However, due to constant friction, high-pressure loads, and material fatigue, shoulder pins gradually wear out, deform, or lose strength, affecting machinery performance. Failure of shoulder pins can cause the bucket to become misaligned or even completely detach, highlighting their critical role in maintaining operational reliability.
Case Study: Rebuilding Shoulder Pins with D&H Sécheron Solutions
In a recent project, we at D&H Sécheron successfully restored worn-out shoulder pins in an excavator's bucket using Lotherme-601, proving its effectiveness in heavy machinery repair. These manganese steel pins, weighing 10–20 kg, had suffered severe wear due to high impact and continuous use, affecting the excavator's performance and increasing the risk of failure.
To overcome this challenge, we utilised Lotherme-601, a low-heat input touch-weld electrode designed for machinable overlays on ferrous metals. Using the Shielded Metal Arc Welding (SMAW) process, we ensured high-quality, durable welds, resulting in several key benefits:
-
Extended Equipment Lifespan: The rebuilt pins exhibited enhanced durability, significantly extending the operational life of the equipment.
-
Enhanced Strength & Reliability: Lotherme-601's superior wear and crack resistance ensured the pins could withstand heavy loads and harsh conditions.
-
Cost Savings: By eliminating the need for expensive replacements, overall maintenance costs are reduced.
-
Minimised Downtime: The quick and efficient restoration process allowed for uninterrupted operations.
Check out our case study on this.
Product Used: Lotherme-601
Lotherme-601 is a specialised welding electrode designed for demanding industrial applications, particularly in heavy machinery restoration. Below are the key specifications for its use in this project:
-
Size: 4.00 mm
-
Process: Shielded Metal Arc Welding (SMAW)
-
Current: 90 Amps
-
Power Source: Transformer
-
Polarity: Straight
Benefits of Rebuilding Shoulder Pins with Lotherme-601
Rebuilding worn-out shoulder pins with Lotherme-601 offers a cost-effective and efficient alternative to complete component replacement. Here’s why welding is the preferred solution:
-
Cost-Effective Maintenance: Restoring shoulder pins with Lotherme-601 significantly reduces material and labor costs, making it a more economical option than a complete replacement.
-
Reduced Downtime: The fast and efficient welding process ensures that machinery is back in operation sooner, minimising disruptions and maintaining high productivity.
-
Sustainable Solution: By extending the lifespan of existing components, Lotherme-601 reduces material waste, supporting eco-friendly and sustainable industrial practices.
-
Restored Strength & Durability: The welding process rebuilds and reinforces the shoulder pins, improving wear resistance and extending operational life.
Why Choose D&H Sécheron for Welding Solutions?
With over five decades of experience, D&H Sécheron has become a leading provider of welding solutions, particularly in the mining and earth-moving industries. Our dedication to innovation and quality ensures that our welding consumables meet the highest industry standards, delivering exceptional durability and performance in demanding environments.
What Sets Us Apart?
-
Industry Expertise: Our extensive experience in heavy machinery maintenance allows us to understand and address the unique challenges faced in mining, construction, and earth-moving applications.
-
High-Performance Products: We offer a wide range of welding consumables, including the LoTherme series, designed to withstand extreme wear, impact, and stress, ensuring long-term reliability.
-
Tailored Solutions: We collaborate closely with our clients to develop customised welding solutions that address specific operational challenges, maximising efficiency and cost savings.
Welding is a strategic advantage for the maintenance of mining equipment, offering a cost-effective and efficient alternative to complete component replacement. By restoring critical parts with precision, advanced welding techniques not only extend the operational lifespan of heavy machinery but also significantly reduce downtime and maintenance expenses. Investing in innovative welding technologies ensures equipment reliability and cost-efficiency, which are crucial for long-term success. Unlock unparalleled durability and efficiency with D&H Sécheron’s cutting-edge welding solutions. Contact us today to explore how our LoTherme series can benefit your industry.

Low Alloy Steel Welding in Pre-Engineered Building Structures: Strength, Durability, and Versatility
Pre-engineered buildings and structures have emerged as a modern alternative to conventional construction. They use a combination of structural steel framing systems, metal roofing systems, and wall panels of different materials. Their components are designed at a manufacturing unit and then assembled at the construction site.
Their major applications are found in power plants, refineries, petrochemicals, and fertilizer plants to build warehouses, storage units, and small retail and commercial offices. They are also used for houses, living shelters, aircraft hangers, supermarkets, and petrol pumps.
Some of the reasons why pre-engineered buildings and structures are becoming popular are:
- Cost-effectiveness
- Reduction in construction time
- Versatility in architectural design
- High customization
- High durability
- Low-maintenance
- Sustainable
- Flexibility of expansion
All the benefits mentioned above are primarily due to the use of low alloy steel in construction. While there are as many as 3500 different grades of steel with unique properties, it is the low alloy steel that is mostly used in pre-engineered structures.
Understanding Low Alloy Steel
Low alloy steel is a type of metal mixed with a composition of steel and other metals such as copper, chromium, phosphorus, and nickel. It contains about 1-5% of alloying elements. The percentage of composition usually depends on the preferred mechanical properties the welder wants to get.
Low alloy steel grades list has the following classification:
Low carbon quenched and tempered steels
Bearing steels
Medium carbon ultra-high-strength steels
Heat-resistant chromium-molybdenum steels
High-strength low alloy steels provide better mechanical properties compared to carbon and other types of steel. In fact, high-strength low alloy steels can be substituted for other steels with minimal effort and redesign.
Benefits of High Strength Low Alloy Steel in Welding of Pre-Engineered Structures
- Rust and corrosion resistant
- High-yield strength
- Excellent strength-to-weight ratio
- Ability to withstand high temperatures
- Ductile and flexible
- Non-combustible and fire-resistant
- Oxidation resistant
- Hydrogen resistant
When properly designed and constructed, alloy steel can provide much-needed strength and durability to pre-engineered structures due to its properties. However, it is crucial to that use the right welding electrode for low alloy steel.
Flux Cored Arc Welding (FCAW) and Submerged Arc Welding (SAW) are commonly used welding methods in the construction of pre-building structures. If you are looking for low alloy consumables for these welding methods, you can explore various options D&H Secheron website. D&H Secheron is one of India’s leading welding consumables manufacturers. It offers a comprehensive range of welding solutions for every need, including pre-building structures.
.jpg)
Low Hydrogen Electrodes: Storage, Baking, and Best Practices for High-Quality Welds
Table of Contents
-
Introduction to Low Hydrogen Electrodes
-
What Makes Low Hydrogen Electrodes Different?
-
Importance of Storing Low Hydrogen Electrodes Properly
-
Storing Low Hydrogen Electrodes: Best Practices
-
Baking Low Hydrogen Electrodes: Procedures and Guidelines
-
Why Proper Baking and Storage are Crucial for Weld Quality
-
D&H Sécheron Low Hydrogen Electrodes
-
Conclusion
9. Key Takeaways
Introduction to Low Hydrogen Electrodes
When it comes to shielded metal arc welding (SMAW), low hydrogen electrodes play a critical role in ensuring strong, clean welds, especially in demanding environments. These electrodes are specifically designed to reduce the risk of hydrogen-induced cracking, a common issue in structural applications where strength and toughness are paramount.
Low hydrogen welding electrodes are essential in scenarios where thick metal sections need to be joined, such as in bridge and building construction, high-pressure vessels, and power generation systems. Their ability to resist brittle fractures makes them the go-to choice in structural and critical infrastructure welding.
What Makes Low Hydrogen Electrodes Different?
The key feature that sets low hydrogen electrodes apart is their very low moisture content, typically containing less than 0.6% coating moisture, whereas conventional cellulosic electrode coatings have 4-6% moisture.
This low moisture content significantly reduces the chances of delayed cracking and improves the penetration and deposition rates during welding, resulting in higher quality welds with fewer defects.
The most widely used electrode in this category is the AWS E7018, a low hydrogen welding electrode known for its all-position capability and smooth, stable arc.
Importance of Storing Low Hydrogen Electrodes Properly
Proper storage is not just good practice, it's essential. If low-hydrogen electrodes are exposed to room air for a prolonged period, the coatings may absorb hydrogen from condensation. In such a scenario, it will no longer be classified as low hydrogen.
This reabsorption of moisture increases the risk of hydrogen-induced weld defects, such as porosity, cracking, and reduced tensile strength. That’s why airtight storage and environmental control are mandatory for preserving electrode quality.
Storing Low Hydrogen Electrodes: Best Practices
To preserve the integrity of low hydrogen electrodes, follow these best practices:
-
Keep in airtight boxes or hermetically sealed containers at a temperature above the dew point to prevent moisture infiltration.
-
If stored in a heated room in a cold place, the temperature should be above 15°C.
-
In hot and humid climates, store them at ambient temperature with humidity below 50%.
-
Avoid storing electrodes above 25°C to prevent moisture absorption.
-
Apply the FIFO (First In, First Out) method to ensure older stock is used first.
Baking Low Hydrogen Electrodes: Procedures and Guidelines
Even with good storage, it is recommended to bake or re-dry low hydrogen electrodes before use. This ensures any absorbed moisture is fully eliminated.
The electrodes can be baked for 1-2 hours at 500°F-800°F. However, it is advisable to follow AWS or manufacturer guidelines for baking the electrodes.
Caution: Avoid over-drying or overheating, as this can degrade the coating and compromise welding performance.
Why Proper Baking and Storage Are Crucial for Weld Quality
While moisture is necessary for forming and extruding in the welding process, an excess amount of it can cause brittle failures, delayed cracking or hydrogen-induced cracking.
Following strict storage and baking procedures ensures that the low hydrogen welding electrode maintains its classification and delivers optimal weld integrity, especially in structural and high-pressure applications.
D&H Sécheron Low Hydrogen Electrodes
At D&H Sécheron, we offer a specialised range of low hydrogen electrodes designed for medium and high-tensile steel applications. Our electrodes are engineered for superior performance, consistency, and safety in demanding environments.
Our top-performing products include:
-
Cromotherme-1
-
Supratherme
-
Ultratherme
Conclusion
To achieve high-quality welds that meet industry standards, it is essential to follow proper storage and electrode baking procedures. By keeping low hydrogen electrodes moisture-free, you ensure the structural reliability and performance of your welds.
Whether you're fabricating bridges, pressure vessels, or structural beams, D&H Sécheron has the welding solutions to support your success.
Key Takeaways
-
Low hydrogen electrodes contain less than 0.6% moisture and prevent hydrogen-induced cracking.
-
Follow airtight storage guidelines to preserve electrode integrity.
-
7018 electrode baking temperature should be between 500°F–800°F for 1–2 hours.
-
Proper electrode baking and storage improve weld strength and reduce defects.
D&H Sécheron offers a complete range of low hydrogen welding electrodes built for structural reliability.

5 Ways to Improve your Stick Welding Technique
Stick Welding or Shielded Metal Arc Welding (SMAW) is a commonly used variant of Arc Welding. It was patented by Charles L. Coffin in 1889 and since then it has become a popular welding method.
It uses an electric current to create an arc between a consumable electrode, typically coated in flux, and the metal pieces being welded. The electrode melts and forms the weld, while the flux creates a protective shield that helps prevent oxidation.
This is a cost-effective, versatile welding method, but it require skill and practice to produce a good quality weld.
Because stick welding is simple and versatile, it can be applied from fabrication to repair welding. Talking of simplicity, the name stick welding has stuck around because the electrode used in the welding process looks like a stick.
Stick Welding Process
Let us look at the stick welding process in a little more depth. This type of welding uses electricity to heat and ultimately melt the electrode or the stick onto the parent metal and fuses the two pieces of metal while filling the gap with the filler metal.
Stick Welding vs MIG
Each form of welding has its pros and cons, but the pressing question that stands - Is stick welding stronger than MIG?
There is no definitive answer as each welding type has its specific applications, unique advantages and range of usage. Let’s see:
Stick welding, also known as Shielded Metal Arc Welding (SMAW), uses a consumable electrode and requires skill and practice to produce a good quality weld.
MIG welding, also known as Gas Metal Arc Welding (GMAW), uses a wire electrode fed through a gun and can be easier to learn and produce more consistent welds.
Stick welding is more versatile and can be used on a wider range of metals and in different positions and conditions (windy conditions or in the rain), while MIG is typically limited to welding metals with thin gauge.
MIG welding typically faster, but stick welding can be done in places (even underwater) where the MIG's shielding gas can't reach.
Stick Welding Technique
Practice might not make one perfect, but it definitely makes one an expert at the skill. The same goes for welding.
Here are 5 tips and tricks to improve your stick welding technique:
Stick welding patterns: During the welding process, the welder can use a slight motion. This helps spread the weld more evenly than in a fixed position. Some welders use a back-and-forth motion, while others prefer side-to-side or a circular motion.
Current Setting: It is a must to have both the polarity and the amperage right. The right current settings aid in getting the perfect weld. The good news is that these details are usually mentioned on the electrode’s packaging.
Arc distance or arc length: One other important stick welding technique is maintaining the distance between the electric arc and the welding electrode. Once the arc has been started, you need to maintain it. Having it too short can stick the electrode to the base metal, and having it too long can extinguish the arc or cause more spatter. For all details on welding consumables, contact D&H Sécheron.
Stick welding positions: Generally, stick welding can be used in all positions. But the choice of the filler metal also plays a deciding role in this. Flat, Horizontal, Vertical up, and Overhead are some of the most common welding positions used. We recommend speaking to your welding consumables supplier about all these details for a well-informed decision.
The Basics: These tips need to be highlighted to get the basics right. Clean the base metal even though stick metal can work on rusted metals. It makes the job easier and cleaner. Additionally, make sure that your electrode is dry. And most importantly, ensure that you have a good view of the weld.
Pick up your stick and get started with your next welding project with stick welding! This process requires welding consumables, i.e., electrodes. These can be conventional welding consumables and reclamation welding consumables.
To find these comfortably, you can reach out to D&H Sécheron, where we provide complete welding support. Get in touch to know more.
Welding in itself is a job where one has to take the utmost precautions and work cannot continue without skipping even one of the steps. Now, imagine underwater welding. It is twice the trouble!
Underwater welding requires the welder to be proficient in their welding practice itself but also be a skilled diver. It is a highly specialized type of welding where people are trained with the skills that they will require along with the precautions they will need to ensure, by hook or by crook. Underwater welding is definitely one of the most dangerous jobs in the world.
Underwater welders are posed with all kinds of hazards, many of which can be severely fatal if proper precautions are not taken.
Let’s discuss some of these hazards:
Electrocution
The biggest threat any welder has is getting electrocuted, it is all the more intensified when it comes to using their welding material underwater. The welding material they use has to have special waterproof coating. All underwater welding tasks have to be done with this specialised water-proofed, insulated and well tested weldings rods and welding material.Drowning
This hazard is why underwater welders have to, without any negotiation, be good swimmers and divers. However, that is just one part of the hazard. The other part is to ensure that the scuba gear the underwater welders wear, has to be of the best quality and has to be checked many times before they start with their project. Even the smallest wear and tear can prove to be lethal here.Explosions
The term ‘explosions’ itself is scary enough for us to worry. Now, explosions on land are still somewhat manageable, but underwater explosions are very risky to the welder-diver. This can occur due to the gas pockets that are created with the oxygen and hydrogen created. If even the smallest of spark ignites it, it becomes fatal.Decompression sickness
This hazard stems from the diver-swimmer part of the job, but nonetheless, is equally important to talk of as an underwater welder does equal parts welding and swimming. In fact, this is also commonly called a 'diver's disease’ and it can occur if the switch from one pressure zone to the other exposes the welder-diver to harmful gases.ENT damage
Being underwater for a long period of time means that one is exposed to high pressure continuously over years. This can lead to some kind of long-term ailments related to the ear, nose, throat and ultimately the lungs.
Along with all of these health hazards, underwater welding also means that the welder-diver will have to be more cognizant of their surroundings, since their work renders them to be exposed to a lot of marine wildlife as well.
All their safety protocols, from the scuba gears, to the welding material and consumables, have to be checked regularly in order to ensure that it is up to health standards and doesn’t leave them exposed to any harm.
While underwater welders have it very difficult, they truly add meaning to our lives by helping create humongous structures amidst the sea that we otherwise would not have been able to!

The Charkop-Bandra-Mankhurd Metro Corridor: Navigating the Bustling Streets of Mumbai with Ease
Mumbai, the bustling and vibrant city of India, is famous for its fast-paced life and vibrant culture. However, for years, commuting within the city has been a challenging task due to heavy traffic and overcrowding. To address this issue, the Mumbai Metropolitan Region Development Authority (MMRDA) has developed an extensive metro network that connects various parts of the city and the suburbs. One of the most significant additions to this network is the Charkop-Bandra-Mankhurd corridor, which has revolutionized commuting in Mumbai.
The Mumbai Metro is a rapid transit system that spans across the city, providing a convenient and efficient mode of transportation for millions of Mumbaikars. The Charkop-Bandra-Mankhurd corridor, also known as Metro Line 2, is a much-anticipated addition to the Mumbai Metro network, and it promises to make commuting in the western suburbs of Mumbai a breeze.
With the Charkop-Bandra-Mankhurd corridor, residents and visitors alike can enjoy a smooth and comfortable journey, saving precious time and avoiding the hassles of road traffic. This 32.5-kilometre-long corridor is set to connect the bustling neighbourhoods of Charkop, Malad, Kandivali, Goregaon, Bandra, and Mankhud, providing seamless connectivity and improving the overall commuting experience for millions of people.
The Charkop-Bandra-Mankhurd corridor encompasses modern and state-of-the-art infrastructure. The metro stations along the corridor are equipped with world-class facilities, including elevators, escalators, and spacious platforms that ensure smooth boarding and deboarding. The stations are also designed to be accessible to people with disabilities, making the metro system inclusive for all.
The metro line is also expected to have a positive impact on the environment. With more people opting for metro travel over private vehicles, it is likely to reduce the carbon footprint of the city by curbing vehicular emissions. This will contribute to making Mumbai a greener and more sustainable city.
One of the biggest advantages of the Charkop-Bandra-Mankhurd corridor is its ability to significantly reduce travel time. The metro is expected to operate at a high frequency, ensuring quick and efficient travel between the western suburbs of Mumbai. This will not only save time for commuters but also boost productivity and enhance the overall quality of life for residents.
The Charkop-Bandra-Mankhurd corridor will also boost the local economy. The improved connectivity is likely to spur economic activities in the surrounding areas, creating new opportunities for businesses and generating employment opportunities for the residents. The corridor is also expected to boost the real estate market in the vicinity, making it a lucrative option for investors and homebuyers.
As Mumbai continues to grow and evolve, the Charkop-Bandra-Mankhurd corridor is a much-needed addition to its public transportation network. It promises to offer a reliable, efficient, and sustainable mode of transportation for the millions of people who travel within the city every day.
So, whether you are a daily commuter, a tourist, or a resident of Mumbai, get ready to experience the convenience and comfort of the Charkop-Bandra-Mankhurd Metro corridor. Say goodbye to traffic jams and hello to a smooth and hassle-free commute. With its modern infrastructure, reduced travel time, and positive impact on the environment and local economy, the Mumbai Metro's Charkop-Bandra-Mankhurd corridor is truly a game-changer for the city's transportation landscape. Hop on board and enjoy the ride!

The Mumbai Trans Harbour Link and Shivaji Memorial
The city of dreams, the city that never sleeps - the epithets are many for Mumbai, the financial capital of India. The maximum city is undergoing massive infrastructural development, with multiple Metro lines being constructed, a Coastal road along the western seafront and many more.
Two such ambitious projects are the Mumbai Trans Harbour Link and Chhatrapati Shivaji Maharaj Memorial/Smarak.
A 22-kilometre-long bridge, the Mumbai Trans Harbour Link (MTHL) will connect Navi Mumbai to Mumbai. And, the Chhatrapati Shivaji Maharaj Memorial/Smarak (Shiv Smarak) is a splendid statue and complex to be constructed across the famous Girgaum Chowpatty to honour the mighty 17th-century warrior king Chhatrapati Shivaji Maharaj.
Mumbai Trans Harbour Link (MTHL)
The Mumbai Metropolitan Region Development Authority (MMRDA) is executing the MTHL project. Expected to cost around Rs 17,000 crores ($2.3 billion), the construction of the project commenced in 2018 with an estimated completion date of 2024. The project, while establishing a critical link between Navi Mumbai and Mumbai, will be the longest sea bridge in the country after completion.
The MTHL will involve two cable-stayed bridges, with the main bridge being 1.5 kilometres long. The bridges will start from Sewri (Mumbai) and terminate at Chirle (Navi Mumbai). Out of the planned six lanes, four will be dedicated to vehicles and two to the Mumbai Metro.
The bridge is expected to reduce the travel time between Mumbai and Navi Mumbai to 20 minutes, way down from the current two hours.
A consortium of companies - Larsen & Toubro, Samsung C&T and HCC, among others - is involved in the construction of the MTHL.
D&H Sécheron has been a critical part of the MTHL project since the project commenced, providing vital welding equipment and consumables, including welding machines, electrodes and wires. The welding process is an essential part of the MTHL project and D&H Sécheron’s contribution has been crucial to ensuring the timely and efficient completion of the project.
Chhatrapati Shivaji Maharaj Memorial/Smarak (Shiv Smarak)
The Shiv Smarak, a project close to the heart of the citizens of Maharashtra, is a statue complex to honour and memorialise one of the greatest warrior kings of India and the founder of the Maratha Empire Chhatrapati Shivaji Maharaj.
The statue complex is being constructed on an island measuring 15.96 hectares in the Arabian Sea, near the famous Girgaum Chowpatty. It will consist of a tall, 212-metre statue of Chhatrapati Shivaji Maharaj and will be the tallest statue in the world after construction. The surrounding complex will comprise a museum, an amphitheatre and an auditorium. The project is estimated to be completed by 2024 at a cost of Rs 3600 crores ($500 million).
The state government of Maharashtra is taking care of the memorial’s construction. The project is expected to boost tourism in Maharashtra and serve as a fitting tribute to the great Maratha king Chhatrapati Shivaji Maharaj.
D&H Sécheron is a key provider of welding consumables and equipment to the Shiv Smarak project. The welding process is crucial for the statue’s construction, requiring high precision and quality welding. D&H Sécheron, with our top-of-the-line welding solutions, will ensure that the statue is constructed to the best standards.
Conclusion
The MTHL and Shiv Smarak are two of the most popular and highly anticipated projects in Mumbai. While the projects have faced their fair share of challenges and controversies, both are expected to be completed by 2024.
D&H Sécheron is a leading manufacturer of welding consumables and solutions in India. We have a reputation for providing high-quality welding services to key infrastructure projects in India, including the Mumbai and Delhi Metro projects. We are contributing significantly to both the MTHL and Shiv Smarak and will work towards the successful completion of the projects.

Mumbai Trans-Harbour Link (MTHL): Bridging Mumbai and Navi Mumbai
Table of Contents
-
Introduction
-
Project Overview & Key Facts
Route & Alignment
Total Length & Design Features
Key Partners, Contractors & Funding
Timeline, Milestones & Current Status -
Strategic Importance & Regional Benefits
-
Construction Challenges & Engineering Solutions
Marine & Geotechnical Challenges
Structural & Seismic Design
Material Selection & Corrosion Resistance -
Role of Welding & D&H Sécheron’s Solutions
Welding Processes & Techniques
D&H Sécheron’s Contributions & Case Examples -
Challenges Ahead & Risk Mitigation
-
Future Outlook & Sustainability Measures
-
Conclusion
-
Key Takeaways
Introduction
The Mumbai Trans-Harbour Link (MTHL), officially named Atal Bihari Vajpayee Sewri–Nhava Sheva Atal Setu, stands today as one of India’s most iconic engineering marvels. This 21.8 km sea bridge connects Mumbai to Navi Mumbai, cutting travel time from nearly two hours to just 20–25 minutes.
As the longest sea bridge in India, it symbolises engineering excellence, precision, and perseverance, reshaping how millions commute across the metropolitan region.
From the very inception of the project, D&H Sécheron has provided essential welding solutions, supplying fluxes, electrodes, weld repair systems, and technical support in constructing steel components of the bridge.
In this article, we explore the MTHL bridge construction, its design, challenges, milestones, and how D&H Sécheron’s welding expertise played a pivotal role in its success.
Project Overview & Key Facts
-
Route & Alignment
The Mumbai Trans Harbour Link project begins at Sewri in South Mumbai, crosses Thane Creek, and ends at Chirle near Nhava Sheva in Navi Mumbai. This vital link connects Mumbai to the Mumbai–Pune Expressway, Jawaharlal Nehru Port (JNPT), and the Navi Mumbai International Airport, creating a seamless transportation corridor.
-
Total Length & Design Features
-
Total Length: 21.8 km (16.5 km over sea, 5.3 km on land)
-
Design: Six-lane, access-controlled expressway
-
Special Features:
-
Cable-stayed spans over navigation channels
-
High resistance to wind and seismic activity
-
Dedicated corridor for future metro expansion
-
-
Key Partners, Contractors & Funding
The project was implemented by the Mumbai Metropolitan Region Development Authority (MMRDA) with leading construction partners like Larsen & Toubro (L&T) and IHI Corporation.
The Japan International Cooperation Agency (JICA) financed around 85% of the total project cost through long-term loans, marking a significant Indo-Japanese infrastructure collaboration.
-
Timeline, Milestones & Current Status
-
Planning & Approvals: Early 2000s
-
Construction Commencement: 2018
-
Completion: Late 2023
-
Inauguration: January 2024 by the Hon’ble Prime Minister of India
Today, the bridge operates at full capacity, carrying an estimated 75,000 passenger car units (PCU) per day, as initially envisioned in project studies.
Strategic Importance & Regional Benefits
The MTHL bridge construction has redefined connectivity and economic growth in the Mumbai Metropolitan Region (MMR). It:
-
Reduced Travel Time: Mumbai–Navi Mumbai under 30 minutes
-
Trade & Logistics: Enhances efficiency for JNPT Port and industrial corridors
-
Urban Growth: Stimulates development in Sewri, Wadala, Uran, Panvel, and Ulwe
-
Airport & Metro Connectivity: Improved access to Navi Mumbai International Airport
-
Tourism & Sustainable Mobility: Encourages public transport and non-motorised options
Construction Challenges & Engineering Solutions
-
Marine & Geotechnical Challenges
Building a bridge across the Thane Creek presented immense challenges, from deep-water piling to dealing with soft, alluvial soils. Advanced geotechnical engineering and marine welding techniques were employed to ensure the long-term structural integrity of bridges in corrosive environments.
-
Structural & Seismic Design
The bridge was designed to withstand seismic activity, strong tidal currents, and high wind speeds. Modular segments and fatigue-resistant weld joints were developed to maintain superior performance across decades.
-
Material Selection & Corrosion Resistance
Given the saline marine environment, marine-grade steel and protective coatings were chosen to resist corrosion.
Bridge construction safety measures included:
-
Non-destructive testing of all welded joints
-
Multi-layer coatings
-
Real-time structural monitoring
Role of Welding & D&H Sécheron’s Solutions
-
Welding Processes & Techniques
The MTHL bridge construction timeline demanded high precision. Key techniques used included:
-
Submerged Arc Welding (SAW) for large deck and girder sections
-
Gas Metal Arc Welding (GMAW) and TIG for precision joints
-
Marine grade welding electrodes for enhanced corrosion and fatigue resistance
-
D&H Sécheron’s Contributions & Case Examples
D&H Sécheron played a pivotal role in ensuring the bridge’s structural quality through:
-
Supply of high-performance bridge welding consumables such as Norma, Supratherme, MIG Wires, SAW Wires, and Flux
-
On-site technical training and weld inspection support
-
Assistance in developing repair systems for deck plate joints under marine exposure
By delivering robust welding consumables and process expertise, D&H Sécheron ensured durability, safety, and long-term performance, setting new standards for bridge welding consumables in India.
Challenges Ahead & Risk Mitigation
Even post-construction, the project requires continued vigilance to maintain performance:
-
Weather Impact: Heavy monsoons and high tides challenge periodic inspections
-
Corrosion & Fatigue Risks: Managed through protective coatings and monitoring
-
Safety Protocols: Compliance with global bridge construction safety measures ensures sustained reliability
Future Outlook & Sustainability Measures
Post-completion, the bridge’s focus has shifted to long-term durability and sustainability:
-
100-year service life with advanced inspection regimes
-
Eco-friendly construction methods minimized marine ecosystem disruption
-
Regular monitoring for corrosion, fatigue, and weld performance
-
Predictive maintenance frameworks ensuring long-term serviceability
Conclusion
The Mumbai Trans Harbour Link project stands as a landmark in Indian infrastructure, a symbol of collaboration, innovation, and precision engineering.
From marine welding for bridges to the use of marine grade welding electrodes, every element reflects global standards.
D&H Sécheron is proud to have contributed its welding excellence to this national achievement, delivering reliability that underpins one of India’s greatest engineering feats.
Key Takeaways
-
MTHL bridge construction created India’s longest and most advanced sea bridge.
-
D&H Sécheron contributed crucial bridge welding consumables and technical expertise.
-
Advanced marine welding for bridges ensured durability and corrosion resistance.
-
The project transformed Mumbai–Navi Mumbai connectivity and regional growth.
-
Long-term maintenance and sustainability measures have been in place for decades of safe operation.

D&H Sécheron Revolutionizes Nagpur - Bori - Tuljapur Road MSH-3 with Norma and Supratherme Electrodes
In the heart of Maharashtra's Yavatmal District, a remarkable transformation is taking shape on the Nagpur - Bori - Tuljapur Road MSH-3. With a vision to connect communities, enhance travel, and drive progress, D&H Sécheron has taken on the challenge of upgrading this crucial roadway from km. 112/000 to km. 265/525. This project, executed on a DBFOT (Design, Build, Finance, Operate, Transfer) basis, not only underscores the company's commitment to innovation but also showcases its use of cutting-edge materials like Norma electrodes and Supratherme electrodes.
The Backbone of Transformation: Nagpur - Bori - Tuljapur Road MSH-3
The Nagpur - Bori - Tuljapur Road MSH-3 is more than just a stretch of pavement; it's a lifeline that connects people, facilitates commerce, and fuels aspirations. Recognizing its pivotal role in the region's growth, D&H Sécheron has embarked on an ambitious journey to elevate this corridor, making it more than just a road—it's an avenue for progress.
Norma and Supratherme: Transforming Roads, Empowering Communities
At the heart of this transformation lies D&H Sécheron's commitment to excellence and innovation. The company's revolutionary engineering approach, Norma and Supratherme, is set to redefine road construction standards. It combines advanced design principles, state-of-the-art materials, and innovative construction techniques to create roads that are not only durable but also offer superior performance.
The Journey to Excellence
The journey to excellence on the Nagpur - Bori - Tuljapur Road MSH-3 is marked by D&H Sécheron's relentless pursuit of innovation and quality. This ambitious project, reflects the company's dedication to creating infrastructure that not only meets but exceeds global standards. By leveraging cutting-edge materials like Norma and Supratherme electrodes, D&H Sécheron is setting new benchmarks in road construction, ensuring that this vital corridor stands the test of time while fostering regional growth and connectivity. The transformation of this road is more than a construction project; it’s a testament to D&H Sécheron's commitment to excellence and progress, driving forward the aspirations of the communities it serves.
Enhanced Durability: Norma and Supratherme electrodes, provided by D&H Sécheron, are at the forefront of the road's transformation. These advanced materials contribute to the road's resilience and longevity, ensuring that it stands strong against the test of time and varying weather conditions.
Safety and Comfort: The upgraded Nagpur - Bori - Tuljapur Road MSH-3 places safety and comfort at the forefront. Improved lane markings, advanced road signage, and enhanced lighting ensure a safer journey for all commuters, while thoughtful road design elements prioritize pedestrian safety and convenience.
Economic Empowerment: Beyond its physical attributes, the Nagpur - Bori - Tuljapur Road MSH-3 upgrade is set to play a crucial role in boosting economic growth in the region. By facilitating the seamless movement of goods, services, and opportunities, the road opens up new avenues for commerce, trade, and collaboration.
D&H Sécheron: Paving the Way to Progress
D&H Sécheron's involvement in the transformation of Nagpur - Bori - Tuljapur Road MSH-3 goes beyond construction—it represents a commitment to positive change and community upliftment. Through collaboration with local communities, government bodies, and stakeholders, the project aims to ensure that progress benefits everyone it touches.
With Norma and Supratherme electrodes, D&H Sécheron is laying the foundation for a road that stands as a testament to innovation and progress. Join hands with D&H Sécheron as it paves the way for Maharashtra's tomorrow—one where travel is efficient, commerce flourishes, and connectivity knows no bounds.
In the hands of D&H Sécheron, the Nagpur - Bori - Tuljapur Road MSH-3 is evolving into more than just a road; it's becoming a symbol of promise, innovation, and the endless possibilities that arise when vision meets execution.
.webp)
Table of Contents
-
Why Piston Repair is Critical in the Mining Sector
-
Case Study: Successful Piston Repair Using LoTherme 468
-
How LoTherme 468 Welding Electrodes Work for Piston Repair
-
How D&H Sécheron Helps with Piston Repair
In the mining industry, even a short equipment breakdown means lost productivity and high costs, especially when critical parts like piston crowns wear out. Instead of costly replacements, a smarter and more economical approach is piston repair using high-performance welding electrodes like LoTherme 468. Designed with advanced welding electrode specifications like high strength, precision, and durability, LoTherme 468 allows restoring damaged pistons quickly and reliably, helping mining companies cut repair costs, extend equipment lifespan, and reduce operational downtime.
This blog highlights how D&H Sécheron restored a worn piston crown using LoTherme 468, demonstrating its effectiveness in demanding field conditions.
Why Piston Repair is Critical in the Mining Industry
The mining industry is one of the most demanding sectors, where heavy machinery runs around the clock to extract and transport valuable minerals. In India, the mining sector is key in powering industries like steel, power, cement, and construction.
Among the critical components in mining equipment are piston crowns, parts that face extreme heat and pressure during engine operations. Over time, this harsh environment causes the piston crowns to crack, wear out, or erode, affecting engine performance and leading to machine failure.
So, Why Repairing Pistons Makes More Sense Than Replacing Them
According to a report by ABB India, even an hour of unplanned downtime in the mining sector can cost up to ₹7 million. With such high stakes, repairing critical components like piston crowns is often more practical and economical than a complete replacement. Here’s why piston repair is the smarter choice:
-
Cost Savings: Equipment rebuilds can save up to 40–60% compared to buying new equipment
-
Faster Turnaround: While sourcing new pistons takes time, LoTherme 468 welding electrodes enable quick, reliable repairs, minimising operational delays
-
Extended Equipment Life: Well-executed repairs restore piston performance and extend overall machinery lifespan.
-
Minimal Downtime: Faster on-site mining equipment repair means quicker return to operations, reducing productivity losses.
By choosing repair over replacement, companies in the mining sector save time, reduce costs and ensure their machines run longer and more efficiently.
Case Study: Successful Piston Repair Using LoTherme 468
A leading mining industry faced repeated piston crown failures in its heavy-duty excavators. Previous repair attempts using L&T 680 CGS electrodes failed, causing frequent breakdowns and costly downtime.
The Challenge:
-
Frequent piston crown failures
-
Ineffective past repairs
-
High downtime and replacement costs
The Solution:
To address the issue, D&H Sécheron used 3.15mm LoTherme 468 at 90–100 amps with 150°C preheating. This high-strength, crack-resistant electrode ensured a durable on-site repair.
The Result:
-
Over 70% reduction in downtime
-
No cracking under extreme stress
-
Cost-effective, reliable piston restoration
This successful application demonstrates the effectiveness of LoTherme 468 for high-performance mining equipment repair.
How LoTherme 468 Welding Electrodes Work for Piston Repair
LoTherme 468 is a rutile-coated stainless steel electrode designed for tough repairs in mining equipment. With high tensile strength (up to 830 MPa), 23% elongation, and crack-resistant welds, it restores piston crowns to near-original performance. Its low heat input prevents distortion, while smooth, spatter-free welds resist wear and withstand extreme pressure, heat, and corrosion, making it a reliable, long-lasting solution for critical piston repairs.
How D&H Sécheron Helps with Piston Repair
When it comes to heavy-duty welding solutions, you need a partner who understands the risks and responds with expertise. Backed by a team of welding specialists, D&H Sécheron provides:
-
Expert on-site guidance to ensure precise application and optimal repair results
-
Training and consultation for in-house teams, helping them enhance welding efficiency and reliability
-
Nationwide support and rapid service delivery to minimise downtime and keep mining operations running smoothly
With their deep understanding of mining industry demands and a proven track record, D&H Sécheron delivers not just products but results that save time, cut costs, and extend equipment life.
For companies in the mining industry looking to cut downtime and maintenance costs in mining? Piston repair using LoTherme 468 is a smart, strategic alternative to full replacements to deliver superior strength, crack resistance, and durability under extreme conditions. Backed by D&H Sécheron’s expertise and support, it’s a reliable way to restore performance and extend equipment life.
Ready to enhance your operational uptime with proven welding solutions, Connect with D&H Sécheron today!
For a detailed understanding of this case study, visit the full report here.
Key Takeaways
-
Piston Repairs: Faster and more cost-effective than full replacements when using LoTherme 468.
-
LoTherme 468: Specialised electrodes designed for strong, crack-resistant welds on cast iron pistons.
-
Repair Efficiency: Reduces downtime and significantly extends equipment life in mining operations.
-
Proven Performance: Trusted in real-world, high-stress environments with successful outcomes.
-
Expert Support: D&H Sécheron provides technical training and guidance for reliable repairs.

Table of Contents
-
What is Preheat Temperature in Welding?
-
Importance of Preheating
-
Recommended Preheat Temperatures for Common Metals
-
Methods to Determine Preheat Temperature
-
What is Interpass Temperature in Welding?
-
Importance of Interpass Temperature
-
Final Note: Striking the Right Balance
-
Key Takeaways
1. Introduction
In welding, both preheating and interpass temperature are critical parameters that significantly influence weld quality, mechanical strength, and overall structural performance. These practices are implemented before welding (preheat) and between welding passes (interpass) to control the material's heating and cooling rates.
Understanding and maintaining the correct preheat temperature for welding helps prevent cold cracking, improve arc stability, and reduce moisture-related defects. Similarly, regulating the interpass temperature in welding between passes ensures consistent metallurgical properties and prevents overheating, especially during multi-pass welds. By understanding these thermal practices, welders can avoid common welding issues such as distortion, hydrogen-induced cracking, and loss of toughness.
2. What is Preheat Temperature in Welding?
Preheating refers to the process of increasing the temperature of the base or parent material on both sides of the joint. The temperature in welding should be higher than the ambient temperature. In simple terms, preheat temperature is the minimum temperature required by the base metal before welding begins.
The purpose is to create optimal thermal conditions that allow controlled heat flow and reduce temperature differentials during welding, especially for thick or high-strength steels.
3. Importance of Preheating
The preheat temperature for welding is necessary for the following reasons:
-
Decrease shrinkage stresses in the weld and Heat Affected Zone (HAZ).
-
Improve the microstructure of HAZ.
-
Slow down the cooling rate to reduce hardness.
-
Remove moisture to prevent hydrogen buildup, porosity, and the likelihood of cracking.
-
Reduce distortion that might occur due to thermal stresses.
-
Compensate for high heat loss.
-
Eliminate grease, oil and scale for the joints to enable quick welding speeds.
These benefits collectively contribute to a more reliable, defect-resistant, and higher-strength weld, especially in critical structural applications.
4. Recommended Preheat Temperatures for Common Metals
The required preheat temperature depends on several material and process factors. Below are general guidelines:
-
Steel: 30-50°C above the upper transformation temperature
-
Cast Iron: Approximately 200–310°C
-
Carbon Steel: Variable based on:
-
Chemistry of the base metal
-
Strength of the base metal
-
Thickness of the base metal
-
Use of the low-hydrogen process
-
Joint type, thickness and restraint
-
5. Methods to Determine Preheat Temperature
To ensure accuracy, welders can rely on a number of trusted methods to determine preheat temperature:
-
HAZ Hardness Control Method
-
Manufacturer’s Recommendations
-
Hydrogen Control Method
-
Slide Rule Preheat Calculator
-
Table 3.3 in the American Welding Society’s D1.1 Structural Welding Code
6. What is Interpass Temperature in Welding?
Interpass temperature refers to the base material’s temperature before the next pass is laid. It is measured in the region between two beads or layers and must remain within a defined temperature range throughout multi-pass welds.
The interpass temperature in this context refers to the controlled temperature maintained between successive weld passes. It is typically specified as a minimum and maximum temperature range.
Note: It is indicated in terms of minimum and maximum temperatures. The minimum interpass temperature should be at least as high as the maximum one.
7. Importance of Interpass Temperature
Maintaining correct interpass temperature in welding is critical for ensuring weld quality, especially in high-strength and alloy steels. Key benefits include:
-
Avoid overheating.
-
Control the microstructural development of weld metal.
-
Ensure the consistency in all welds made in the procedural qualification.
-
Reduce the loss of alloying elements in welds.
-
Improve the notch toughness properties.
-
Prevent deterioration of mechanical properties of weld metal and HAZ.
-
Lower the probability of distortion.
-
Minimize the risk of hydrogen, solidification and liquid cracking.
-
Maintain sufficient wetting of the molten pool onto the base material.
8. Conclusion & Call to Action
Both preheat and interpass temperatures directly influence the cooling rate of the weld. From preventing cracking to enhancing weld toughness, these parameters help ensure durable and defect-free welds.
Looking to optimise your welding process with expert-grade consumables?
At D&H Sécheron, we offer a full range of advanced welding products engineered to meet the most demanding structural and industrial requirements.
Explore our welding consumables or consult our experts for tailored recommendations that support your application.
9. Key Takeaways
-
Preheat temperature prepares the base metal prepares it for controlled welding and reduces the risk of cracks.
-
The preheat temperature for welding varies with the material chemistry, thickness, and process type.
-
Tools like AWS D1.1 and hydrogen control methods help define optimal preheat values.
-
Interpass temperature ensures consistency between passes and avoids overheating.
-
Together, these controls enhance strength, minimise distortion, and improve weld quality.
Pros & Cons Of Shielded Metal Arc Welding
Table of Contents
-
Introduction
-
What is Shielded Metal Arc Welding (SMAW)?
-
Types of Arc Welding
-
Comparison of Arc Welding Methods
-
SMAW Stainless Steel Welding & Applications
-
Advantages & Disadvantages of Shielded Metal Arc Welding
-
Choosing the Right Shielded Metal Arc Welding Rod
-
Conclusion
-
Key Takeaways
Introduction
In the world of fabrication and repair, portable welding methods are highly valued for their flexibility. One of the most common techniques is Shielded Metal Arc Welding (SMAW), or stick welding, widely used in construction, pipeline repair, and heavy machinery maintenance. With the right Shielded Metal Arc Welding rod, SMAW ensures strong, corrosion-resistant joints. While its advantages include low cost, mobility, and versatility, its disadvantages are slower speed and limitations on thin materials.
What is Shielded Metal Arc Welding (SMAW)?
SMAW is a manual welding process where an electric arc generates heat to join metals. The electrode is coated with flux, which melts during welding and forms a protective shield around the molten metal, preventing contamination and ensuring cleaner, stronger welds.
Thanks to its simple equipment, reliability in outdoor conditions, and ability to handle heavy-duty tasks, SMAW remains one of the most effective and widely adopted portable welding methods across industries.
Types of Arc Welding
The most common arc welding methods include:
-
Shielded metal welding (SMAW)
SMAW, also called stick welding, is one of the simplest and most widely used methods. The requirements for SMAW welding are simple and nominal, making it ideal for on-site repair work, construction projects, and heavy machinery maintenance.
-
Flux-cored arc welding (FCAW)
FCAW is similar to SMAW but uses a continuously fed tubular wire filled with flux. It is more expensive than SMAW because of its higher welding speed and deeper metal penetration. FCAW is commonly used for large-scale fabrication and heavy-duty applications where productivity is a priority.
-
Submerged arc welding (SAW)
In SAW, the arc is formed beneath a blanket of flux, which shields the molten weld from contaminants. Here, the arc is underneath a layer of flux. This process is used to restrict the contact of contaminants. SAW is highly efficient, delivers excellent weld quality, and is commonly used for thick steel plates and large industrial projects.
Gas metal arc welding (GMAW)
Also known as MIG welding, GMAW uses a shielding gas to protect the weld. The welding done with gas has a high speed and produces clean welds. However, it can’t be adapted easily in outdoor or windy environments because the shielding gas can disperse. Best suited for indoor production.
Comparison of Arc Welding Methods
|
SMAW |
FCAW |
SAW |
GMAW |
|
High |
Moderate |
Low |
Moderate |
|
Low |
High |
High |
Moderate |
|
Low |
High |
Very High |
High |
|
Low |
Moderate |
Low |
Moderate |
|
Most Metals |
Heavy Steel |
Large Fabrications |
Thin/Thick Sheets |
SMAW Stainless Steel Welding & Applications
SMAW stainless steel welding joins stainless steel using a flux-coated electrode and an electric arc, producing strong, corrosion-resistant joints. It is widely used in industries such as petrochemicals, power generation, and oil & gas, especially where outdoor or field welding is required. With the right Shielded Metal Arc Welding rod, welders can achieve high-quality results even in challenging environments.
Common applications of SMAW include:
-
Industrial Equipment Maintenance - Repairing wear and tear in heavy machinery.
-
Pipeline Welding - Durable, long-lasting joints in oil, gas, and water pipelines.
-
Structural Construction Projects - Bridges, buildings, and steel structures.
-
Outdoor & Field Repairs - Portable and reliable in remote locations.
Advantages & Disadvantages of Shielded Metal Arc Welding
|
Category |
Key Point |
Details |
|
Advantage |
Mobility |
Easy to carry, ideal for field and industrial use. |
|
Advantage |
Cost-effective |
No shielding gas needed; equipment is affordable. |
|
Advantage |
Versatile |
Works with most metals and alloys. |
|
Advantage |
Less Pollution |
Produces less smoke and sparks. |
|
Advantage |
Corrosion resistance |
Welds resist rust and wear. |
|
Disadvantage |
Not For Thin Metals |
High heat can damage lightweight materials. |
|
Disadvantage |
Electrode Limits |
Hard to replace; slag must be removed. |
|
Disadvantage |
Low Deposition Rate |
Slower compared to GMAW and FCAW. |
|
Disadvantage |
High Skill Required |
Needs experienced welders for the best result |
Choosing the Right Shielded Metal Arc Welding Rod
The choice of Shielded Metal Arc Welding rod directly affects the strength and durability of the weld. For general-purpose welding, rods such as E60130 and E6011 are preferred because they provide deep penetration and are easy to use.
For SMAW stainless steel welding, electrodes like E308L or E316L are recommended for matching grade , as they offer excellent corrosion resistance and meet industry standards. Selecting the correct rod ensures the weld is strong, long-lasting, and suitable for the application.
Conclusion
Choosing the right welding method ensures strong, precise, and durable welds in applications like heavy machinery, pipelines, and structures. Despite some challenges, SMAW stainless steel welding stands out for its portability, corrosion resistance, and cost-effectiveness. Using quality Shielded Metal Arc Welding rods further improves performance, minimises defects, and ensures long-term reliability.
Looking for premium welding consumables?
At D&H Sécheron, we provide trusted solutions designed for strength, efficiency, and durability. Explore our wide range of welding products or speak to our experts today to find the ideal consumables for your application.
Key Takeaways
-
SMAW is a manual process where heat is generated by an electric arc to join metals.
-
It is suitable for maintenance, pipelines, stainless steel welding, and construction projects.
-
Pros include low cost, mobility, and corrosion resistance, while cons include low deposition rates and unsuitability for thin materials.
-
Choosing the right electrode is crucial for achieving high-quality welds.
-
Despite competition from GMAW, FCAW, and SAW, SMAW remains an essential welding method across various industries.
.jpg)
D&H Sécheron and the Pune Metro project through DBFOT
Pune, the cultural and educational capital of Maharashtra is making the commute easier and more accessible for its people. The ‘Queen of Deccan’ has 516.18 sq. km. under its municipality, PMC, as opposed to the BMC which overlooks 440 sq. km. area.
The vastness of the city demanded a metro, leading to the development of 3 lines. Of course, such systems are ever-evolving and incorporating newer requirements.
-
Line 1 goes from PCMC - Swargate
-
Line 2 from Vanaz - Ramwadi
-
Line 3 from Hinjewadi - Shivajinagar
As parts of the project become operational, the 23 km Hinjewadi-Shivaji Nagar metro line is set to be fully operational by April 2025.
The Maharashtra Metro Rail Corporation Limited or Maha-Metro is working on the metro line under the DBFOT model issued by the Indian Ministry of Railways. The DBFOT model concession agreement stands for Design, Build, Finance, Operate and Transfer. Under this, the Ministry of Railways works jointly on the project with the other party, Maha-Metro in this case.
For such large-scale projects, tonnes and tonnes of steel are used to achieve the goals. For the Pune Metro Project, SAIL, or Steel Authority of India Limited, has supplied 8,800 tonnes of steel. The usage of steel is common in metro construction, as you can also find in the Mumbai Metro.
Steel is typically used in large quantities for large-scale projects because of its strength, its ability to retain shape, volume, and the fact that it requires low maintenance as compared to other metals.
One must make note of the point that the welding of the steel is what adds to the strength of the final outcome. The quality of the welding, in turn, is impacted by the quality of the welding consumables used.
D&H Sécheron has proudly been the welding consumables partner for the Pune Metro Project. Being India’s leading welding consumable manufacturer, D&H Sécheron continues to provide complete welding support. The welding electrodes supplied for this project are Norma and Supratherme.
Let us get to know more about both welding electrodes.
Norma
Norma is a mild steel electrode that can be used in all welding positions. It has commonly been used for sheet metal work, welding mild steel structures, wagons, rail coaches, ships, storage tanks, etc.
Norma is a medium-coated electrode that has been designed according to the AWS- E6013. Ideal to work with different mild steel structures, it provides strength, sturdiness, and a clean weld. These characteristics can be observed in the welding across the Pune Metro.
Supratherme
Supratherme is an iron powder, heavy-coated, low hydrogen-type electrode. It is a 7018 electrode made of medium and high tensile steel. Supratherme is an ideal choice for heavy structures which experience dynamic loading, making it the perfect choice for the Pune Metro.
Supratherme produces ductile and tough welds of radiographic quality and has been used to weld highly restrained joints, wagons, penstocks, coaches, pressure vessels, boilers, earthmoving machines, etc.
As the construction of the Hinjewadi-Shivajinagar line of Pune Metro gains momentum, we are constantly reminded of the importance of the welding industry. So many superstructures are created to be modern marvels with the invisible support of welding.
For more details about welding, welding consumables, and the world of welding in general, visit the website of D&H Sécheron.
Wear and tear in any heavy machinery or application is a common. Wear can be chemical or mechanical, depending on various factors.
The wear factors are categorized into two types – Primary and Secondary. These are further sub-classified into different factors. Let’s understand.
Primary Wear Factors
Abrasion
Friction
Impact
These factors are responsible for higher loss of wear or material as compared to the secondary wear factors.
Secondary Wear Factors
Erosion
Corrosion
Heat
Cavitation
These factors do not cause wear and tear as much as the primary factors. However, they still need to be taken into consideration to arrive at a holistic solution. The reason is that there is hardly any application in any industry which is prone to only one type of wear.
How Hardfacing Electrodes Can Help?
Hardfacing welding electrodes are specially designed for surfacing applications that are highly vulnerable to primary and secondary wear. They are also designed to protect parts that are subjected to severe abrasion.
However, it is important to understand that simple hardness in an application doesn’t give assurance of the longer life of a component. It should have the right amount of Low Alloy to give a longer life as well as tackle the wear areas. This means that a combination of hardness and alloy is necessary to get effective results.
Hardfacing electrodes find their applications in Thermal Power Plant, Steel plant, Mines, Cement plant mines and other mining areas to repair the hardfacing material of handling buckets in porcelain machines and wheel loaders. In general, depending on the type of material ore such as coal, limestone or iron ore, the typical wear factors in the application are high abrasion that is caused by non-metallic particles on metal combined with impact. Hence, it is safe to assume that simple high iron carbide deposits that have 60 HRC hardness are likely to have a longer life.
However, this is not enough. You also need to consider the application/service condition on-site, closely look at the topography and other climatic or geographical conditions under which it is working.
If you are looking for a wide range of welding electrodes and alloys to tackle the wear factors, D&H Sécheron can meet all your requirements.
.webp)
Efficiency and reliability are at the heart of any power plant’s successful operation. One of the critical components of this is an ash handling system. It ensures that the processes stay environment-friendly without wasting materials. However, power plant operations are quite harsh. These extremities often lead to the breakdown of equipment like ash track drive shafts, leading to significant challenges for maintenance personnel.
We understand these challenges and provide innovative and durable solutions to extend the life of crucial components. One such solution is our LoTherme 470M electrode. It is a high-quality welding electrode made especially for the toughest repair jobs.
Challenges Faced by Ash Track Drive Shafts
Ash track drive shafts are typically made of EN 24 steel and are constantly stressed by high temperatures and compressive forces. Over time, this can lead to metal fatigue and cause the component to break, disrupting operations and requiring costly repair or replacement solutions.
Problem Identification
We encountered a complete fracture in the power plant’s ash track shaft. The shaft was exposed to prolonged stress, which caused this damage. The problem was severe enough to halt operations, highlighting the urgent need for a robust and efficient repair.
Our Solution & Implementation
Our team stepped in with a solution to extend the shaft’s life and restore it to full functionality. Here, our LoTherme 470M electrode was used as it can withstand compressive forces efficiently. We employed proper fixtures and precautions to mitigate distortions and bending during the welding process to ensure this repair was durable. We also used HT rods inside and outside the welding area as additional reinforcement. Intermittent welding and stringer beads were applied to ensure the structural integrity of our repairs.
Result
The drive shaft was restored to full capacity, preventing the need for immediate replacement. This saved the power plant significant costs and minimised downtime, allowing it to continue operating without further disruptions. Check out our case study to know more
The Role of LoTherme 470M
LoTherme 470M is a testament to our innovation and quality. This welding consumable offers several advantages:
- High-Temperature Resistance: LoTherme 470M is engineered to withstand high temperatures, making it ideal for projects in environments like mining and power production.
- Structural Integrity: It is a durable electrode which can withstand friction, impact, heat, and corrosion, reducing the risk of fractures.
- Versatility of Use: It can be used with similar and dissimilar materials, such as carbon steels, low-alloy steels, and manganese steels. Its chemistry is also suitable for welding SS 310 grade without cracking.
At D&H Sécheron, we are dedicated to providing proactive solutions that minimise cost, downtime, and replacement needs. This enables you to have optimal resource allocation and sustainably expand your project/operations to their full potential.
With our LoTherme 470M electrode, a power plant was able to address its challenging need swiftly and efficiently. For more detailed insights into the application of welding consumables, explore our case studies and pick the right one for your welding needs.
Ready to make your welding project a long-standing success? Or do you need a consultation or team for a welding repair task? Reach out to us, and we promise to assist you with the best welding solutions!
Roles of Flux-Coated Electrodes and Flux Ingredients in MMAW
Table of Contents
-
Introduction
-
What Are Flux-Coated Electrodes in MMAW?
-
Flux Types in Stick Welding
-
Key Flux Ingredients in Welding and Their Functions
-
Welding Flux for Stainless Steel Applications
-
Mechanical Properties Influenced by Welding Flux
-
How to Select the Best Flux for Stainless Steel & Other Metals
-
Conclusion
-
Key Takeaways
Introduction
Manual Metal Arc Welding (MMAW), also known as Shielded Metal Arc Welding (SMAW) or stick welding, is one of the most commonly used welding methods in industries.
A critical factor in MMAW is the use of flux-coated electrodes, which protect the molten weld from contamination, stabilize the arc, and improve the mechanical properties of welding flux.
What Are Fluxes in SMAW?
Fluxes are welding agents. They are a mixture of organic and inorganic materials such as minerals, alloying materials, and chemicals.
They are also called flowing, cleaning, or purifying agents because they:
-
Prevent molten weld metal from interacting with oxygen, nitrogen, and other pollutants in the air.
-
Reduce contamination and porosity in the weld.
-
Allow uniform solder flow in soldering and desoldering processes by eliminating oxide films and impurities.
Flux Types in Stick Welding
|
Flux Type |
Composition |
Advantages |
Common Applications |
|
Basic Flux |
Calcium carbonate, magnesium carbonate, calcium fluoride |
High toughness, strong shielding |
Heavy-duty steel, structural welding |
|
Cellulosic Flux |
Cellulose & organic compounds |
Deep penetration, vertical/overhead welding |
Pipeline repair, field welding |
|
Rutile Flux |
Titanium oxide |
Smooth arc, easy slag removal |
General construction, mild steel |
|
Iron-Oxide Flux |
Metallic oxides of iron, silica, manganese |
High deposition rate, stable arc |
Thick steel, industrial fabrication |
What is the Function of Flux in SMAW?
Flux plays several critical roles in SMAW:
-
Acts as a Reducing Agent - Removes oxidation, impurities, and deposits from the surface.
-
Prevents Re-oxidation - Prevents subsequent access to oxygen.
-
Facilitates Heating of the Joints - Conducts heat from molten solder or soldering tool to help in required heating.
-
Reduces Spatter and Slag - Shields the weld pool, reduces contaminants, and flushes out particles.
-
Controls Mechanical Properties of the Weld - Influences toughness, hardness, tensile strength, brittleness, and ductility.
-
Prevents Hardening - Slows down cooling to avoid brittle welds and cracks.
-
Provides Arc Stability and Ionization - Improves arc stability and makes welding smoother.
Welding Flux for Stainless Steel Applications
SMAW stainless steel welding requires flux that:
-
Preserves corrosion resistance
-
Prevents heat tint, distortion, or intergranular corrosion
-
Ensures durable welds in high-temperature or corrosive environments
Pro Tip: For stainless steel, E308L or E316L electrodes are recommended, as they provide superior corrosion resistance and long-term reliability.
Mechanical Properties Influenced by Welding Flux
|
Property |
Role of Flux |
|
Toughness |
Absorbs impact & stress |
|
Hardness |
Resists wear and tear |
|
Tensile Strength |
Supports heavy loads |
|
Ductility |
Prevents cracking under stress |
|
Brittleness |
Avoids sudden weld failures |
How to Select the Best Flux for Stainless Steel & Other Metals
When choosing a flux or flux-coated electrode, factors to consider are:
-
Base Metal Type - Mild steel, stainless steel, or alloys.
-
Welding Position - Vertical, overhead, or flat.
-
Service Conditions - High heat, corrosion, or heavy load.
-
Deposition Needs - High vs. low deposition rate requirements.
For stainless steel, Austanatic SS low-hydrogen basic electrodes like E308L andor E316L are the best choice for SS-308 and SS-316 grade SS .
Conclusion
Flux is more than a protective coating; it is the backbone of MMAW welding performance. By enhancing arc stability, reducing impurities, and controlling mechanical properties, flux ensures durable, high-quality welds for stainless steel and other metals.
Looking for premium flux-coated electrodes?
At D&H Sécheron, we provide advanced welding consumables designed for strength, efficiency, and reliability. Explore our range or consult our experts today!
Key Takeaways
-
MMAW (SMAW) depends on flux-coated electrodes to protect the weld and enhance quality.
-
Flux types include Basic, Cellulosic, Rutile, and Iron-Oxide coatings, each suited for different applications.
-
Flux functions include shielding, reducing impurities, improving arc stability, and controlling weld properties.
-
For stainless steel, electrodes like E308L and E316L offer superior corrosion resistance.
-
The right flux selection ensures strong, durable, and reliable welds across industries.

Table of Contents
-
Introduction
-
Causes of Cooler Section & Dam Ring Failure
-
The Repair Challenge
-
Choosing the Right Welding Solution
-
LoTherme 352: Solution Overview
-
Rotary Kiln Welding Repair Process
-
Why LoTherme 352 Works
-
Results & Benefits
-
Rotary Kiln Maintenance Best Practices
-
Why D&H Sécheron
-
Key Takeaways
Introduction: Why Rotary Kiln Repairs Demand Specialised Welding Solutions
Rotary kilns play a critical role in industries such as cement manufacturing, oil refining, and petrochemicals, where materials are processed under extremely high temperatures and continuous mechanical stress. Any disruption in kiln performance directly affects productivity, energy efficiency, and operating costs.
Among the most failure-prone areas of a kiln is the cooler section, which is essential for controlled heat transfer and equipment longevity. When components such as the dam ring wear out, plants face efficiency losses, higher fuel consumption, and the risk of unplanned shutdowns.
This is where specialised rotary kiln repair and kiln maintenance welding solutions become essential. Standard welding consumables often fail in such demanding environments, making the right electrode selection critical for long-term performance and reliability.
Common Causes of Cooler Section & Dam Ring Failure in Rotary Kilns
Damage to the cooler section and the dam ring is rarely due to a single factor. Instead, it is the result of prolonged exposure to multiple harsh operating conditions.
Key causes include:
-
Thermal cycling and extreme heat exposure:
Continuous heating and cooling cause expansion and contraction, leading to material fatigue
-
Mechanical wear on dam rings:
Constant rotation and material movement accelerate surface erosion
-
Operational stress and material abrasion:
Heavy loads and abrasive feed materials further degrade components
Over time, these factors make dam ring repair in rotary kilns unavoidable and highlight the importance of structured rotary kiln maintenance services and clearly defined practices on how to maintain a rotary kiln effectively.
The Challenge - Damaged Dam Ring in the Rotary Kiln Cooler Section
In this case, the rotary kiln exhibited clear performance issues due to a severely worn dam ring in the cooler section.
Challenges observed included:
-
Reduced kiln efficiency and unstable temperature control
-
Increased energy consumption and process inconsistency
-
High risk of unplanned downtime, which can result in significant financial losses
Delaying repair not only increases operational risk but also escalates overall maintenance costs, making timely industrial rotary kiln repair essential.
Selecting the Right Welding Solution for Rotary Kiln Repair
Repairing high-temperature kiln components requires more than conventional welding electrodes.
Why standard electrodes fail:
-
Inadequate resistance to high heat
-
Higher risk of cracking and weld failure
-
Poor ductility under continuous stress
Key requirements for kiln repair welding electrodes:
-
High tensile strength and crack resistance
-
Excellent ductility and impact resistance
-
Proven performance in extreme thermal environments
This makes the choice of a high-temperature welding electrode and a reliable welding electrode for rotary kiln repair critical to repair success.
Solution Overview - Rotary Kiln Cooler Section Repair Using LoTherme 352
To address the damaged dam ring, D&H Sécheron selected LoTherme 352, a hydrogen-controlled welding electrode engineered for heavy-duty industrial repairs.
Why LoTherme 352 was selected:
-
Designed for high-stress, high-temperature applications
-
Produces crack-free, radiographic-quality welds
-
Suitable for critical components in rotary kilns and similar equipment
This made it an ideal choice for rotary kiln cooler section repair and long-term performance assurance.
Step-by-Step Rotary Kiln Welding Repair Process
-
Removal of Worn-Out Dam Ring
The damaged dam ring was carefully removed using controlled gas cutting to ensure precision and prevent secondary damage.
-
Surface Preparation for High-Strength Welding
The exposed surface was thoroughly cleaned to remove oil, grease, rust, and contaminants, an essential step in kiln shutdown maintenance welding.
-
Welding Application Using LoTherme 352
Experienced welders applied LoTherme 352 using recommended welding parameters, ensuring optimal penetration, strength, and durability during the rotary kiln welding repair.
-
Quality Inspection & Dye Penetrant Testing
A dye penetrant (DP) test was conducted to verify weld integrity, confirming a defect-free and reliable repair.
Why LoTherme 352 Is Ideal for Rotary Kiln Maintenance
LoTherme 352 stands out as a hydrogen-controlled welding electrode designed for demanding industrial environments.
Key performance benefits:
-
High tensile strength (550 MPa) for superior load handling
-
Excellent ductility (28% elongation) to withstand thermal cycling
-
Reliable performance in high-stress, high-temperature zones
These characteristics make it a trusted solution among welding consumables for rotary kiln maintenance and repair applications.
Results & Operational Benefits Achieved
The repair delivered measurable operational advantages:
-
Reduced downtime, enabling faster return to production
-
Extended component life, lowering long-term maintenance frequency
-
Cost savings through preventive repair and improved efficiency
This case demonstrates how the right rotary kiln welding solutions can significantly enhance plant reliability.
Best Practices for Long-Term Rotary Kiln Maintenance
To maximise kiln lifespan and minimise failures, industries should focus on:
-
Proactive inspection of cooler sections and wear components
-
Using proven welding consumables for rotary kiln applications
-
Partnering with experts who understand how to maintain a rotary kiln effectively
Preventive strategies consistently outperform reactive repairs in cost and reliability.
Why Choose D&H Sécheron for Industrial Rotary Kiln Repair Solutions
D&H Sécheron brings decades of expertise in industrial rotary kiln repair and maintenance welding solutions.
What sets D&H Sécheron apart:
-
Deep technical knowledge of high-temperature industrial repairs
-
Proven case studies across the cement, oil, and petrochemical sectors
-
Trusted portfolio of LoTherme welding consumables
Their solutions are engineered to perform where standard products fail.
Conclusion
Timely rotary kiln repair using proven rotary kiln welding solutions and the right welding electrode for rotary kiln repair is critical to minimise downtime and extend equipment life. Structured rotary kiln maintenance services, supported by reliable welding consumables for rotary kiln applications, enable effective and long-term reliability.
By following best practices and adopting robust kiln maintenance welding solutions, plants can achieve consistent performance. With high-performance solutions for industrial rotary kiln repair, D&H Sécheron supports reliable and consistent operation across demanding high-temperature applications.
Key Takeaways
-
Rotary kiln repair is critical to maintaining productivity and energy efficiency
-
Cooler section and dam ring failures significantly impact operational costs
-
LoTherme 352 is a proven solution for high-temperature kiln repairs
-
Structured rotary kiln maintenance services reduce downtime and extend equipment life
-
Partnering with D&H Sécheron ensures reliable, long-term results

SAW Welding Wire: Exploring Uses, Advantages, and Precautions
In the welding industry, Submerged Arc Welding (SAW) is a widely used and efficient process. At D&H Sécheron, we specialize in providing high-quality SAW welding wire that ensures excellent results and enhanced productivity. In this blog post, we will delve into the uses, advantages, and precautions associated with SAW welding wire. Discover how our superior products can elevate your welding process while maintaining a safe and efficient welding environment.
Understanding SAW Welding:
Submerged Arc Welding (SAW) is a welding process that involves the formation of an arc between a continuously fed wire electrode and the workpiece. The arc is shielded by a granular flux, which melts and forms a protective gas cloud, shielding the weld pool from atmospheric contaminants. SAW welding is commonly used in applications that require high deposition rates, deep penetration, and excellent mechanical properties.
SAW welding’s versatility, high deposition rates, and ability to produce high-quality welds make it a preferred choice in various industries that require reliable and efficient welding processes, such as shipbuilding, construction, heavy machinery, railways, pressure vessels, oil and gas industry, power generation, etc.
Uses of SAW Welding:
SAW welding finds applications in various industries due to its numerous advantages. It is particularly suitable for welding thick sections, such as in the construction of bridges, pressure vessels, and offshore structures. Additionally, SAW welding is commonly employed in the fabrication of pipes, tanks, railcar frames, and heavy machinery components. Its ability to provide high-quality welds with minimal operator skill makes it an attractive choice for industries where consistent and reliable results are essential.
Advantages of SAW Welding Wire:
D&H Sécheron's SAW welding wire offers several advantages that contribute to efficient and effective welding processes. Our high-quality wire provides exceptional weld integrity, with reduced chances of defects such as porosity and cracks. The wire's controlled composition ensures consistent mechanical properties in the welded joint, resulting in enhanced structural integrity. Furthermore, our SAW welding wire exhibits excellent arc stability, producing smooth and uniform weld beads. With optimal slag release and low fume emission, our wire promotes a clean and safe welding environment.
Precautions to Take:
While using SAW welding wire, it is crucial to take certain precautions to ensure safety and optimal results. Ensure proper ventilation to minimize exposure to welding fumes. Use personal protective equipment, including welding helmets, gloves, and protective clothing. Maintain proper wire alignment and distance from the workpiece to achieve optimal penetration and prevent spatter. Additionally, follow recommended electrical parameters and adjust them according to the specific welding conditions. Adhering to these precautions will help maximize the benefits of SAW welding wire while safeguarding the welding environment and also ensuring the operator's well-being.
D&H Sécheron's SAW welding wire provides a reliable and efficient solution for a wide range of welding applications. With its exceptional performance, our wire enhances productivity and delivers high-quality welds. The advantages of SAW welding, such as high deposition rates and deep penetration, make it ideal for various industries. By following necessary precautions and utilizing our superior SAW welding wire, you can ensure a safe and successful welding process while achieving optimal results. Trust D&H Sécheron for your welding needs and experience the difference in performance and reliability.

SMAW vs. SAW - Unveiling the Key Differences
When it comes to welding processes, there are various techniques available to achieve strong and reliable bonds between metals. Two commonly used methods are Shielded Metal Arc Welding (SMAW) and Submerged Arc Welding (SAW). While both techniques have their own merits, understanding the differences between SMAW and SAW welding can help you choose the right method for your specific welding needs.
Process:
In SMAW (also known as stick welding), an electrode with a flux coating is manually operated to create an arc between the electrode and the workpiece. The heat generated by the arc melts the electrode, forming a weld pool that solidifies to create the joint.
On the other hand, in SAW, a continuous wire electrode is fed mechanically into the welding zone, while a granular flux is poured over the weld area to create a protective blanket. The arc is completely submerged beneath the flux, hence the name "submerged arc welding."
Usage:
While SMAW is known for its portability and ability to work in various positions, making it a popular choice for on-site welding projects. It is one of the oldest and most versatile welding processes, widely used in industries ranging from construction to fabrication.
SAW is often used for long, straight welds on thick materials and is particularly effective for high-production welding.
Level of Automation:
SMAW requires skilled operators to control the electrode and maintain the arc manually. This manual control provides a level of precision and adaptability but can be more time-consuming and less efficient for large-scale projects.
SAW, on the other hand, can be easily automated, allowing for continuous, high-speed welding with minimal operator intervention making SAW ideal for high-volume production lines where speed and consistency are crucial.
Quality of Welds:
SAW generally produces cleaner and more uniform welds compared to SMAW. The submerged arc and the granular flux shield the arc from impurities in the atmosphere, resulting in minimal spatter and a well-protected weld pool. This makes SAW highly suitable for applications where weld appearance and quality are critical, such as pressure vessel fabrication and pipe welding.
Heat Input:
The heat input during the welding process varies between SMAW welding and SAW welding .
SMAW tends to generate higher heat, leading to a smaller heat-affected zone (HAZ). While this can be advantageous for certain materials, it may also increase the risk of distortion and heat-related issues.
SAW, on the other hand, has a lower heat input, resulting in a larger HAZ. This reduced heat input minimizes distortion and can be beneficial when welding heat-sensitive materials.
Conclusion:
SMAW and SAW welding processes have distinct characteristics that cater to different welding requirements. SMAW offers versatility, portability, and the ability to work in various positions. On the other hand, SAW provides higher efficiency, cleaner welds, and excellent automation capabilities. Selecting the right welding method depends on factors such as the project scale, material properties, and desired weld quality.
Whether you opt for SMAW or SAW, it is crucial to consider the specific needs of your welding project. At D&H Secheron, we guide you with the key differences between these techniques, so that you can make an informed decision and achieve successful welds that meet your expectations.

SMAW welding tips: How to avoid common defects
SMAW (Shielded Metal Arc Welding) welding, also known as stick welding, is one of the most popular welding techniques used in the industry. It involves using a stick electrode to create an electric arc between the electrode and the metal being welded, creating a molten pool that cools and solidifies to create a strong, lasting bond.
Despite its popularity, SMAW welding comes with its own set of challenges. Weld defects can occur if the process is not carried out correctly. Here are some tips to avoid common defects in SMAW welding.
Metal preparation:
The first step in SMAW welding is preparing the metal you are going to weld. This involves cleaning the surface of the metal to remove any dirt, oil, rust, or other contaminants that can cause weld defects. You can use a wire brush, grinder, or other abrasive tools to clean the metal, but be careful not to remove too much material.
The next step is choosing the right thickness for the welding sheet/metal leaves for welding. A thin metal sheet can warp or buckle under the heat of the welding process, causing distortion or cracking in the weld whereas a thick metal sheet can prove difficult to achieve a strong, consistent weld.
Choosing the welding rod:
Different stick welding rods are designed for different types of metal and welding applications. Using the wrong rod can result in poor weld quality or weld defects.
For welding a high-strength steel use a stick welding rod that is specifically designed for that type of metal. For welding in a tight space or at an awkward angle use a smaller diameter rod that can reach into tight spaces and provide greater control.
Points to keep in mind while welding:
Now that the basics are taken care of, it's time to start welding. Here are some stick welding tips that will help you avoid common weld defects:
-
Use the right amperage setting for the stick welding rod you are using. If the amperage is too low, the electrode will not melt properly, resulting in poor penetration and weak welds. If the amperage is too high, the electrode will melt too quickly, causing splatter and porosity in the weld.
-
Maintain a consistent arc length between the electrode and the metal being welded. This will help you achieve a stable arc and consistent weld quality.
-
Move the electrode in a straight line along the joint being welded. Avoid making circular or back-and-forth motions, as this can create undercutting.
-
Keep the electrode at a 15-30 degree angle to the direction of the weld to get good penetration and to avoid creating a cold lap, where the metal is not properly fused together.
-
Use the right technique for the type of joint you are welding. For example, if you are welding a butt joint, you will need to weave the electrode back and forth to ensure full penetration. If you are welding a lap joint, you will need to use a push technique to avoid trapping slag in the weld.
At D&H Secheron, we offer a wide range of welding services, including SMAW welding. We're committed to providing our customers with the best possible products and services.
Shielded Metal Arc Welding (SMAW) is a manual arc welding process. The metal rod is covered with flux which provides the shielding to protect the weld. Given that SMAW is tough to master as it needs practice and experience, it could be difficult for beginners.
Here are some tips for beginners to handle SMAW welding like a pro.
Choose SMAW-Friendly Steel
Low-alloy and carbon steels can crack easily if they do not have the right mix of silicon and sulphur content. Similarly, steels which have high sulphur and phosphorous content are also not suitable for production welding. Hence, select steels which can be welded at fast speeds and have lower cracking tendency.
Prevent Buildup and Overwelding
Surplus buildup is expensive in terms of time and material. Moreover, it contributes hardly anything to weld strength. It also increases distortion. Hence, make sure that the fillets have equal legs and bead surface is as flat as possible. Ideally, buildup should not exceed 1/16 inches.
Select the Right Electrode Size
Large electrodes are suitable for welding which require high currents for high deposition rates. Hence, it is recommended to use the largest electrode, depending on your application and consistency with good weld quality.
Clean the Joint Before Welding
Removal of excess grease, paint, oil, rust, moisture and scale is necessary to prevent porosity and obtain the ideal weld travel speed. In case you are unable to clean these elements, use types of electrodes that can penetrate contaminants and deeply into the base metal.
Match the Joint Position and Electrode with Metal
The position of joint is responsible for finished weld quality. If you overweld or create a weld that is bigger than necessary for joint strength, then it can cause burn-through. Hence, take due care to match the joint position and electrode with metal during SMAW welding.
Adhere to the Principles for Joint Geometry and Fit-Up
Keep in mind the fast welding speed and good weld quality while choosing weld dimensions. The joint geometry follows some basic principles:
Fit-up and the entire joint must be consistent with each other.
Use a bevel that assists in good bead shape and penetration.
Choose a root opening which is consistent with the diameter of electrode.
Use a root face or a back up strip for fast welding and high quality.
As far as troubleshooting weld defects are concerned, here are some ways to correct them:
Wet electrodes
Spatter
Wandering arc
Undercutting
Cracking
Porosity
Shallow penetration
Proper fusion
We hope these guidelines, advice and troubleshooting tips will help you to work your way through SMAW welding.

Enhancing Mumbai's Connectivity : Mumbai Trans-Harbour Link
Introduction
In a bustling metropolis like Mumbai, where time is of the essence and connectivity is key, the Mumbai Trans-Harbour Link (MTHL) stands as a testament to progress and development. This six-lane expressway has transformed the city's transportation landscape by connecting Sewri on Mumbai Island to the mainland. Let’s explore how D&H Sécheron, a prominent player in the steel and welding industry, made this remarkable infrastructure project possible and how it impacts the city of Mumbai.
MTHL has proven to be a lifeline by significantly reducing the travel time between Mumbai and Navi Mumbai, easing congestion and facilitating smoother commuting for millions. For this monumental project a 22-kilometer bridge was constructed, making it one of the longest sea bridges in India. The bridge's six lanes are designed to accommodate a large volume of vehicles, providing commuters with a faster and more convenient route.
Now, you may wonder, how does this relate to D&H Sécheron, a renowned name in the welding industry? Well, the answer lies in the critical role played by high-quality welding materials, provided by D&H Sécheron, in the construction of such colossal infrastructure projects.
Known for their superior quality and performance, the use of D&H Sécheron’s NORMA Steel Electrode and Supratherme SAW Wire and Flux in the welding process has ensured the bridge's structural integrity and longevity, making them the ideal choice for heavy-duty applications like bridge construction.
The NORMA Steel Electrode is recognized for its exceptional weldability and strength. It ensures that the connections between the bridge's components are robust and reliable. For the submerged arc welding, Supratherme SAW Wire and Flux have proven to be indispensable. They provide excellent weld bead quality and help in maintaining the bridge's structural integrity under various environmental conditions.
But D&H Sécheron’s contributions to the MTHL project doesn’t stop there. The company's expertise also extends to the realm of MIG (Metal Inert Gas) Welding, a versatile welding process widely used in various industries, including construction. D&H Sécheron's MIG Wire is designed to deliver consistent performance, ensuring that all welding tasks, whether big or small, are carried out efficiently and with precision.
The MTHL project is a testimony to the collaborative efforts of various stakeholders, including government agencies, engineers, and companies like D&H Sécheron. By using high-quality welding materials and techniques, they have ensured that this expressway will stand the test of time, benefitting generations of commuters and businesses alike.
As the Mumbai Trans-Harbour Link takes shape, it becomes evident that infrastructure development goes hand in hand with technological advancements in the welding industry. D&H Sécheron's commitment to providing cutting-edge welding solutions has played a pivotal role in making this project a reality.
The Mumbai Trans-Harbour Link is not just a bridge; it's a symbol of progress and connectivity. D&H Sécheron's contributions to this iconic infrastructure project exemplify their dedication to delivering top-notch welding solutions. As we look forward to the completion of the MTHL, we can be confident that the bridge's structural integrity, upheld by materials like NORMA Steel Electrode and Supratherme SAW Wire and Flux, will ensure safe and efficient travel for decades to come.
D&H Secheron has paved the path for welding consumables, welding electrodes and welding material in general, in India. We are one of the leading welding electrodes manufacturers all over the country. Started in 1966, we offer a wide range of welding material: from SMAW electrodes to other welding machines like inverters, we have everything for your welding needs.
With the consistent quality of our products, we have ruled over our customers’ hearts. One such example of our products is the Norma range.
Norma is a medium coated rutile type electrode for Mild Steel welding. The applications are in a variety of fields like rail coaches, wagons, storage tanks, ships, sheet metal work, etc. After Norma came Norma-V and Norma-X.
Released in 2001, Norma-V has been performing wonderfully in the medium-coated electrode sector.
Norma-V has been made for low carbon and mild structural steels. Which means that it is ideally used for these types of metal. A low carbon steel is a type of steel which has as little as 0.05% to 0.3% carbon in it. This makes the steel a lot more malleable and ductile, that is, its ability to turn into sheets and wires is increased. In other words, it can be welded with a lot more ease. Similarly, mild structural steels are also in the economic category making these two commonly used in welding.
Norma-V makes for the perfect welding electrode to weld these types of steel. The weld created by using a Norma-V electrode is of radiographic quality. The welding electrode works with a quiet arc and deposits a smooth bead with fine ripples, i.e. the filler metal doesn’t leave a lot of slag or residue. Even the little slag that is created, is easily removable or detachable.
Along with easily detachable slag, it produces very minimum spatter. Spatter is exactly what it sounds like. It is the splashed portion of molten metal around or even away from the weld. Norma-V is a welding rod with good striking as well as re-striking qualities among its other qualities and characteristics.
It can be easily operated in all positions, including vertical down. It works really well under low OCV or Open Circuit Voltage transformers. This kind of a transformer initiates the arc a lot smoother and better and overpowers any other characteristics of the transformer for welding purposes.
The usual applications for the Norma-V welding electrode includes welding of steel structures, tanks, truck frames and bodies, machinery construction, auto bodies, frames, pipes and any other structure that include low carbon and mild structural steels.
Other than Norma-V, the Norma range has Norma-X. Norma-X is a medium coated rutile type electrode. It is useful for general fabrication, and maintenance work in Mild Steel. The flux coating is so controlled that the electrode provides excellent performance in all welding positions. The weld metal is ductile and presents good mechanical properties with consistent quality.
Norma-X is being used where X-Ray quality welds are required. It is suitable for welding of structures like bus body building, automobile bodies, pipes as well as other general mild steel applications. We have acquired customers like Afcon, Ultratech Cement, etc. who swear by the electrode.
For each type of welding need, we offer a specific kind of welding material and welding electrodes, so that the process is done in the best possible way and the weld comes out nothing short of perfect.
To explore our range of products and to find the perfect welding consumables and welding material for your project, you can head to our website. Having led the welding industry in India for over 50 years, our products will not just meet your needs but will be one of the best quality welding materials out there in the industry.
So, what are you waiting for? Let’s get a head start on your upcoming welding project and choose the best welding material among the best!
.webp)
Table of Contents
-
Hack 1 - Proper Pre-Welding Preparation
-
Hack 2 - Control Heat Settings and Avoid Overheating
-
Hack 3 - Master Post-Weld Cooling to Prevent Cracking
-
The Role of Welding Materials
Steel welding plays a crucial role in the construction, automotive, and manufacturing industries. The strength and durability of any welded structure depend on the quality of the welds. However, common welding issues like cracks and weak joints can weaken the structure, leading to safety hazards and costly repairs. By using the right welding techniques and best practices, you can improve welding joint strength and make your welds stronger and more dependable. Whether you're working on steel welding work or selecting the right welding rod, proper preparation is key. This blog highlights three simple yet effective hacks to help you eliminate welding flaws and ensure every weld is built to last.
Hack 1 - Proper Pre-Welding Preparation
A strong steel welding work starts with the right preparation. Skipping this step can lead to cracks, weak welding joints, and costly rework. Here’s how to get it right from the start:
-
Clean the Steel Surface: Dirt, rust, oil, and paint can weaken the bond between the base metal and the filler material. For strong welding joint strength, use a wire brush, grinder, or chemical cleaner to remove all contaminants before welding.
-
Choose the Right Welding Rod: Not all welding rods are the same. Selecting one that matches your steel type and welding techniques helps prevent defects and ensures a strong, durable weld.
-
Preheat When Necessary: Preheating is necessary if you're working with thick or high-carbon steel. It reduces thermal shock and minimises the risk of cracks, leading to a more solid and reliable weld.
Taking the time to prepare properly can make all the difference in your welding results.
Hack 2 - Control Heat Settings and Avoid Overheating
Controlling heat while steel welding is crucial to prevent damage. Too much heat can cause warping and cracks, while too little can lead to weak welding joints. Here’s how to find the right balance:
-
Use the Correct Heat Settings: Different steels require different heat levels. Too much heat can distort the material, causing cracks, while too little won’t melt the metal properly, leading to weak joints. Adjust your settings according to the type and thickness of the welding steel you’re working with.
-
Maintain a Consistent Welding Speed: Welding too fast can prevent the filler metal from bonding properly, leaving weak spots. On the other hand, moving too slowly can overheat the material and cause damage. Finding the right balance is essential to achieving a strong, clean weld.
-
Utilize a Quality Welding Machine: A good welding machine gives you precise control over heat levels, which is essential for effective welding techniques. You can maintain optimal conditions for a stronger, more reliable weld with accurate temperature control.
By controlling heat and maintaining consistency, you’ll avoid common steel welding issues and ensure a durable finish.
Hack 3 - Master Post-Weld Cooling to Prevent Cracking
The cooling process after steel welding is just as important as the welding itself. Rapid cooling can lead to thermal shock, which can cause cracks and weaken the weld. Here's how to cool your weld properly:
-
Slow and Controlled Cooling: After welding, allow the material to cool down naturally or use insulating blankets to control the cooling rate. Gradual cooling helps reduce the risk of cracks and maintains the strength of the weld.
-
Post-Weld Heat Treatment: For some steel welding work, controlled reheating and slow cooling can improve the toughness of the weld. This process relieves internal stresses and enhances the durability of the joint.
-
Select the Right Welding Rod: Choosing a welding rod that spreads heat evenly can help reduce stress after welding. This balances the heat, preventing weak spots or cracks as the weld cools.
By mastering the cooling process, you can prevent cracking, maintain welding joint strength, and achieve stronger, more durable steel welding results.
The Role of Welding Materials in Steel Welding
Using the right materials is important for making strong, long-lasting welds and avoiding common problems. Here's how the right materials can make all the difference:
-
Welding Electrodes and Rods: Selecting the appropriate welding rod ensures a strong, crack-free weld. Choosing one that matches the type of steel and the welding technique you're using for optimal results is important.
-
Steel Welding Machine: A machine with precise control over amperage and heat output helps maintain consistency and accuracy throughout welding, leading to better weld quality and fewer defects.
-
Shielding Gas Selection: The right shielding gas is crucial for stable arcs and reducing oxidation. Proper gas selection enhances welding joint strength, leading to cleaner, stronger, and more efficient welding steel results.
By incorporating these three expert tips, pre-weld preparation, heat control, and proper post-weld cooling, you can prevent cracks and weak welding joints, ensuring stronger and more reliable steel welding. When you combine the right welding techniques with high-quality materials welding rods, you can not only prevent cracks and improve welding joint strength but also extend the lifespan of welding steel structures, making them durable and resilient for years.
Want to achieve high-quality steel welding work with crack-free, long-lasting results? Choose premium welding rods and materials from D&H Sécheron today and create strong, durable welds!
Key Takeaways
-
Preparation is Essential: Clean steel surfaces and use the right welding rod to prevent weak joints.
-
Heat Control Matters: Maintain optimal heat settings to avoid overheating and thermal stress.
-
Proper Cooling Prevents Cracking: Slow and controlled cooling reduces the risk of cracks and ensures joint durability.
-
Quality Materials Enhance Welding Strength: Investing in high-quality welding rods, machines, and shielding gas leads to superior welds.
Established in 1966, D&H Secheron’s journey of producing welding material has been a flagbearer to the quality of welding consumables and welding electrodes in India. Our range of products is wide and one can find the welding material they need for different types of welding processes, from SMAW welding material to GMAW to different welding machinery like inverters, we have it all to meet your welding requirements.
One of our very first electrodes, Supratherme was released in the market in 1966. It is a superb electrode that has remained unmatched in quality till today. This welding electrode is a heavy coated, iron powder type consumable. Supratherme is a really versatile welding electrodes with a 115% metal recovery rate. It is being used where dynamic loading is more intense, like, heavy Carbon Steel Structures.

Supratherme, over the years, has evolved into a range of products. It has many types within itself. Let’s go over them one by one-
Supratherme (SPL)
Released in 1970, it is an iron powder and low hydrogen type electrode. Specially developed Supratherme electrode produces welds of radiographic quality and has a remarkable impact strength even at -50°C. The weld so produced is also ductile and tough for heavy and rigid structures, carbon steels, heavy water towers, steel sensitive to hydrogen embrittlement and pressure vessels and equipment subjected to severe stress. It is approved by Godrej and L&T where higher impact strength is required.Supratherme (SPL) H4R
This electrode under the Supratherme category has low hydrogen, is vacuum packed and can be used directly without redrying. It is a moisture resistant hydrogen controlled basic coated electrode and produces tough and ductile welds of radiographic quality. Supratherme (SPL) H4R used to weld boilers, pressure vessels and medium carbon steels. With low levels of impurities, it has unique properties that lend to a clean weld.Supratherme (SPL) MOD
It is a modified version of the previous electrode. It is a basic iron powder coated, high yield and hydrogen-controlled electrode. Easily used in all conventional welding positions, the welds created are also of radiographic quality with magnificent cracking resistance. These electrodes are ideal for welding carbon steels that are used as equipment for heavy dynamic load, impact and severe service conditions in the gas industry. It has an additional property that meets NACE standards for corrosion control and has met SSCC & HIC corrosion tests. The customers for this electrode are mainly refineries like HPCL, BPCL, ONGC, Onshore and more.Supratherme-Ni
Launched in 1971, this electrode is approved and used by NPCIL or Nuclear Power Corporation of India for thermal cooling shields at -46°C. It is a low hydrogen, iron powder type electrode that yields a 0.5 % Nickel or Ni (thus the name) in the weld metal. This welding rod is ideal for welding fine grained steels that require good impact strength at sub-zero levels, going down till -50°C.Supratherme-Ni (SPL)
Launched in 1976, this welding electrode is approved by Engineers India Ltd. and comes under the category of AWS E8018-G type electrode. A variant of the above mentioned electrode, this too is a basic iron powder coated and low hydrogen electrode. However, this one yields a weld metal containing 1.5% Manganese (Mn) and 0.7% Nickel (Ni). Optimum for welding heavy sections of fine-grained high strength steels, it produces excellent quality welds; even for steels used for low temperature service, down to -60°C.Supratherme-Ni (SPL) MOD
This particular variant of Supratherme-Ni came out in 2003 and has been made such to meet HIC, SSCC and impact requirements. Its basic iron powder coating and low hydrogen quality is similar to the previous two variants of Supratherme-Ni. What is different is that it yields a 1.0% Nickel in the weld metal. Producing extremely high quality welds with excellent high cracking resistance, this is an ideal electrode fine-grained steels used in highly restrained joints subjected to dynamics like pressure vessels, tanks and spheres.
You must have realised by now that all iron powder coated and low hydrogen electrodes, are different and produce X-ray quality of weld for different kinds of applications. You can explore all the other range and buy the ones that meet your requirement, from the leading welding electrode manufacturers in India,D&H Sécheron Electrodes Pvt. Ltd.
Table of Contents
-
Introduction
-
What Is Welding Machine Maintenance?
-
When Should You Maintain Your Welding Machine?
-
The Ultimate Welding Machine Maintenance Checklist
-
Safety First: Best Practices During Maintenance
-
Troubleshooting Common Welding Machine Issues
-
Record Keeping & How Maintenance Prevents Downtime
-
Conclusion
-
Key Takeaways
Introduction
In high-demand fabrication environments, welding machines are expected to perform continuously, often under harsh operating conditions. Without a structured welding machine maintenance checklist, even robust equipmentcan face unexpected breakdowns, inconsistent weld quality, and reduced service life.
Implementing welding machine preventive maintenance helps significantly improve operational efficiency by reducing unplanned downtime, extending the overall lifespan of the equipment, and ensuring consistent arc performance and high-quality welds. Following recommended welding equipment maintenance tips ensures that both arc welding machines and other welding systems operate reliably, supporting high-quality, uninterrupted production.
What Is Welding Machine Maintenance?
Welding machine maintenance is the systematic inspection, cleaning, testing, and servicing of welding equipment to ensure safe, efficient, and uninterrupted operation.
Inspection vs Maintenance
-
Inspection: Identifies visible issues like wear, damage, or contamination.
-
Maintenance: Corrects problems through cleaning, tightening connections, replacing worn parts, and calibration.
Who Should Perform Maintenance?
-
Operators: Handle daily visual checks and basic cleaning.
-
Maintenance Technicians: Manage electrical systems, calibration, cooling systems, and corrective servicing.
Clear role definition reduces safety risks and improves accountability.
When Should You Maintain Your Welding Machine?
A structured welding machine maintenance schedule ensures no critical checks are missed.
-
Daily Operator Checks
-
Visual inspection of cables, torch, and connections
-
Removal of dust, spatter, and debris
-
Check for abnormal sounds or overheating
-
Weekly Preventive Inspections
-
Inspect power cables and grounding
-
Check wire feed consistency
-
Verify cooling airflow
-
Monthly & Periodic Maintenance
-
Internal cleaning
-
Electrical inspection
-
Calibration and system testing
Planned intervals standardise welding equipment maintenance across shifts and sites.
The Ultimate Welding Machine Maintenance Checklist
|
Component |
Key Checks |
Tips / Notes |
|
Visual & Physical Inspection |
Machine body dents, cracks, corrosion; surface cleaning |
Prevent dust and debris buildup for long-term performance |
|
Power & Electrical System |
Power cords, plugs, insulation, grounding, fuses |
Inspect for wear and ensure proper electrical connections |
|
Cooling & Ventilation System |
Cooling fans, air vents, and coolant levels |
Keep airflow unobstructed to prevent overheating |
|
Welding Torch / Gun Inspection |
Torch body, liners, contact tips, spatter cleaning |
Replace worn consumables promptly |
|
Consumables & Wire Feed |
Wire spool condition, tension, and feeding |
Store consumables in clean, dry conditions for consistent feed |
|
Control Panel & Electronics |
Buttons, switches, displays, sensors, calibration |
Verify firmware status and sensor response |
|
Safety Systems Check |
Thermal overload, emergency stop, fire safety equipment |
Protect both personnel and equipment during operation |
Following this structured checklist ensures arc welding machine preventive maintenance is thorough and consistent.
Safety First: Best Practices During Maintenance
Welding machine maintenance must never compromise operator safety.
-
Disconnect Power: Always switch off and isolate the machine to prevent accidental start-up or electric shock.
-
Use Appropriate PPE: Wear insulated gloves, safety glasses, and protective clothing to protect against cuts, burns, or debris.
-
Ensure Adequate Ventilation: Maintain airflow when cleaning dust or spatter to reduce inhalation risks.
-
Handle Consumables Safely: Store and handle welding tips, liners, and wires properly, especially low-hydrogen consumables.
-
Follow Lockout/Tagout (LOTO): Use LOTO procedures for high-voltage machines to prevent accidental energisation.
-
Maintain Fire Safety: Keep fire extinguishers nearby and remove flammable materials from the maintenance area.
-
Keep Work Area Clean: A tidy space reduces hazards and allows safe, efficient access to tools and components.
Safe maintenance protects both operators and D&H welding equipment, ensuring reliable performance and long-term durability.
Troubleshooting: Common Welding Machine Issues
Early detection during routine checks prevents major failures.
-
Machine won’t start: Check power supply, fuses, and grounding
-
Erratic output: Inspect cables, connections, and control settings
-
Overheating: Clean vents and confirm cooling fan operation
-
Wire feed problems: Check liner condition, rollers, and tension
Systematic diagnosis reduces repair time and downtime.
Record Keeping & How Maintenance Prevents Downtime
Accurate maintenance logs are a critical yet often overlooked part of welding machine preventive maintenance. Keeping proper records ensures that inspections, corrective actions, and responsible personnel are documented, which supports warranty claims, service planning, and quality audits.
Consistent documentation also directly contributes to operational reliability, helping teams:
-
Reduce breakdown frequency
-
Improve Mean Time Between Failures (MTBF)
-
Achieve faster recovery and lower Mean Time to Repair (MTTR)
In industrial settings, investing in preventive maintenance and thorough record keeping is far more cost-effective than dealing with unexpected equipment stoppages and rework.
Conclusion
A well-defined welding machine maintenance checklist is fundamental to achieving consistent weld quality, improved safety, and uninterrupted productivity in industrial environments. By following welding machine preventive maintenance best practices and implementing a disciplined maintenance schedule, organisations can significantly reduce unplanned downtime and extend equipment life.
At D&H Sécheron, we support fabrication teams with reliable welding solutions, technical expertise, and maintenance-focused consumables designed for long-term performance. Review your maintenance routines regularly or consult our specialists to optimise welding machine reliability and operational efficiency.
Key Takeaways
-
Preventive maintenance is critical for welding machine reliability
-
Daily, weekly, and periodic checks reduce unplanned downtime
-
A structured checklist ensures consistency across teams
-
Safety, documentation, and troubleshooting are integral to maintenance success
-
Well-maintained equipment delivers stable performance and long-term value
In the world of structural welding, the welding electrode used can significantly impact the quality and durability of the welds. Among the multitude of options available, the 7018 welding electrode is renowned for its exceptional properties and performance. This blog explores why 7018 welding electrodes are so important in structural welding projects.
What are 7018 Welding Electrodes
The 7018 electrode is low in hydrogen and coated in iron powder, known for resulting in high-quality welds. It is designed to be a versatile option that can be used with AC or DC power sources, making it suitable for a wide range of welding applications.
The numbers in the electrode name provide valuable information about its specifications:
-
70: Indicates a tensile strength of 70,000 psi.
-
1: Indicates that it can be used in any position (flat, horizontal, vertical, and overhead).
-
8: Refers to the low hydrogen iron powder coating.
Benefits of Using 7018 Welding Electrodes
1. High Tensile Strength: The 7018 electrode boasts a tensile strength of 70,000 psi, making it ideal for structural welding projects where strength and durability are paramount. The high tensile strength ensures that the welds can withstand significant loads and stresses.
2. Low Hydrogen Content: The low hydrogen content of 7018 electrodes reduces the risk of hydrogen-induced cracking, which can compromise the integrity of the weld. This characteristic makes 7018 electrodes particularly suitable for welding high-strength steels and critical structural components.
3. Smooth and Stable Arc: 7018 electrodes facilitate a smooth and stable arc, enabling better control and precision during welding. This results in clean, aesthetic welds with minimal spatter and faults, reducing the need for post-weld cleanup and rework.
4. Versatility: The 7018 electrode is compatible with various metals, such as carbon steel and low-alloy steel. It can be used in all positions (flat, horizontal, vertical, and overhead). This makes it suitable for a range of structural welding projects, including welding beams, columns, and other structural components.
Use of 7018 Welding Electrodes in Structural Welding
1. Construction: As 7018 electrodes can create strong and durable welds, they are widely used for welding structural steel components like beams, columns, and trusses in construction.
2. Ship Building: The 7018 electrode produces welds that can resist the corrosive effects of seawater, making them ideal for welding structural components of ships and offshore platforms.
3. Heavy Equipment Manufacturing: Manufacturers of heavy equipment, such as cranes and excavators, rely on 7018 electrodes for welding high-strength steel components that can withstand demanding operating conditions.
Best Practices for Using 7018 Welding Electrodes
1. Proper Storage: 7018 electrodes should be stored in a dry environment to prevent moisture absorption, which can increase hydrogen content and lead to weld defects.
2. Correct Electrode Preparation: Ensure that 7018 electrodes are free from contaminants. Any oil, dirt, or rust can negatively impact weld quality.
3. Optimal Welding Parameters: Adjust welding parameters such as voltage and current according to the 7018 welding rod specifications provided by the manufacturer to achieve high-quality welds.
Preheating
For welding thicker sections or high-strength steels, preheating the workpiece can reduce the risk of hydrogen-induced cracking. Refer to the 7018 welding rod specifications for guidance on preheating requirements.
The 7018 welding electrode is a cornerstone in the field of structural welding, offering unparalleled strength and versatility. At D & H Sécheron, we offer high-quality 7018 electrodes designed to meet industry standards and your welding projects' needs. Reach out to us now to discover how our solutions can enhance and support your welding projects.
Welding, while it seems complex and modern, is a fairly old technology. Of course, in its early years, it wasn’t as sophisticated as it is now. But its earliest traces date all the way back to the Bronze Ages. That’s where the history of welding truly began.
The Bronze Age is termed so as that’s when tools made of alloys of copper and tin came into being. This revolutionised how tools were made. Even the existence of gold boxes in the same time frame is because of welding! So certainly, some knowledge around welding consumables and welding material existed ever since.
From then onwards, the knowledge passed down the different eras and ages. First, the Egyptians learnt about it and then made several ornaments, tools and so on and so forth.
It was only in the Middle Ages that the idea of a designated job-role around the idea of welding came into existence. They were called ‘Blacksmiths’. The primary metal they explored was iron and they might have used other ferrous metals.
The developments in the welding industry were not exponential till the beginning of the 19th century. One can say, the boom for welding had not started. Like most advancements in technology, welding’s advancement was slow for its formative years till the 1800s which is when it gained momentum and hasn’t stopped since! All of it came together to create modern welding technology as we know it.
Here’s an overview of the history of welding starting 1800. The contributions of the Davy cousins are irreplaceable to the history of welding. Sir Humphry Davy invented a tool that helped in producing an arc between carbon electrodes. It was battery operated and was invented in the year 1800. His cousin, Edmund Davy discovered the gas acetylene which set a strong foundation for gas welding and thus became a part of welding consumables and welding materials.
Then, in 1881 Auguste De Meritens, a French Scientist fused two lead plates successfully by leveraging the heat generated from an arc. Carbon arc welding was one of the most common methods around the same time. It was then that C.L. Coffin got a US patent for metal electrode arc welding.
In 1900, the idea of coated metal electrodes was first introduced by Strohmenger. The coating was that of lime and it stabilised the arc greatly. Throughout the 1900s, other welding processes like seam welding, projection welding, and spot welding were developed. The tool, stick electrode, became a widely used tool. With alternating current invented in 1919, its commercial use too started in the 1930s and advanced modern welding technology further.
In 1930, Stud welding was developed and was used widely by the construction industry as well as for the manufacturing of ships. It makes sense, because the New York Navy Yard developed it and alongside, an organisation called National Tube company has started developing smothered arc welding. And then came along submerged arc welding which proved to be more fruitful for ship-building.
In 1948, Battelle Memorial Institute had developed a milestone in the history of welding. This is the process of GTAW of gas shielded metal arc welding. Other important welding techniques like plasma arc welding and electron beam welding were developed in the 1960s by different sources.
The most recent developments in modern welding technology are laser welding (which is pretty cool, we must say) and friction welding processes. Laser welding is typically used for processes that require greater speed than other welding types. They yield very clean small welds with minimal thermal distortion. The entire process of laser welding requires no contact! It can be used in open-air conditions and work really well for high alloy metals. The application of laser welding is not as wide as of now, but it is definitely used as a premium alternative for medical equipment, electronics and jewelry. Laser welding is taking some time to become commercially viable and thus lesser welders use it till date.
The other process that we mentioned, friction stir welding, is a welding process that was invented in Cambridge. The two materials to be welded are welded through frictional heat. This heat is created through a rotating tool in the machine’s joint and is passed on to the welding path. The biggest advantage of this type of welding remains that there is no radiation and fumes, therefore, is preferable for the welder. Along with this, it has proven to be energy-efficient and yields the welding output with little to no heat distortion. Again, due to the new and recent nature of its being, it isn’t as common and will take a while to hit the commercial markets.
Another important mention for the recent technological advancements in welding would be that of Advanced arc welding. Here, with the help of electric heat, two metals are fused. Non-ferrous metals are commonly used for this type of welding. Its common application has been for space vehicles, other vehicles as well as bicycles. These welds tend to be non-corrosive in nature and are highly sustainable. Therefore, other than vehicles, it is used to form canisters for nuclear fuels.
Now we know that history lessons can be tiring for some people, but it is an essential part of setting a foundation for your knowledge on the subject. It paves way for one to be the expert they want to be. And we hope this article shed light on a broad portion of welding and its history for you.

Tips and Techniques for a Successful Stainless-Steel Welding
Stainless steel welding is a complex process that requires specific techniques and materials to achieve the best results. As a leading manufacturer in the welding industry, D&H Secheron has gathered a wealth of experience in this field. Based on this experience here are some tips and techniques to successfully weld stainless steel.
First and foremost, it is essential to understand the characteristics of the stainless steel you are working with. Stainless steel is a family of alloys that contains a minimum of 10.5% chromium. This gives it its unique properties, including excellent corrosion resistance, durability, and strength. However, it also makes stainless steel more challenging to weld than other materials.
To ensure a successful welding process, you need to use the appropriate welding process for your project. There are several welding processes that can be used for stainless steel, including gas tungsten arc welding (GTAW), gas metal arc welding (GMAW), and shielded metal arc welding (SMAW). Each process has its advantages and disadvantages, and the selection of the process depends on the specific application.
The filler material is also a crucial component of stainless-steel welding. The filler material should have the same or higher corrosion resistance and strength as the base material. In most cases, filler material is used to improve the weld's mechanical properties and prevent cracking. The most common filler materials used in stainless steel welding are stainless-steel welding rods and stainless-steel electrodes.
Using the wrong filler material can result in weak welds, cracking, and corrosion. Using too much or too little filler material can lead to an inferior weld.
One of the most critical aspects of successful stainless-steel welding is maintaining a clean work environment. Stainless steel is highly susceptible to contamination, and even the smallest impurities can cause defects in the weld. As such, it is crucial to clean the area thoroughly before starting the welding process.
Another important factor to consider is the welding position. Stainless steel welding can be challenging in certain positions, such as overhead welding. Welding in the flat position is generally the easiest, while overhead welding requires the use of a smaller welding pool and faster travel speed to prevent sagging.
It is also essential to ensure that the stainless steel is adequately preheated before welding. Preheating helps to reduce thermal shock and distortion and improve the weld's mechanical properties. The preheating temperature and time depend on the thickness and type of stainless steel being welded.
And finally, it is crucial to pay close attention to the welding technique used. Stainless steel welding requires a slower travel speed and a shorter arc length than other materials. It is also important to maintain a consistent distance between the electrode and the base material to ensure a stable arc and prevent defects.
Welding stainless steel requires specific techniques and materials to achieve the best results. To achieve manufacturing success in your stainless-steel welding projects, you need to understand the unique properties of stainless steel and follow the tips and techniques outlined in this blog. At D&H Secheron, we provide high-quality welding products and solutions that can help you achieve exceptional results in your welding projects.

Tips for Flawless Welds with Stainless Steel Electrodes: Pros and Cons
When it comes to stainless steel welding, achieving flawless welds requires a combination of skill, technique, and the right tools. At D&H Sécheron, we understand the importance of precision in stainless steel welding, and we're here to provide you with essential tips to help you achieve impeccable results. In this blog, we'll explore the pros and cons of using stainless steel welding rods, giving you the insight you need for successful welding projects.
Choosing the Right Stainless Steel Welding Rod
Stainless steel welding rods are specifically designed to bond stainless steel materials effectively, ensuring durability and corrosion resistance. So, when opting for stainless steel electrodes, keep in mind that they come in various grades, each tailored for specific applications. Matching the appropriate grade of welding rod to your base metal is essential to achieve strong and durable welds.
Advantages of Using Stainless Steel Welding Rods
1.Corrosion Resistance
Stainless steel is revered for its exceptional corrosion resistance properties, making it a popular choice for applications in harsh and corrosive environments. When using stainless steel welding rods, you're enhancing the longevity of your welded joints, minimizing the need for frequent repairs or replacements.
2. Aesthetic Appeal
Stainless steel is known for its sleek and polished appearance, making it favourable for architectural and decorative elements. Stainless steel welding rods enable you to create clean and visually appealing welds that seamlessly blend with the surrounding metal, enhancing the overall aesthetics of your project.
3.High Strength
Stainless steel welding rods provide welds with remarkable strength, crucial for applications that demand structural integrity and load-bearing capabilities. Whether you're working on industrial equipment or structural components, stainless steel electrodes ensure your welds meet the required strength standards.
Disadvantages of Using Stainless Steel Welding Rods
1. Complex Welding Technique
While stainless steel welding rods offer numerous benefits, welding it requires a certain level of expertise. Stainless steel retains heat more effectively. Therefore, precise control of heat input and travel speed is essential to prevent overheating, warping, and distortion of the welded joint.
2. Sensitive to Contamination
Stainless steel is susceptible to contamination during the welding process, which can lead to reduced corrosion resistance and compromised weld quality. Proper cleaning and preparation of the base metal, along with meticulous attention to shielding gas and electrode storage, are vital to prevent contamination issues.
Conclusion:
Stainless steel welding with the right welding electrodes offers a range of advantages, from exceptional corrosion resistance to impressive strength. At D&H Sécheron, we encourage you to harness the benefits of stainless-steel welding rods while being mindful of the technical challenges they present. By understanding the advantages and disadvantages, you can enhance your welding skills and ensure the success of your projects.
Remember to invest in quality welding equipment and seek professional guidance. Such small things can make a significant difference. D&H Sécheron is your trusted partner in providing top-notch stainless steel welding solutions, offering high-quality welding rods and expert advice to ensure your projects shine with excellence.
The requirements for a welding technique can be long. Only a few techniques can meet those requirements, but flux-cored arc welding is a top choice. A combination of strength and precision makes it a significant contribution to various heavy-duty industries like shipbuilding, construction, and manufacturing.
What are the Advantages of Flux Cored Arc Welding?
FCAW is a continuous hollow electrode filled with flux that makes a protective shield around the weld in the welding process. This welding technique provides various advantages. Some of the most notable ones are:
1. High Welding Speed
Compared to traditional arc welding methods, Flux Cored Arc Welding or FCAW has faster deposition rates. This increases speed, a crucial element in large-scale projects typical of heavy-duty industries. It reduces labor costs and shortens project timelines, making it an efficient option.
2. Deep Penetration and Strong Welds
Flux-cored arc welding can penetrate welds deeply, even when used on thick materials. This characteristic ensures weld integrity is maintained and makes the finished project reliable for a long time.
3. Effective Welding for Outdoor Use
It is an extremely versatile technique that can be used in all positions, from vertical to overhead. This allows it to be effectively used in outdoor projects, such as construction, where there might be requirements for different welding orientations. Thanks to its self-shielding quality, it is even perfect for windy outdoor use.
4. Minimal Pre-Cleaning Required
When working with welding materials, extreme care is generally advised to prevent contamination. However, that is not the case with flux-cored wires. The base metal is much more resistant to rust and dirt, resulting in a significant reduction in welder preparation time.
5. Cost and Material Efficiency
Flux-cored arc welding reduces overall welding costs by minimizing the amount of consumables required and waste material generated. It also consumes less energy than other welding processes. The process also proves its mantle after the weld completion as it requires less cleanup afterward.
Comparison with Other Arc Welding Techniques
Compared to other welding types, its advantages stand out clearly. Flux-cored arc welding has higher deposition rates than Metal Inert Gas Welding (MIG welding). Compared to Shielded Metal Arc Welding (SMAW), it is a swifter option. And unlike Tungsten Inert Gas Welding (TIG welding), it is easier to learn, making it a beginner-friendly choice.
Conclusion
With its various benefits, flux-cored arc welding is easily the best pick for a heavy-duty welding project. It offers flexibility in usage, reduces costs, and saves time while offering excellent weld quality. To support this welding technique, investing in quality welding materials and improving the chances of success is a good rule of thumb. You can start browning for those at our website and reach out for further expert consultation to make your welding project a success!
 TIG welding (Tungsten Inert Gas Welding) is an extensively used method across industries that value precision, durability, and adaptability. Unlike other welding methods, TIG welding is a controlled method that produces high-quality, clean, and contamination-free welds. The success of this method relies heavily on the use of the right consumables, including the proper welding rods and electrodes (there are many types, like stainless steel, nickel, aluminium, etc., so opt carefully).
TIG welding (Tungsten Inert Gas Welding) is an extensively used method across industries that value precision, durability, and adaptability. Unlike other welding methods, TIG welding is a controlled method that produces high-quality, clean, and contamination-free welds. The success of this method relies heavily on the use of the right consumables, including the proper welding rods and electrodes (there are many types, like stainless steel, nickel, aluminium, etc., so opt carefully).
Let’s take a look at the benefits TIG welding provides when used in industrial applications.
1. Enhanced Precision in Welding
TIG welding truly stands out the most for this aspect. It allows the welder to manage every single aspect of the weld, creating desired results. This precision is crucial, especially when working on delicate and intricate projects.
Using a suitable welding electrode enhances TIG welding’s precision and provides consistent arc stability. Industries like aerospace and medical devices, where even a minute error can have critical outcomes, prefer this technique.
2. Superior Weld Quality
As every detail of the weld is controlled, the end result is defect-free. The shielding gas used in TIG welding shields the weld area, minimising contamination and resulting in sturdy joints.
An excellent choice of electrode for better quality is a nickel electrode. It offers great weldability and corrosion resistance. This particular combination can be widely seen in industries like petrochemicals and power generation, where environments are harsher.
3. Versatility Across Materials
TIG welding can be used with various metals, including steel, nickel, and alloys. This makes it a great choice where various materials are used simultaneously.
Using the correct welding rod ensures that the base material and weld are compatible. For example, stainless steel electrodes are ideal for projects requiring heat and corrosion resistance, making them popular choices in the pharmaceutical and food processing industries.
4. Strong and Durable Welds
TIG welding provides a deeper penetration of the weld pool, resulting in long-lasting welds. However, the choice of electrodes can significantly affect the weld’s strength. Using high-quality consumables customised for your project requirements is the best choice.
5. Minimal Spatter and Clean Finish
TIG welding is known for its professional and tidy finish. Unlike the other welding methods, TIG welding produces minimal to no splatter. It reduces the need for a post-welding cleaning. This advantage enhances the weld’s aesthetic appeal and saves time in the clean-up process.
With the various benefits TIG welding presents, it is a go-to method for industrial applications. Its unmatched precision, versatility, and neat results make it a reliable solution for complex projects. To enhance the weld’s success, make sure you choose the right consumables, like welding rods and electrodes, to create a strong and appealing weld.
Are you ready to upgrade your welding game with TIG welding for your project? Then reach out to D&H Sécheron’s experts to receive expert guidance on how to choose the right consumables and utilise them in your next project for the best results.
How to Weld Cast Iron – 5 Expert Tips Using the Right Cast Iron Welding Rods for Strong & Durable Results
Learning how to weld cast iron is not simple. Cast iron behaves very differently from mild steel. It is brittle. It contains high carbon. It reacts poorly to sudden changes in temperature.
Common problems include cracking, porosity, and weak fusion. Many weld failures happen because the wrong rod or poor heat control was used.
To succeed, you must understand proper cast iron welding techniques. You must also know how to prevent cracking in cast iron through correct rod selection and temperature control.
This guide explains everything clearly and practically!
Why Welding Cast Iron Is Challenging
Understanding cast iron properties helps explain the difficulty.
Cast iron has:
-
High carbon content
-
Low ductility
-
High hardness
-
Poor flexibility under stress
These characteristics make it sensitive to heat. Rapid heating or cooling causes expansion and contraction stress. That is why cast iron cracks when welding.
Another risk is white iron formation. This creates extremely hard zones near the weld. These areas are brittle and difficult to machine.
Without proper planning, cracking is almost guaranteed.
Tip 1 – Choose the Best Welding Rod for Cast Iron
Selecting the correct electrode is the most important decision. Using proper Cast Iron Welding Rods determines crack resistance and machinability.
Nickel-Based Electrodes (Ni-CI, NiFe-CI)
Nickel rods are widely recommended. They offer excellent crack resistance. They also provide better machinability after welding.
A nickel welding rod for cast iron reduces dilution with base metal. This lowers the hardness in the weld zone. If someone asks for the best electrode for cast iron, nickel-based rods are usually the answer.
They are ideal for permanent repairs and critical components. They are commonly used in stick welding cast iron applications.
Mild Steel Electrodes
These are used mainly for temporary or non-critical repairs. They are less expensive. However, they increase the risk of cracking. They should not be used for high-load components.
Speciality Cast Iron Welding Rods
Speciality rods are designed for specific grades of cast iron. Always match the rod to the application. Correct rod selection is the foundation of successful cast iron repair welding.
Tip 2 – Preheating Cast Iron Properly
Preheating cast iron before welding reduces thermal shock. It lowers stress between the weld and base metal. The typical cast iron preheat temperature ranges from 150°C to 300°C. Thicker sections require higher temperatures.
Preheating can be done using:
-
Oxy-fuel torch
-
Furnace
-
Induction heating
Slow and even heating is critical. Uneven heating creates stress zones. Proper preheating is one of the most effective ways to prevent cast iron from cracking.
Tip 3 – Select the Right Welding Process
Different processes suit different repair needs. Choosing correctly improves results.
Stick Welding (SMAW) for Cast Iron
This is the most common method. It is practical and cost-effective. Many professionals prefer welding cast iron with a stick welder for field repairs. It works well with nickel electrodes. It offers good control over heat input.
TIG Welding Cast Iron
TIG welding cast iron is suitable for precision repairs. It works best on small cracks and thin sections. It provides clean welds and excellent control. However, it requires higher skill.
MIG Welding Cast Iron
MIG welding cast iron is less common but possible. It requires special filler wire and careful heat control. It is usually used for non-critical repairs.
Flux-Cored Arc Welding (FCAW)
FCAW can be used in outdoor environments. However, heat input must be controlled carefully. Each process forms part of effective cast iron welding techniques.
Tip 4 – Control Cooling to Prevent Cracking
Cooling is as important as heating. Rapid cooling causes stress. Stress leads to cracks.
To prevent cast iron cracking, follow these steps:
-
Use short weld beads
-
Allow intermittent cooling
-
Peen the weld lightly to relieve stress
Apply slow cooling after welding cast iron techniques.
For slow cooling, you can:
-
Bury the part in dry sand
-
Use insulation blankets
-
Allow furnace cooling
Never quench cast iron. Sudden cooling will prevent cracking cast iron weld only if cooling is controlled slowly.
Tip 5 – Post-Weld Heat Treatment & Stress Relief
In critical applications, post-weld heat treatment of cast iron may be required. This reduces residual stress. It improves structural stability. It extends component life. Heat the component uniformly. Then cool it gradually. This step is valuable in heavy-duty cast iron repair welding projects.
Common Mistakes to Avoid When Welding Cast Iron
Many failures result from simple errors.
-
Skipping preheat
-
Using the wrong electrode
-
Welding long, continuous beads
-
Cooling too quickly
-
Ignoring base metal contamination
Avoiding these mistakes improves weld strength and durability.
Conclusion
Welding cast iron requires patience and control. Proper rod selection is critical. Heat management is essential. Cooling must be slow and uniform.
Choose the right Cast Iron Welding Rods. Follow proven cast iron welding techniques. Apply preheat. Use controlled cooling to prevent cracking in cast iron.
For reliable performance and long-lasting repairs, use high-quality welding electrodes from D&H Sécheron. Their cast iron solutions are designed for strong fusion. They offer better crack resistance. They deliver dependable results in demanding applications.
FAQs
Q) Can cast iron be welded permanently?
Ans: Yes. Cast iron can be welded permanently when the correct procedure is followed. Using high-quality Cast Iron Welding Rods, applying proper preheat, and ensuring slow, controlled cooling are critical steps. When heat input is managed carefully and stress is reduced during cooling, strong and durable repairs are achievable.
Q) What is the best rod for cast iron?
Ans: Nickel-based electrodes are widely considered the best electrodes for cast iron. A nickel welding rod for cast iron offers excellent crack resistance and better machinability. These rods reduce dilution with the base metal and minimise hard zones, making them ideal for long-lasting repairs.
Q) Do you need to preheat cast iron?
Ans: Yes. Preheating cast iron before welding significantly lowers the risk of cracking. It reduces thermal shock and helps maintain even heat distribution. Maintaining the correct cast iron preheat temperature improves fusion and weld stability.
Q) Can you MIG weld cast iron?
Ans: Yes, but MIG welding cast iron requires strict heat control and the correct filler material. It is usually suitable for small or non-critical repairs. Proper parameter settings and slow cooling are essential to avoid defects.
Q) Why does cast iron crack after welding?
Ans: Cast iron cracks due to thermal stress, high carbon content, and rapid cooling. Uneven heating causes expansion and contraction stress within the metal. Understanding why cast iron cracks when welding and applying proper cooling techniques helps prevent weld failure.

When the quantum of the welding project increases, the materials and equipment used become even more important to uphold the quality of work and ensure its durability. Among these equipment, various types of electrodes are available. One of them is a cast iron electrode.
What are Cast Iron Electrodes?
These are electrodes designed specifically to weld cast iron. They are uniquely suited for projects that require high strength, crack resistance, and compatibility with various welding consumables. Compared to alternatives like low alloy steel, cast iron provides unique benefits for the demanding requirements of industrial use.
Advantage 1: High Strength and Durability
They are a popular choice because of their exceptional strength and durability. These electrodes are designed to withstand high-stress levels and temperature extremes, making them ideal for repairing and maintaining large-scale infrastructure like pipelines and heavy machinery.
Cast iron electrodes are resistant to cracking compared to low alloy steel. They handle harsher conditions better, making them a more reliable choice for long-term projects where structural integrity is of the utmost importance.
Advantage 2: Superior Compatibility with Welding Consumables
Equipment that is compatible with other welding consumables is more likely to produce a better quality weld than equipment that isn’t. Cast iron electrodes are designed for this, increasing the effectiveness of the welding process.
For instance, compatibility can minimise porosity and help achieve a strong bond. Cast iron electrodes are excellent at this, making them vital for industrial use.
Advantage 3: Versatility in Applications
Cast iron electrodes are extremely versatile and are being used across industries. They can be used to repair damaged or worn-out machinery, weld pipelines, and fabricate industrial moulds. They can also be utilised for specialised applications like sealing cracks and fixing broken parts of industrial moulds, showcasing their adaptability and making them a staple in industrial welding processes.
Cast iron electrodes can also work with dissimilar materials, making them better suited for using cast iron components with different metals, like steel alloys. This comes in extremely handy in industries such as manufacturing, construction, and automobiles.
Advantage 4: Ease of Machinability Post-Welding
Cast iron welding rods are much easier to machine than their other counterparts. This makes them a great fit for projects where finishing touches or post-weld machining are a necessity.
For example, in automotive repair, precise dimensions are a must. This makes refining the weld area easily a time—and cost-saving option.
Advantage 5: Minimal Preheating Requirements
Most welding electrodes require some level of preheating before use. However, cast iron electrodes are engineered to minimise or eliminate this step. Reducing the extra step saves energy and effort, making it extremely valuable for quick repairs and fieldwork.
The list of advantages you can experience from using cast iron electrodes is long—durable, strong, versatile, adaptable, and time, effort, and resource-saving. Industrial welding project demands can be met with unparalleled ease by using them. Hence, they can be crucial for your welding projects.
Ready to ensure the best welding experience and outcome? Start by exploring our range of welding consumables with expert guidance and get the exceptional results you want!

Outdoor welding applications have many factors that must be considered before you choose the welding materials. They need to withstand all environmental elements and maintain welds’ integrity. This makes flux core wire an important electrode for outdoor welding projects. The synergy between welding material and flux core wire makes this a quality option for durable results.
Let’s deep dive into why flux core welding wires should be your choice for your next outdoor welding project.
1. Excellent Performance in Outdoor Conditions
Flux core wires are engineered to withstand harsh outdoor conditions like wind and rain. One of the most significant advantages of flux core wires is they don’t require external shielding gas, which other elements can easily contaminate. When heated, it generates a shielding gas, providing ample protection to the weld from disruptions, making it a reliable option.
2. High Welding Efficiency
Flux core welding has a high deposition rate and faster speed when compared to other methods. This means low downtime and increased productivity on job sites, making it a top pick for projects with tight deadlines. For large scale industries like shipbuilding and infrastructure, this efficiency is cost and time saving.
3. Versatility Across Materials and Positions
These welding electrodes are remarkably versatile regarding the positions they can be used at flat, vertical, and overhead with various metals. This adaptability gives them an edge across industries as they can be used even in unconventional spaces. For example, heavy fabrication projects like building pipelines need diverse materials to be welded together with efficacy. Here, the vitality of flux core wires helps the welders tackle this challenge without switching welding materials.
4. Strong and Durable Welds
As the structural integrity is not compromised at any point of welding and and even after the process by contaminants, welds made using flux core weldings are durable. They are crack-resistant and perfect for projects where frequent maintenance can be an issue, like road construction.
5. Lesser Need for Clean Ups
Flux core welding can reduce the hassle even after the initial welding process. With minimum slag produced during welding, it is easier to clean up, making it ideal for situations with quick turnaround times. It also enables the welder to focus on the next task without causing any delays.
Adaptability to high-stress conditions, versatility in terms of position and metals that can be used, high welding efficiency, and lesser clean-up requirements while being durable are just some of the perks. Along with the numerous other advantages of flux core wire, it makes a strong case for why it should be a top choice in outdoor welding projects. So, ensure you pick the best and get the best results out of your welding projects.
Are you looking for a trusted manufacturer who can provide quality welding materials which perfectly suit your project’s needs? Then, start by exploring our product range and expert guidance.
Table of Contents
-
Introduction
-
Why Welding is Central to Ship Construction
-
Major and Advanced Welding Processes in Shipbuilding
-
Material Selection and Process Guide for Shipyards
-
Common Weld Defects & Quality Control in Shipbuilding
-
Future Trends & Innovations in Shipbuilding Welding
-
Conclusion
-
Key Takeaways
Introduction
Shipbuilding is one of the most demanding branches of engineering, where precision, strength, and durability are vital to ensuring safety at sea. Among all fabrication methods, welding in shipbuilding provides the backbone of construction, creating watertight, oil-tight, and structurally strong vessels that can withstand harsh marine conditions.
Modern welding for shipbuilding relies on advanced arc welding processes, such as Shielded Metal Arc Welding (SMAW), MIG welding, and TIG welding, which offer improved efficiency, reliability, and cost-effectiveness.
In this article, we’ll explore the main welding processes used in shipyards, examine material considerations such as steel and aluminium, highlight common welding defects, and share practical tips on how to select the most suitable welding technique for different ship structures.
Why Welding is Central to Ship Construction
Welding has replaced traditional joining methods, such as riveting and bolting, and has become the foundation of modern ship construction. While riveted joints added extra weight and required frequent maintenance, welded structures offer superior strength, watertightness, and long-term reliability, crucial for ships exposed to dynamic stress, vibration, and corrosion.
Today, arc welding and stick welding in shipbuilding ensure that every joint is strong, corrosion-resistant, and reliable for years of marine operation.
Advantages of Welding Over Riveting or Bolting
|
Feature |
Welded Joints |
Riveted/Bolted Joints |
|
Joint Strength |
High and uniform |
Moderate |
|
Steel Weight |
Reduced |
Increased |
|
Maintenance |
Minimal |
Frequent |
|
Cost Efficiency |
Economical over time |
Costly in fabrication and upkeep |
|
Flexibility |
Suitable for complex shapes |
Limited to flat sections |
Welding Challenges and Ship-Specific Considerations
Shipbuilding presents complex fabrication challenges. Massive curved hulls, large steel and aluminium plates, and confined spaces demand positional flexibility, deep-penetration welds, and strict temperature control.
Each vessel section requires different shipbuilding welding processes:
-
Hull Plating: Deep-penetration welds ensure watertight and oil-tight joints for safety and stability.
-
Decks and Bulkheads: Strong, corrosion-resistant welds maintain rigidity across large surface areas.
-
Piping and Internal Frameworks: Precise arc welding methods in shipbuilding integrate fuel, water, and electrical systems efficiently.
-
Repair and Maintenance: Regular welding in shipyards restores strength, reinforces hulls, and extends the lifespan of vessels.
Every ship’s safety and longevity begin with its welds, making welding the cornerstone of marine engineering excellence.
Major and Advanced Welding Processes in Shipbuilding
Modern shipyards use several shipbuilding welding processes based on materials, thickness, and fabrication scale.
-
Shielded Metal Arc Welding (SMAW / Stick Welding)
Widely used for panels, grillages, and tank units, stick welding in shipbuilding offers excellent positional flexibility, especially for overhead and confined spaces. Though slower and operator-dependent, it remains indispensable for outdoor repair and maintenance work.
-
Gas Metal Arc Welding (GMAW / MIG) & Flux-Cored Arc Welding (FCAW)
These arc welding shipbuilding processes are common for light to medium structures. Continuous wire feeding improves speed and consistency. Flux-Cored Arc Welding (FCAW) is preferred in outdoor shipyard conditions as it performs well in windy or humid environments.
-
Submerged Arc Welding (SAW)
Ideal for thick plates and flat sections, such as hulls and decks, Submerged Arc Welding (SAW) ensures deep penetration, smooth finishes, and minimal post-weld cleanup, making it perfect for large-scale, automated fabrication.
-
Gas Tungsten Arc Welding (GTAW / TIG)
Used for stainless steel and aluminium components, TIG welding ensures precision and corrosion resistance for tanks and piping systems.
-
Specialized and Advanced Welding Processes
Modern shipyards are adopting advanced welding processes for better performance and sustainability:
-
Electroslag Welding (ESW): High-efficiency vertical welding for thick sections.
-
Friction-Stir Welding (FSW): Solid-state process ideal for aluminium, producing distortion-free joints.
-
Orbital Welding: Automated method for uniform pipe joints in confined spaces.
-
Laser-Hybrid Welding: Combines laser precision with deep penetration, making it ideal for high-strength steel structures.
These technologies improve productivity, reduce heat distortion, and enhance weld quality in complex or lightweight ship components.
Material Selection and Process Guide for Shipyards
Ship construction primarily uses structural steel, but modern designs often include stainless steel and aluminium alloys for lighter superstructures.
Choosing the right welding process in shipbuilding depends on several key factors:
-
Material type and thickness - SAW is ideal for thick steel plates, while GTAW is suited for stainless steel or aluminium parts.
-
Position & Accessibility - SMAW and FCAW for overhead or confined areas.
-
Environmental Conditions - FCAW and SMAW perform reliably in outdoor, windy, or humid shipyards.
-
Productivity and quality requirements - Automated SAW delivers high deposition rates and consistent results.
At various fabrication stages, shipbuilders employ multiple-pass welding for thick joints and tack welding to maintain alignment and minimise distortion.
Process Selection Guide & Checklist for Shipyards
|
Material / Thickness |
Position |
Recommended Process |
Key Advantage |
|
Thick steel hull plates |
Flat |
SAW |
Deep penetration, high productivity |
|
Aluminium superstructures |
All |
GMAW or FSW |
Lightweight, clean finish |
|
Stainless steel piping |
All |
GTAW |
Precision and corrosion resistance |
|
Outdoor, hard-to-reach areas |
Vertical / Overhead |
SMAW or FCAW |
Portability and positional capability |
Choosing the right process ensures a balance between strength, speed, and long-term performance.
Example: Shielded Metal Arc Welding (SMAW) is ideal for manual hull repair or outdoor joints, whereas SAW is preferred for automated welding of thick plates. GTAW is best suited for stainless steel pipelines or aluminium decks.
Common Weld Defects & Quality Control in Shipbuilding
Given the scale and complexity of marine construction, maintaining weld quality is critical. Common weld defects include:
Common Welding Defects:
-
Undercut: Grooves at the weld toe weaken the joint.
-
Porosity: Gas pockets trapped in the weld metal.
-
Slag Inclusion: Non-metallic residues trapped between weld layers.
-
Incomplete Fusion or Penetration: Inadequate bonding between base metals or weld passes.
Shipyards prevent these through Welding Procedure Specifications (WPS), welder qualifications, and Non-Destructive Testing (NDT), such as ultrasonic and radiographic tests.
Automation is increasingly reducing human error and improving weld consistency.
The Role of Welding Consumables in Shipbuilding
Welding consumables have a direct influence on joint quality, corrosion resistance, and structural integrity in marine applications. Shipyards require consumables that offer stable performance and minimal defects across hulls, decks, and piping systems.
How AutoTherme Grade B Supports Shipbuilding
-
Higher Efficiency: Stable arc and smooth metal transfer enable quick welding of long seams and large sections.
-
Stronger Joints: Deep penetration and reliable mechanical properties ensure watertight, oil-tight welds.
-
Lower Rework: Cleaner weld appearance and easy slag removal reduce repair time.
-
Consistent Results: Performs reliably even in challenging shipyard conditions.
This makes AutoTherme Grade B a dependable choice for heavy marine fabrication.
Future Trends & Innovations in Shipbuilding Welding
The future of welding in shipbuilding focuses on automation, sustainability, and innovation.
-
Automation and Robotics: Revolutionising welding in shipyards by improving precision, speed, and safety.
-
Friction-Stir Welding (FSW): Enables strong, distortion-free joints in aluminium and lightweight alloys.
-
Laser-Hybrid Welding: Offers laser precision and deep weld penetration, ideal for high-strength steels.
-
Eco-efficient Welding Consumables: Designed to reduce spatter, rework, and energy consumption.
-
AI-driven Monitoring & Digital Twins: Provide real-time quality assurance for smart shipyard operations.
Together, these advances make modern shipbuilding welding processes smarter, greener, and more reliable.
Conclusion
Selecting the right types of welding used in shipbuilding is essential to ensure safety, durability, and performance. A thorough understanding of materials, techniques, and quality control guarantees strong, corrosion-resistant, and watertight joints.
For consistent performance and technical reliability, sourcing from trusted marine welding manufacturers ensures superior results.
Explore D&H Sécheron’s high-performance range of welding electrodes, filler wires, and consumables engineered specifically for shipbuilding welding processes.
Consult our experts or download product datasheets to find the ideal solution for your next marine fabrication project.
Key Takeaways
-
Welding in shipbuilding ensures watertight, durable, and lightweight construction.
-
Arc welding processes, including SMAW, GMAW, SAW, and TIG, dominate the shipbuilding industry.
-
Proper material and process selection ensure strength, flexibility, and resistance to corrosion.
-
Quality control through NDT and WPS helps prevent defects.
-
Automation, AI, and eco-efficient welding solutions are the future of welding in shipyards.
It is a common misconception that welding is an unimportant industry. This under-estimation by the world for an industry is so omnipresent that is quite silly. No, we are not being obnoxious! Welding truly is present wherever you look.
The chair you are sitting on, unless wooden, has been created with the help of welding consumables. The airplane you are looking at from your office window, needed welding materials to be the structure that it is! And oh, same goes for the office windows!
Now, of course we understand why this misconception of an entire and vast industry exists. It is solely because: one, it is not noticeable or in-your-face and two, it isn’t spoken of or advertised vastly. Basically, the world lacks awareness about welding, welding consumables, welding materials, welding electrodes and everything else that welding encompasses!
Which is exactly why we are here and what we will change with this blog.
Like mentioned above in the article, if you see more than one block of metal in an object, small or ginormous (like a bridge), it can be, and has, been welded. With that said, it becomes clearer and clearer with each object one observes, how ubiquitous welding and its consumables actually are.
All these facts imply one thing that is certain, welding drives the economy! It is the engine oil to the world’s engine. There are many welding machine manufacturers who produce welding materials and welding consumables which is ultimately giving birth to a lot of job opportunities that are often left unexplored.
The career opportunities in the welding industry are vast and promising. However, it is meant for people who like working with more manual tasks or like getting their hands dirty. If you are more of an ideas guy, you could probably still find your place in innovation in welding.
Let’s name a few industries just so you get a fair idea of just how all-encompassing welding is. Some of these industries we have been speaking of are:
Infrastructure
Transportation
Manufacturing
Agricultural & Natural Resources
Industrial
It goes without saying, these are more than enough examples of why you should go ahead and start learning more about welding. Of course, one has to be professionally trained to understand welding, welding consumables, welding electrodes, welding material, welding machine manufacturers and how do they function?
Over and above these above mentioned positives, there are many kinds of welding. There is arc welding, which is done by using welding electrodes. Then there are other ways like Metal inert gas welding or MIG welding/GMAW and SMAW, whose full-forms you will get to know once you start exploring welding and learning it academically as well as professionally, or if you follow our blogs!
Let’s now move to another conversation, where are the women in the welding industry? While women haven’t always been the face of the welding industry, which can be changed. To improve the sex ratio in the industry, one can actively promote women in their advertising and marketing or even to perform welding process. Since welding is omnipresent, it is open to people of all genders with open arms!
Did you know that there are more than 3500 different grades of steel in the world? While all these grades have applications in some way or other, carbon steel and alloy steel are the most commonly used metallic materials in welding.
Let’s understand them in detail.
Carbon Steel
Carbon steel is an alloy of iron, carbon, silicon, manganese and other elements. However, the carbon amount is very high and other elements are in very low proportion. It is stronger and more durable than stainless steel. Stainless steel is an alloy of a minimum of 10.5% chromium.
Carbon steel has the following characteristics:
Less resistance to corrosion
High strength
Low weldability
Low melting points
Low ductility
It can be further categorized into three main groups:
Ultra-Low Carbon Steel: It has very low carbon, usually less than 0.1%.
Low Carbon Steel: It has carbon up to 0.3%.
Medium Carbon Steel: It has carbon in the range of 0.31% and 0.6%.
High Carbon Steel: It has carbon of more than 0.6%.
Low Alloy Steel
Low alloy steel is similar to carbon steel. However, alloy steel composition has a high percentage of extra alloy elements such as chromium, molybdenum, and others.
The alloy steel properties are as under:
Better corrosion resistance than carbon steel
Low strength as compared to carbon steel
High weldability
High melting point
High ductility
What is Low Alloy Steel Used for?
Alloy steel applications can be found in electric motors, pipelines, power generators, aircrafts, gears, spindles, auto parts and transformers.
The classification of alloy steel fall under two categories:
Low Alloy Steel
Low alloy steel contains a low amount of alloy elements. It has better mechanical properties than basic carbon steel. The key purpose of low alloy steel is to increase the hardenability of steel. This ensures optimization of mechanical properties and toughness after they undergo heat treatment.
High Alloy Steel
High-strength low-alloy steel, also known as HSLA, contains a high amount of alloy elements. It is designed to provide higher corrosion resistance and improved mechanical properties than normal carbon steel. The high strength low alloy steel composition has specific mechanical properties rather than chemical properties.
There are various other types of alloy steel:
Microalloyed steel
Advanced high-strength steel (AHSS)
Maraging steel
Tool steel
How to Choose Alloy Steel Grades?
When choosing alloy steel grades, you need to bear the following factors in mind:
Formability
Weldability
Machinability
Corrosion resistance
Need for the heat treatment process
Tensile strength
The choice of carbon and low alloy steel depends on the welding requirements. You can get buy good quality carbon and low alloy steel from DnH Secheron, India’s leading welding material manufacturer.
Understanding Gas Welding: Process, Applications, Advantages & Disadvantages
Table of Contents:
-
Introduction to Gas Welding
-
What is Gas Welding?
-
Applications of Gas Welding
-
Advantages of Gas Welding
-
Disadvantages of Gas Welding
-
Conclusion
-
Key Takeaways
Introduction to Gas Welding
Welding is a fundamental process in manufacturing, construction, automotive repair, and countless other industries. While there are many types of welding techniques available today, gas welding remains one of the most widely used and accessible methods, especially for lightweight tasks and field work.
In this blog, we’ll walk you through the gas welding process, its applications, and weigh the advantages and disadvantages of gas welding to help you determine if it suits your project.
What is Gas Welding?
Gas welding is the process of joining two metals using heat generated by the flames. The transmission of this heat thus melts the two and joins them, ultimately to act as one piece after the welding is done.
To get this done, the welder requires welding material that creates high-temperature flames. Oxygen mixed with gases like propylene, butane and hydrogen are the kinds of flammable gases used.
The electrode most commonly used to join the two metals is tungsten. Therefore, this type of welding is also called gas tungsten arc welding or TIG. Other names for the same are gas metal arc welding or GMAW (Gas Metal Arc Welding) welding.
A key advantage is that it requires minimal equipment and is often more cost-effective than more complex arc welding systems. This makes the gas welding process easier to operate and perfect for beginners or field repairs.
Applications of Gas Welding
Gas welding is favoured for light to medium fabrication work, where portability and simplicity matter.
Key applications include:
-
Maintenance and repair of machinery and metal tools
-
Fabrication of medium to thin sheet metals
-
Use in the automobile, locomotive, and aircraft industries where precision is key
-
Handy for field jobs due to its portability
Its lightweight setup and precision make it ideal for mobile welding tasks where arc welding setups may not be practical.
Advantages of Gas Welding
Gas welding comes with several practical benefits, especially for small- and medium-scale projects:
-
No need for electricity
Unlike arc welding, gas welding can be performed without electrical power, making it highly suitable for remote or outdoor environments.
-
Cost-effective
It requires minimal equipment and infrastructure, which means lower upfront costs and operational expenses.
-
Beginner-friendly
Gas welding is relatively easy to learn, especially for those new to welding. It opens up opportunities for non-specialised workers to get started in the field.
-
Versatile metal joining
One of its biggest strengths is the ability to join ferrous and non-ferrous metals, a rare capability in many other welding types.
-
Portable
Since it’s not dependent on electricity or heavy machinery, gas welding systems are easy to transport and use in the field.
These benefits make it a strong candidate for small workshops, field service jobs, and educational training environments.
Disadvantages of Gas Welding
Despite its flexibility, there are several disadvantages of gas welding to consider:
-
Limited to thin sheets
It is not well-suited for thick or heavy metal sections, making it unsuitable for structural or large-scale welding.
-
Slow heating rate
Compared to arc welding, the process takes more time due to slower heat generation, which affects productivity.
-
Temperature Constraints
Gas welding does not reach the extreme temperatures required for high-strength steels or industrial-grade welding applications.
-
No flux shielding
It lacks a dedicated shielding system, increasing the risk of atmospheric contamination in certain applications.
Because of these limitations, gas welding is not suited for heavy structural fabrication or projects requiring ultra-high-strength welds.
Conclusion
The gas welding process offers an excellent balance of affordability, portability, and simplicity, especially for small-to-medium welding applications. It’s easy to learn, doesn’t rely on electricity, and can handle a range of metals, making it suitable for repair shops, the automotive industry, and field operations.
However, it’s important to weigh both the advantages of gas welding, like ease of use and flexibility, and the disadvantages of gas welding, such as limited suitability for thick or high-strength metals.
To get the most out of your welding operations, using the right technique with the right materials is crucial.
Explore our advanced welding consumables or consult our experts for tailored solutions that match your exact application. With D&H Sécheron, you’re equipped for stronger, cleaner, and more dependable welds, every time.
Key Takeaways
-
Gas welding is an easy-to-learn, cost-effective process ideal for thin metals.
-
It does not require electricity, making it perfect for remote and field applications.
-
Applications include automotive repair, sheet metal fabrication, and aircraft maintenance.
-
Key advantages of gas welding are low cost, portability, and metal versatility.
-
Consider the disadvantages of gas welding, like limited thickness capability and slower speed, before choosing this method.

A project’s durability, aesthetics, long-term use and cost are all significantly dependent on the selection of materials used to make them. One material that stands out in this aspect is Weathering Steel. It is a popular choice because of its self-protecting properties and visual appeal. It is used in an array of industries.
Let’s explore what is weathering steel and everything important related to it in this blog.
What is weathering steel?
It is also known as Corten Steel Sheet. It is a low-alloy steel designed to form a stable rust-like appearance when exposed to weather. This layer is not rust that forms on traditional steel sheets, but a protective layer of oxidation that prevents deeper penetration of rust. This enhances the structure’s longevity and strength.
Interesting qualities of Weathering Steel
1. Chemical composition: Weathering steel is made using a combination of low-steel alloys like copper, chromium, nickel, and phosphorus. This unique composition allows the formation of protective layers when exposed to the elements.
2. Self-protecting nature: It can protect itself by preventing the corrosion from penetrating deeper. This reduces the need for paint and coatings bringing down the overall maintenance costs.
3. Durability: As it can withstand harsh environments it is an extremely durable choice which can last for decades. This makes it a prime choice for big structures.
4. Aesthetic appeal: Corten Steel Sheet’s rust-like appearance gives it an industrial and modern look which has become a trend in architecture and design.
Benefits of Using Weathering Steel
1. Corrosion Resistance: Unlike metals like regular steel, corten steel sheets are highly rust resistant.
2. Eco-friendly: As it is durable, frequent replacements are not required. This makes it a sustainable choice.
3. Cost-effective: With no need for additional coatings and heavy maintenance it is an economical option, especially for large scale projects.
Common Applications of Weathering Steel
It is used in various industries. Some of them are:
- Infrastructure: It is ideal for bridges, buildings and large-scale infrastructure due to its corrosion resistance and high strength.
- Architectural and Aesthetic Applications: Corten Steel Sheets are commonly used for building sculptures and facades as it has a rustic visual appeal.
- Equipment: It is used to make farming and industrial equipment such as farm machinery and outdoor storage units as they are exposed to harsh weather conditions.
Weathering Steel v/s Other Steel Types
Stainless Steel v/s Weathering Steel: Stainless steel is resistant to corrosion. It has a clean, polished appearance as compared to weathering steel. Corten steel sheet is preferred as it is low maintenance and has a rustic appeal.
Structural Steel v/s Weathering Steel: Structural Steel is not as suitable for outdoor use as weathering steel. It requires a protective coating. This makes weathering steel a more practical choice.
.jpg)
Understanding Welding Symbols & Diagrams
Welding symbols are critical information for welders to do their job perfectly. Welding symbols contain important information such as welding positions, welding processes, dimensions, geometry of the weld, groove/fillet details, etc. These symbols are presented graphically by the designer for the welders. You can say that it is a universal language in welding to maintain uniformity, consistency and accuracy.
Use of Welding Symbols on Drawings
The welding symbols indicate the welding processes deployed in metal joining operations. They show all information necessary to understand the basic shape and locations of welding components.
Here are the five most commonWelding Symbols with Examples
-
Groove-V
A groove weld is used to show parts coming together in the same plane. It is usually performed to make edge-to-edge joints but they are also sometimes used for corner joints, T joints, and joints between curved & flat pieces.
Groove-V gets its name from the V-shaped angle that it gets after the edges of both workpieces are cut off. There can be a single or double Groove-V, that is usually used for thicker materials because it is easy to apply the weld and create a stronger weld.
-
Groove-Bevel
In groove-bevel, the edge of one workpiece is cut-off and the other one is left square. It needs less joint preparation as well as less weld metal. It is also used for thicker materials or when it is possible to modify one of the connecting components.
-
Groove-J
When the edge of one of the pieces gets concave treatment while the other one is left square, it results in a J-shaped angle known as groove-J. The groove cuts in less material which means less weld filler is used. However, groove-J is not as easy or affordable as groove-bevel.
-
Fillet
The fillet weld symbol is represented as a right triangle placed on the reference line with the perpendicular leg on the left. It is used when the two members of the joint come together to form an intersection of 90 degrees. Fillet welds are generally used for boiler and pressure vessel manufacturing industries.
-
Back or Backing
A back weld is formed on the back side of the joint once the groove weld is performed. A backing weld, on the contrary, is applied to the root of the groove before the groove is welded. However, they both use the same symbols.
If you are looking for welding electrodes and consumables, you can consider D&H Sécheron Electrodes Pvt. Ltd. made products that is an ISO 9001-2015 certified company and a trendsetter in the welding consumables industry since its inception in 1966.

A technique which is a blend of speed, versatility, and high quality. From heavy construction to precision manufacturing flux cored arc welding is used across industries. In this blog, we will break down the essentials of FCAW, and its various types and compare it to other arc welding methods.
What is Flux Cored Arc Welding (FCAW)?
Flux Cored Arc Welding is a semi-automatic and automatic welding process. It uses a continuously fed tubular wire filled with flux to join metals. When compared to other arc welding methods it can be a more flexible option. This makes it a great choice for harsh outdoor and all-position projects.
What are the types of FCAW
There are two primary types of FCAW:
Self-Shielded FCAW: Self-Shielded FCAW uses a tubular wire filled with flux and generates its shielding gas as it melts. This feature eliminates the requirement for an external gas source, making it ideal for outdoor projects. It is an ideal option for construction, pipe welding, and other heavy projects. It’s a great option especially where gas welding machines aren’t feasible.
Gas-Shielded FCAW: Unlike the first option, Gas-Shielded FCAW needs an external gas shielding gas source. It is typically carbon dioxide or a mixture of argon and carbon dioxide. Often used in controlled environments like manufacturing plants or workshops it is known to produce cleaner welds.
How Flux Cored Arc Welding Works
Welding Machine: A welding machine is required to produce heat during the welding process. The size and output capacity varies depending on the project’s necessities.
Welding Composition: The flux-filled wire used in this process contains shielding agents and deoxidizers. Depending on the metals that are to be welded different wire types are used (stainless steel, mild steel or cast iron welding rods for more specific applications).
Welding Position: The most remarkable quality of FCAW is it can be used in all welding positions, no matter whether it's flat, vertical, horizontal, or overhead. This makes it extremely suitable for a range of jobs across various industries.
Advantages of flux cored arc welding
1. High Deposition Rate: FCAW allows higher rates of deposition than other welding methods.
2. All Position Welding: It can be used in all positions which can offer a lot of versatility, especially for complex projects.
3. Minimal Preparation: FCAW can handle welding through rust, dirt, and other such impurities which reduces the requirement for considerable pre-weld cleaning.
4. Strong and Durable Welds: Welds produced with FCAW can withstand harsh conditions easily.
Primary Applications of Flux cored arc welding
1. Construction: It is widely used for building infrastructure like buildings, bridges and steel structures.
2. Shipbuilding: As it is ideal for welding large steel sheets it is used in ship construction.
3. Heavy Equipment Repair: Its versatility and ability to create quality deep welds make FCAW perfect for repairs in challenging environments.
4. Manufacturing: FCAW can be used for the general fabrication of steel products in a controlled environment.
Offering strong and reliable welds it is an effective welding method. Opting for self-shielded FCAW for outdoor jobs or gas-shielded FCAW for cleaner welds, is a process that truly stands out for its various advantages. We at D&H Sécheron believe that innovation across industries will lead flux cored arc welding to be a crucial tool for projects of all sizes.

Understanding the Types of Welding Wires and Their Applications
Introduction
Welding involves joining materials, typically metals, using heat to create a strong, durable bond. While skilled welders play a crucial role, the choice of welding wire is equally important. Let’s explore how different welding wires are designed for specific applications, understand their types and their applications since these can make a significant difference in the quality and integrity of the weld.
MIG Wire Types:
Metal Inert Gas welding, is known for its versatility and efficiency and come in various types:
1. Solid Wire: Solid MIG wires are used with a shielding gas to protect the weld area from atmospheric contamination. These wires are suitable for welding materials like steel, stainless steel, and aluminium. Solid wires produce clean, aesthetically pleasing welds.
2. Flux-Cored Wire: A type of MIG wire that contains a core filled with flux materials. These wires are ideal for welding in less-than-ideal conditions, as the flux creates a shielding gas when melted. Best for thicker materials and outdoor welding where wind and environmental factors can affect the shielding gas.
3. Dual-Shield Wire: Dual-shield wires combine the benefits of both solid and flux-cored wires. They have a solid metal exterior and a flux core, offering good penetration and weld quality. These wires are ideal for welding heavy and high-stress materials.
Welding Material and Its Impact:
The material you intend to weld has a significant impact on the choice of welding wire. Different materials have varying melting points and compositions, making it crucial to select the right welding wire for the job.
1. Steel: Solid wire with a shielding gas is suitable for mildly thick stainless steel, while flux-cored wire is excellent for thicker steel or when outdoor conditions make gas shielding challenging.
2. Aluminium: Welding aluminium requires a specialized approach. Aluminium MIG wires are softer and more flexible than steel wires to accommodate the material's unique properties.
3. Stainless Steel: Stainless steel welding demands the use of specialized stainless steel MIG wires that prevent contamination and ensure a clean, corrosion-resistant weld.
4. Copper and Brass: For copper and brass materials, you'll need to choose the appropriate MIG wire to ensure a strong and durable weld without impurities.
Flux Core Wire:
Flux-cored wire has self-shielding capabilities that generates a protective atmosphere, making it a versatile option that is useful for applications involving welding materials with surface contaminants, as the flux can clean the weld during the process.
Flux-cored wire is used in construction, shipbuilding, and structural fabrication or for applications involving thicker materials and heavy-duty projects.
Conclusion:
Understanding the different types of welding wires and their applications is crucial for achieving high-quality welds. The choice of welding wire should be based on the materials you're working with, the environmental conditions, and the specific requirements of the project.
When it comes to selecting the right welding wire for your projects, D&H Sécheron stands out as a trusted and industry-leading choice. With a wide range of welding wires that cater to various materials and applications, D&H Sécheron provides the quality and expertise you need for successful welding.

Ways to Prevent Weld Defects When Working with Different Materials – A Comprehensive Guide
When it comes to welding, producing strong and flawless welds is the ultimate goal. At D&H Sécheron, we understand the importance of weld quality and the challenges that arise when working with different materials. In this informative blog, we'll explore effective ways to prevent welding defects and ensure optimal weld strength.
Understanding Welding Defects:
Welding defects can arise from various factors, including improper technique, inadequate preparation, and the unique properties of the materials being joined. These defects not only compromise the structural integrity of the weld but also affect its overall performance and longevity. To achieve impeccable welds, it's crucial to address potential defects before they manifest.
1. Thorough Material Analysis and Selection
Different materials have distinct characteristics, including thermal conductivity, melting points, and expansion rates. Before initiating any welding project, it's essential to conduct a comprehensive analysis of the materials being joined. This analysis allows you to determine the optimal welding process, filler materials, and welding parameters to ensure a harmonious fusion of metals.
2. Proper Welding Technique and Parameters
Selecting the appropriate welding technique and parameters is vital when working with diverse materials. Adjusting the heat input, travel speed, and electrode size based on the material's properties helps prevent overheating, distortion, and inadequate fusion. D&H Sécheron, as one of the leading welding companies in India, offers expert guidance to help you fine-tune your welding techniques for superior results.
3. Pristine Material Preparation
Effective welding begins with proper material preparation. Thoroughly cleaning and degreasing the base metals remove contaminants that can contribute to defects. Additionally, precise bevelling and alignment of joint edges ensure optimal penetration and fusion during the welding process, enhancing the weld's strength and integrity.
4. Metallurgical Compatibility
Welding materials with varying metallurgical compositions can pose challenges. It's essential to understand the potential reactions between different materials to prevent defects such as cracking, porosity, and brittle welds. Employing compatible filler materials and adopting appropriate preheating techniques can mitigate these challenges and enhance weld quality.
5. Shielding Gas and Flux Selection
The choice of shielding gas or flux plays a critical role in preventing defects, especially in processes like MIG and TIG welding. Proper selection of these elements creates a protective atmosphere that shields the weld pool from atmospheric contamination, reducing the risk of defects such as porosity and oxidation.
Conclusion:
Understanding the unique challenges associated with different materials and implementing effective preventive measures helps to ensure seamless welds with exceptional strength and durability. D&H Sécheron is here to guide you every step of the way, offering top-notch welding advice, high-quality materials, and unparalleled support to elevate your welding projects to new heights.
At D&H Sécheron, we take pride in being a reliable partner in your welding endeavors. Our commitment to quality, expertise, and innovation makes us stand out among welding companies in India. We provide a comprehensive range of welding materials, including filler rods, electrodes, and fluxes, all designed to enhance your welding experience and help you achieve impeccable welds.

Ways of Using Stainless Steel Rods: Pros and Cons
Stainless steel is a popular choice in various industries for its exceptional properties, including corrosion resistance, durability, and aesthetic appeal. When it comes to welding stainless steel, using the right welding rods is crucial to achieve strong and long-lasting welds.
Let’s get to know the different ways of using stainless steel electrodes, along with their pros and cons.
Advantages of Stainless-Steel Welding
- Corrosion Resistance: Stainless-steel welding is exceptionally resistant to corrosion because of the chromium it contains which forms a protective oxide layer on the surface when exposed to oxygen. This oxide layer acts as a barrier, preventing rust and corrosion, making it suitable for applications in harsh environments.
- Durability and Strength: Known for its high strength and durability, it’s preferred for applications that require structural integrity and longevity. When properly welded, stainless steel joints exhibit excellent mechanical properties, including toughness and fatigue resistance.
- Aesthetic Appeal: Stainless steel provide a sleek and polished finish, making it ideal for applications where visual appeal is essential such as architectural structures, kitchen appliances, etc.
- Wide Range of Applications: Because of its versatility, it is used in a wide range of applications and industries like construction, automotive, food processing, pharmaceuticals, etc.
Disadvantages of Stainless-Steel Welding
- Cost: Stainless-Steel welding is more expensive primarily because of the higher price of the metal itself, as well as the specialized equipment and techniques required for stainless steel welding.
- Heat Sensitivity: Because of its lower thermal conductivity, it retains heat more efficiently which makes it prone to distortion and warping. Proper heat management and welding techniques are essential to mitigate these issues.
- Specialized Equipment and Expertise: Welding stainless steel requires the use of appropriate shielding gases, filler metals, and welding techniques for achieving high-quality welds along with skilled welders with expertise in stainless steel welding are crucial for optimal results.
Ways of Using Stainless Steel Rods
- Shielded Metal Arc Welding (SMAW): Also known as stick welding, SMAW is a popular method suitable for both indoor and outdoor applications. It involves using a consumable electrode coated with flux to create an arc between the electrode and the base metal.
- Gas Tungsten Arc Welding (GTAW): Commonly known as TIG welding, GATW uses a non-consumable tungsten electrode and an inert shielding gas to protect the weld from atmospheric contamination. GTAW provides precise control and produces high-quality welds, making it suitable for intricate and critical applications.
- Metal Inert Gas Welding (MIG): MIG welding is a semi-automatic process that utilizes a continuously fed wire electrode and an inert shielding gas. It offers high productivity and is suitable for thicker stainless-steel sections. MIG welding is commonly used in industries such as automotive, fabrication, and manufacturing.
Welding stainless steel using the appropriate stainless-steel rods offers numerous advantages, including corrosion resistance, durability, and aesthetic appeal. However, it is essential to be aware of the potential disadvantages and employ the right welding materials to ensure successful outcomes. At D&H Secheron, we provide high-quality stainless steel welding rods that are designed to deliver reliable and efficient welds. Explore our range of stainless steel welding rods to enhance your metal welding projects.

Weathering Steel vs. Traditional Steel: A Comparative Analysis of Performance
Introduction
Steel is one of the most ductile and toughest materials that has been the prime need in various types of construction and manufacturing. The invention of weathering steel gave a new dimension to steel fabrication. In this blog, we will compare the performance of weathering steel with traditional steel and understand how welding products offered by D&H Sécheron contribute to the effective use of products offered by them.
Understanding Weathering Steel
Weathering steel, often referred to by the genericized trademark COR-TEN steel, is a group of steel alloys developed to eliminate the need for painting and form a stable rust-like appearance after several years' exposure to weather. The material has alloy elements such as copper, chromium, and nickel that develop an oxide protective layer on their surface when in contact with the elements.
Traditional Steel and Its Properties
Traditional steel, sometimes known as carbon steel, is 2% alloy of iron and other elements. It is a very flexible alloy, hence it can accommodate any kind of welding process but may decay or flake due to oxidation.
Comparative Analysis of Performance
Corrosion Resistance
The formed oxide layer at the weathering steel surface, in reaction with corrosion, has a better resistance ability and hence acts as the best candidate for outdoor applications under severe weather exposure. On the other hand, traditional steel calls for treatments that will facilitate better corrosion resistance.
Mechanical Performance
Furthermore, mechanical performance presents a clear difference from traditional steel for weathering steel. Literature has quoted that weathering steel will have a higher content of α-FeOOH, CuO, and Ni compounds within the forming corrosion product than that of traditional steel, hence forming a much more compact, dense layer of rust and which offers better protection to the steel against corrosion.
Role of Welding Materials
Welding consumables to be used, including welding wire and stainless steel welding electrodes, definitely make up one of the quintessential parts to join these steels. The stainless steel welding electrodes come designed with specific alloy compositions that allow basing metal match and accordingly achieve required weld characteristics. Welding wire, on the other hand, is used to deposit a weld and comes from a spool of metal wire.
D&H Sécheron: Enhancing Steel Welding
At D&H Sécheron, we are committed to facilitating the effective use of both traditional and weathering steel through our broad selection of high-quality welding products. Our offerings, which include stainless steel welding electrodes and welding wire, are designed to meet the diverse needs of our customers and ensure smooth results and increased production efficiency, regardless of the type of steel being welded. While traditional steel has its advantages, the superior corrosion resistance and mechanical performance of weathering steel make it a compelling choice for many applications. As a leading manufacturer, we are dedicated to enhancing the welding industry with our high-quality products.

Back to Welding Basics: A Guide for Beginners
“Everything in life goes back to basics”, says the MMA artist Kron Gracie.
While his skill set lies elsewhere, this quote stands true for the world of welding as well. To have great expertise, one needs to know the welding basics in and out.
What is Welding?
To start off our discussion on welding basics, here’s a simple definition of welding.
Welding is the process by which two or more parts of a material are joined together by the means of heat, pressure or both. The most commonly welded material is metal.
Welding Basics: Terms and Terminologies
To be thorough in welding basics, there are certain terms you need to be familiar with. These are:
Parent or Base Metal: The parts of metal that are going to be welded.
Weld: This part of welding basics, obviously, is the part where the metals have been fused together. The welded joint, sometimes, is also referred to as the weldment.
Filler or Consumables: The material required for the joining of the metal parts, like welding flux, are called fillers or welding consumables. They can further be divided into conventional welding consumables and reclamation welding consumables.
Welding Arc: All types of arc welding: SMAW, SAW, FCAW, MIG and TIG Welding, work in the concept of an arc in welding. An arc, simply put, is the electric discharge between two electrodes.
Welding Fixture: These are devices used to hold the parent metal and other parts in a steady position. This ensures the safety of the welder and a clean weld.
Welding Basics: Equipment and Materials
As you study and practice welding, you’ll realize that the know-how of your equipment is a quintessential part of welding basics:
Welding Rod: A welding consumable that comes in the form of a rod or wire.
Acetylene and Acetone: Another part of gas welding basics, are these two materials. Acetylene is a highly flammable gas that is used in gas welding. It is made of hydrogen and carbon. A welding torch is used to control the flow of the gas. Acetone is a liquid that is used to dissolve as well as stabilize Acetylene.
Welding Electrode: A welding electrode is a rod which carries the current to have sufficient heat for the process of welding. The current moves between the electrode holder and the arc. Another common type is flux-covered electrodes.
Flux: Welding flux is a mixture of materials, typically carbonate and silicate, that are used to shield the arc. Welding basics 101: the most important part welding flux plays is to protect the weld metal from contamination by atmospheric gases.
Welding Basics: Safety Equipment
The most overlooked yet the most important part of welding basics is the safety aspect of it. Many welders often skip one part of the equipment or another. Here is a list of welding safety equipment every welder must use:
Welding Gloves
Welding Helmet with eye protection
Welding Boots
Pants with no cuffs for welding
Welder’s Jacket which is heat resistant
Respirators for lung protection
Ear plugs
Here ends the guide to welding basics for a beginner welder. For more details on welding, including 360-degree welding support, visit D&H Sécheron - India’s leading welding consumables manufacturer.

Table of Contents
-
Functions of Welding Flux
-
Use of Flux in Welding Processes
a. SAW – Submerged Arc Welding
b. SMAW – Shielded Metal Arc Welding
c. FCAW – Flux Cored Arc Welding -
Choosing the Right Welding Process
-
Conclusion & Call to Action
-
Key Takeaways
In welding, flux plays a vital role in protecting the weld zone and enhancing weld quality. But what is flux in welding? In simple terms, flux denotes a mixture of materials, typically carbonate and silicate, used during welding to shield the molten weld pool from atmospheric contamination. The term flux, in the English language, means a continuous flow, and in the context of welding, it refers to a shielding agent that prevents impurities and gases from interfering with the weld.
The key use of flux in welding is to protect the weld metal from contamination by atmospheric gases. This is achieved through the combination of various flux ingredients such as calcium, calcium carbonate, calcium fluoride, magnesium, potassium and manganese oxides, sodium, silica, and aluminium oxide. These components are not just for shielding; they also help in arc stabilisation and enable better control over the mechanical properties of the weld. The use of flux in welding ensures a cleaner, stronger, and more reliable weld joint.
Functions of Welding Flux
Why flux is used in welding goes beyond just shielding. It contributes to both the physical and chemical stability of the weld. Here are its key functions:
-
A shielding agent: The welding flux has a lower density than the weld metal. Therefore, while welding, the welding flux melts and floats around the weld and deposits itself. This creates a protective layer that shields the molten pool from atmospheric contamination.
-
Prevents oxidation: Upon heating, flux in welding produces gases that push back the atmospheric gases and prevent oxidation as well as any potential reactions that could occur with nitrogen. These gases ensure the weld does not react with harmful elements like oxygen or nitrogen.
-
Creates slag for further shielding: The remains of welding flux solidify to create slag, which adds to the protection of the welded area. This slag layer also helps control cooling and improves the weld’s mechanical properties.
-
Used as a coating in electrodes: Welding flux is commonly used as a coating in various arc welding processes such as SMAW, SAW, and FCAW. It not only provides shielding but also stabilises the arc, improves weld bead appearance, and simplifies slag removal, making it essential in both manual and automated welding operations.
Each of these functions highlights the importance of flux in welding and reinforces its role in achieving cleaner, stronger, and more reliable welds.
Use of Flux in Welding Processes
Different welding techniques employ flux in welding in unique ways, each tailored for performance and efficiency.
-
SAW - Submerged Arc Welding
Submerged Arc Welding (SAW) uses granular SAW flux for shielding. Benefits include:
-
Higher deposition rates for faster welding
-
Improved mechanical properties of the weld
-
Better heat control and deeper penetration
The SAW flux also controls the heat while welding, helping concentrate the heat and enabling deeper weld penetration.
-
SMAW - Shielded Metal Arc Welding
SMAW uses solid core wires for its electrode. The welding flux is coated to the bare electrode by a process called extrusion. This flux coating aids in arc striking, arc stability, and slag removal, and ensures:
-
Stable arc ignition and control
-
Effective slag removal
-
Reliable shielding during welding
The welding flux is coated to the bare electrode by a process called extrusion.
-
FCAW - Flux Cored Arc Welding
As the name suggests, Flux Cored Arc Welding uses welding flux as a core part of its process. The flux-cored wire contains flux within and is available in two variants:
-
Gas-shielded (requires external shielding gas)
-
Self-shielded (no external gas needed)
Other variants include low-alloy steel flux wires. FCAW advantages:
-
High deposition rates
-
Effective in all welding positions
-
Stronger and cleaner welds compared to other welding methods
-
Ideal for outdoor, windy, or contaminated environments, including materials with scale and rust
The flux-cored wires are further divided into gas-shielded and self-shielded... welding contaminated materials with scale and rust too!
Choosing the Right Welding Process
Selecting the most suitable welding process is crucial for achieving optimal results in terms of strength, efficiency, and weld quality. The decision depends on several key factors:
-
Project Scale and Nature: Large-scale industrial projects like pipelines or structural beams may benefit from high-deposition processes such as SAW, while smaller, precision tasks may require SMAW or FCAW.
-
Desired Outcomes: If the goal is speed and high productivity, flux-cored welding offers excellent deposition rates. For projects needing an aesthetic finish and minimal spatter, SMAW or TIG may be preferable.
-
Welding Positions: Some processes, like FCAW, are versatile and can be used in all positions, flat, vertical, and overhead, making them ideal for complex site work.
Choosing the right welding method requires a balanced consideration of performance expectations and operational conditions. Whether working indoors or outdoors, on clean or contaminated surfaces, there's always a suitable welding technique to meet the challenge.
Welding flux plays a vital role in achieving clean, strong, and reliable welds, whether used in SAW, SMAW, or FCAW processes. From shielding against atmospheric contamination to stabilising the arc and improving mechanical properties, the use of flux in welding is indispensable for professionals across industries.
Never let the materials available be a deciding factor. With the right consumables and process selection, welders can tackle diverse challenges with confidence and consistency.
At D&H Sécheron, we offer a premium selection of welding flux and flux-cored arc welding products tailored for diverse applications. Explore our MAXFLUX range and discover how the right flux can transform your weld qu
ality.
Key Takeaways
-
Welding flux shields the molten pool, controls oxidation, and forms slag.
-
What is flux in welding? It’s a blend of compounds that improves weld quality.
-
Why flux is used in welding: Ensures stronger welds, arc stability, and defect prevention.
-
Flux in welding varies by process: SAW, SMAW, and FCAW each apply it differently.
-
Choose D&H Sécheron for reliable, high-performance welding flux solutions.

Essential Guide to Welding for Beginners: Tools and Types
If you're new to the welding process, understanding the tools and types of welding can be daunting. In this blog, we will help beginners understand the different types of welding and the tools required to start welding.
Welding Types and Definition
Welding is a fabrication process where heat, pressure, or both are used to fuse two or more parts together, creating a joint as the parts cool. It is commonly used on metals and thermoplastics but can also be used on wood.
The applications of welding in the manufacturing process are vast, especially in industries like construction, aerospace, automotive, and many others.
Welding types are classified based on the welding process and the welding material. The most common welding types are MIG welding, Tungsten Inert Gas (TIG) welding, Stick/Submerged Metal Arc Welding (SMAW), Submerged Arc Welding (SAW) and Flux Cored Arc Welding.
Let us look at each welding type in detail:
- MIG Welding is a welding process that uses a spool of wire to feed the welding material into the weld joint. It is one of the easiest welding processes to learn and is commonly used for manufacturing processes.
- TIG Welding or Tungsten Inert Gas welding is a welding process that uses a non-consumable tungsten electrode to create an arc. The welding material is fed into the weld joint manually. TIG welding produces high-quality welds with excellent precision, making it ideal for thin materials.
- Stick Welding, also known as Shielded Metal Arc Welding (SMAW), is a welding process that uses a consumable electrode to create an arc. The welding material is automatically fed into the weld joint, and the slag is removed manually. Stick welding is a versatile welding process used in a variety of applications.
- Submerged Arc Welding (SAW) is a process that uses a continuously fed electrode (wire) that is shielded by a layer of granular flux. The flux helps to protect the weld from contamination and allows for deep penetration.
- Flux Cored Arc Welding (FCAW) is a welding process that uses a wire with a flux core to create an arc. The flux core provides shielding gas to protect the weld joint. FCAW is commonly used for welding thick materials and in outdoor environments.
A List of Basic Welding Tools
Welding tools are essential for any welding project. Here are some of the most commonly used welding tools:
- Welding Machines are the most critical tool in welding. They provide the electrical current needed to create an arc and melt the welding material.
- Welding Helmets protect the welder's eyes and face from harmful UV and infrared rays produced during welding. They also protect against sparks and flying debris.
- Welding Gloves protect the welder's hands from heat, sparks, and flying debris.
- Welding Jackets protect the welder's torso and arms from heat, sparks, and flying debris.
- Welding Consumables are the materials used in welding, such as welding wire, flux, and electrodes. D&H Sécheron is a leading manufacturer of welding consumables.
- Flux Cored Arc Welding Wire is a type of welding wire used specifically in FCAW. It has a flux core that provides shielding gas to protect the weld joint. Deposition rates, joint design, and travel speed can impact the choice of welding wire.
- TIG Welding Rods, used to create an arc in TIG welding, are made of non-consumable tungsten.
- Stick/SMAW Electrodes are used in SMAW and are made of a consumable metal that is melted to create an electrical arc and provide shielding against the surrounding air.
Conclusion
Welding is an essential manufacturing process used in various industries. Understanding the different welding types and tools is crucial for beginners to get started with the welding process. With this essential guide, beginners can start welding with confidence. Remember to always follow safety guidelines and wear protective gear while welding.
And, if you are looking for high-quality welding consumables in India, get in touch with D&H Sécheron for all your welding needs.
.webp)
Table of Contents
-
Importance of Welding Goggles and Helmets in Welding Safety
-
How D&H Sécheron Provides Complete Welding Safety Gear
-
Why Welding Helmets and Goggles Are Non-Negotiable for Every Welder
-
Impact of Using Quality Welding Safety Gear on Weld Quality
Welding forms the backbone of India’s fast-growing construction sectors, providing employment to millions and powering vital infrastructure projects. However, behind the sparks and success lie serious occupational hazards, especially threats to eye health. A study conducted in Delhi found that around 59% of welders experienced eye problems due to prolonged exposure to intense light, smoke, and dust. These alarming figures highlight the critical need for using proper welding safety equipment, such as helmets and goggles. In fact, studies have shown that approximately 90% of work-related eye injuries are preventable with the use of the right welding protection equipment. These numbers make one thing clear: welding helmets and welding goggles are not optional; they are essential safety tools. They help prevent long-term damage, minimise injury-related downtime, and promote a safer, more efficient workplace.
In this blog, we showcase how advanced welding accessories like the Supra Welding Helmet and the Supra Welding Goggles can make a significant difference in safeguarding welders and enhancing operational performance.
Importance of Welding Goggles and Helmets in Welding Safety
Welding involves high-risk tasks that expose workers to intense heat, sparks, flying metal particles, and harmful radiation, making eye and face protection essential. Welding goggles protect the eyes from dangerous sparks and harmful radiation, while welding helmets shield the entire face. In India, where the awareness of occupational hazards and the utilisation of safety measures among welders are often poor, the use of proper protective gear becomes even more critical.
How D&H Sécheron Provides Complete Welding Safety Gear
As one of India's most trusted names in welding accessories and solutions, D&H Sécheron offers a comprehensive range of welding protection equipment designed to meet global standards.
-
Supra Safety Goggles - Supra Safety Goggles strongly protect against UV/IR radiation, sparks, and debris. Lightweight and impact-resistant, they feature anti-fog lenses for clear visibility, making them ideal for safe and precise welding.
-
Supra Welding Helmet - Supra welding helmet offers full-face protection with an auto-darkening filter for clear visibility and reduced eye strain. Built for durability and comfort, it's ideal for long, high-intensity welding sessions.
-
Supra Welding Hand Shield - Supra welding hand shield provides quick, reliable face protection from heat, sparks, and metal shards during manual welding. Lightweight and easy to use, it's a handy safety solution when a full helmet isn’t needed.
Why Welding Helmets and Goggles Are Non-Negotiable for Every Welder
Despite clear safety risks, some welders still overlook the importance of proper welding protection equipment. But skipping safety equipment can lead to serious consequences, including:
-
Flash burns caused by unprotected exposure to intense UV rays
-
Long-term vision issues, such as cataracts or retinal damage
-
Facial injuries from molten metal, sparks, and flying debris
Many of these are preventable with the use of certified welding accessories. Wearing the right welding helmet and goggles doesn't just protect against accidents, but also:
-
Boosts confidence when handling complex or high-risk tasks
-
Reduces eye and mental fatigue, improving accuracy and productivity
-
Minimises downtime and medical costs, ensuring safer and more efficient operations
Impact of Using Quality Welding Safety Gear on Weld Quality
Welding safety gear boosts both protection and weld quality. Here’s how D&H Sécheron’s welding protection equipment makes a difference:
-
Auto-darkening helmets: They ensure uninterrupted visibility, allowing welders to maintain focus during arc transitions.
-
Anti-fog goggles: It solves visibility issues in hot and humid environments, ensuring a clear view throughout the job.
-
Ergonomic, comfortable designs: It enables longer work durations with reduced fatigue.
These thoughtful features safeguard workers, improve weld quality, reduce errors, and help projects stay on track.
Welding safety gear is critical in protecting welders from injuries while enhancing focus and overall performance. In a country like India, where welding-related occupational hazards remain a concern, prioritising safety with the right gear is essential.
D&H Sécheron offers trusted, high-quality helmets, goggles, and shields that meet global standards. From Supra's range of goggles, helmets, and hand shields, every product is engineered for durability, comfort, and maximum protection.
Explore the Supra Welding Accessories by D&H Sécheron today and give your welding team the protection they deserve. Contact us now to find the right welding safety gear for your needs.
Key Takeaways
-
Essential Protection: Welding helmets and goggles are critical for shielding against sparks, UV/IR radiation, and flying debris.
-
Supra Safety Range: D&H Sécheron’s globally certified gear offers superior durability, comfort, and visibility for industrial welders.
-
Injury Prevention: Quality protective equipment can help reduce welding-related injuries by up to 90%.
-
Improved Performance: High-grade safety gear enhances weld accuracy, minimises errors, and increases overall productivity.

How Welding Techniques can Increase Productivity and Quality in Manufacturing
Welding, which involves joining two or more metal components to create a single entity, is a crucial process in the manufacturing industry. A wide range of welding techniques is used extensively in manufacturing processes across industries such as construction, automotive, aerospace, and shipbuilding, among others.
With the advancement in welding techniques and technology, manufacturers can now achieve high-quality welds while increasing productivity, resulting in cost savings and improved bottom lines.
In this article, we will discuss the various new and advanced welding techniques in manufacturing that can enhance productivity and quality in manufacturing.
Welding Techniques in Manufacturing: How to Improve Productivity in the Industry?
Robotic Welding
Robotic welding is a highly efficient method of welding that involves using computer-controlled robots to perform welding tasks. It is widely used in the manufacturing processes of the automotive industry and other industries that require repetitive welding tasks.
Robotic welding offers high precision, speed, and consistency, which can lead to higher productivity and quality. Additionally, robotic welding eliminates the risk of human error, reducing the likelihood of defective products.
Plasma Welding
Plasma welding is a specialised welding technique that uses a high-velocity plasma arc to melt metal and fuse it together. This method produces high-quality welds with minimal distortion, making it an excellent choice for precision welding applications. Plasma welding is also faster than traditional TIG welding, reducing production time and improving productivity.
Laser Welding
Laser welding is another high-precision welding technique that uses a laser beam to melt and fuse metals together. It is commonly used in the aerospace and medical device industries due to its ability to create clean, precise welds with minimal heat input.
It is also one of the common techniques used for dissimilar welding - joining two different metals that have dissimilar chemical and mechanical properties - which requires expert skills to ensure a high-quality weld.
Laser welding offers increased productivity, as it can weld at a much faster rate than traditional welding methods, resulting in cost savings for manufacturers.
TIG Welding
Tungsten Inert Gas (TIG) welding is a technique that involves using a non-consumable tungsten rod to produce a weld. It is commonly used for welding thin materials and producing high-quality welds with minimal spatter.
TIG welding is versatile and can be used on a variety of metals, including aluminium and stainless steel. With proper training, TIG welding can lead to increased productivity and quality in the manufacturing process.
How to Improve Productivity in the Industry: Other Ways
In addition to utilising advanced welding techniques, there are several ways manufacturers can improve productivity in their welding processes. These include:
Streamlining the Welding Process: By analysing the welding processes, especially traditionally popular ones like SMAW welding and SAW welding, and making necessary improvements, manufacturers can reduce the time and resources required to complete welding tasks, resulting in increased productivity.
Investing in Automation: Automation can help reduce manual labour and improve the consistency and quality of welds, resulting in increased productivity.
Providing Proper Training: Proper training of welders can lead to increased productivity and quality by reducing the likelihood of errors and rework.
Improving Quality
Improving the quality of welds is crucial for manufacturers, as it can help reduce costs associated with scrap and rework. Here are some ways manufacturers can improve the quality of their welds:
Implementing Quality Control Measures: Quality control measures can help identify defects and ensure that welds meet specific quality standards, resulting in reduced scrap and rework.
Using High-Quality Materials: Using high-quality materials in the welding process can help ensure that welds are of high quality and meet specific requirements.
Regular Maintenance: Regular maintenance of welding equipment can help ensure that it is functioning correctly, leading to improved quality and productivity.
Conclusion
Welding is a crucial process in the manufacturing industry, and by utilising advanced welding techniques and making necessary improvements, manufacturers can increase productivity and quality, resulting in cost savings and improved bottom lines.
With proper training, implementation of quality control measures, and regular maintenance, manufacturers can produce high-quality welds and remain competitive in their respective industries.
D&H Sécheron is one of the leading providers of quality welding solutions in India. If you are looking for welding consumables, maintenance, training or process optimisations, get in touch with us today.
Welding Methods: A Complete Guide to 5 Common Types
Table of Contents
-
Introduction to Welding Methods
-
MIG Welding (Metal Inert Gas Welding)
-
SMAW Welding (Stick Welding)
-
TIG Welding (Tungsten Inert Gas Welding)
-
Plasma Arc Welding (PAW)
-
Laser Beam Welding (LBW)
-
Conclusion
-
Key Takeaways
Introduction to Welding Methods
Welding is not just the best way of joining two metals; it is also the only way to make two different parts into a single piece of metal. It’s a vital process of joining two or more pieces of metal by applying heat, pressure, or both, to form a strong joint. From skyscrapers and pipelines to cars and aircraft, welding plays a vital role in modern infrastructure and industry.
There are several types of welding, each suited to specific materials, environments, and applications. This blog will explore 5 of the most widely used welding methods: MIG, SMAW, TIG, Plasma Arc, and Laser Beam Welding. Whether you're a professional fabricator or simply exploring different types of welding, this guide will help you understand which process is right for your needs.
1. MIG Welding (Metal Inert Gas Welding)
Metal Inert Gas or MIG welding is one of the easiest welding types. It’s often the first technique a beginner learns, and it is also called GMAW or Gas Metal Arc welding as it is a type of arc welding. This arc welding process feeds a solid wire electrode through a welding gun, where it melts and fuses to join two metal pieces. MIG welding is highly versatile, working exceptionally well with stainless steel, aluminum, and thin sheet metals, making it a popular choice for both beginners and professionals alike.
Common Applications:
-
Automotive manufacturing
-
Light structural fabrication
-
Sheet metal work
Benefits:
-
Simple to learn and use
-
Produces smooth, clean welds with minimal spatter
-
Great for high-speed welding of thin materials
MIG welding is often the first process many welders learn because of its user-friendliness and versatility in common industrial applications.
2. SMAW Welding (Stick Welding)
Stick welding or Shielded Metal Arc Welding (SMAW) is a basic type of welding. Also known as Manual Metal Arc Welding (MMAW) or flux-shielded arc welding, this welding process is considered as a traditional form of welding.
SMAW welding is done by using a metal filler electrode, also called a stick. It is put between the two materials which need to be welded and is molten by passing electricity through it. SMAW works effectively with materials like carbon steel, cast iron, and both low- and high-alloy steels, making it a reliable choice for a wide range of applications.
Common Applications:
-
Home and farm repairs
-
Construction and manufacturing projects
-
Shipbuilding and pipelines
Benefits:
-
Inexpensive equipment
-
Excellent for outdoor and windy conditions
-
Doesn’t require shielding gas
Among all welding types, stick welding stands out for its portability and reliability, especially in challenging environments.
3. TIG Welding (Tungsten Inert Gas Welding)
Tungsten Inert Gas welding or TIG welding is an arc welding technique. Also called Gas Tungsten Arc Welding (GTAW), it’s applicable to a wide variety of fields, but works wonderfully for industrial purposes.
The process uses a tungsten electrode to produce an arc, with the option of adding a separate filler rod. It’s suitable for mild steel, stainless steel, aluminum, and nickel alloys.
Common Applications:
-
Aerospace manufacturing and repairs
-
Automotive component fabrication
-
Art and ornamental welding
Benefits:
-
Produces clean, high-quality welds
-
Allows for precision and control
-
No spatter or slag
TIG welding is slower and requires more skill than other welding methods, but the results are unmatched in quality and appearance.
4. Plasma Arc Welding (PAW)
Plasma Arc Welding is somewhat similar to TIG welding. The main difference is that instead of tungsten, ionizing gases create heat to create the arc which finally creates the weld. This produces a highly concentrated, controllable arc capable of welding thick sections with precision. It is commonly used for materials such as stainless steel, aluminum, and other high-strength metals, making it ideal for applications requiring accuracy and durability.
Common Applications:
-
Aerospace engine parts
-
Turbine blade manufacturing
-
Industrial equipment
Benefits:
-
Highly precise with deep penetration
-
Excellent control over heat and arc
-
Minimal distortion
While PAW delivers unmatched accuracy, it requires advanced equipment and skilled operators, making it one of the welding types best suited for specialised, high-end industrial projects.
5. Laser Beam Welding (LBW)
These welds are created by using a laser. It joins two pieces of metal as the beam provides consistent and concentrated heat. This makes LBW ideal for high-precision work where heat control is critical. It is commonly used with materials such as steel, aluminum, and advanced alloys, delivering clean, strong, and reliable welds.
Common Applications:
-
Automotive manufacturing
-
Medical device production
-
Precision electronics
Benefits:
-
High-speed and accurate
-
Minimal heat-affected zones
-
Perfect for complex geometries
LBW requires expensive equipment and precision setup. While not suitable for all projects, it’s unmatched in precision-critical tasks.
6. Conclusion
Understanding the different types of welding is crucial to selecting the right method for your project. Whether you're working on light metal fabrication, large structural builds, or high-tech aerospace components. Each of these welding types has its unique advantages and ideal use cases. Choosing the right welding type, paired with high-quality consumables, is the key to efficiency, strength, and long-term durability. Whether you’re exploring gas welding or other popular welding methods, the right combination of skill and materials makes all the difference.
For expert advice and access to industry-grade products, explore our premium welding consumables or consult with D&H Sécheron’s welding specialists for tailored solutions that strengthen your craft and deliver unmatched results.
7. Key Takeaways
-
There are five core types of welding: MIG, SMAW, TIG, Plasma Arc, and Laser Beam Welding.
-
Each process offers different benefits based on material, precision, cost, and project size.
-
Selecting the right welding method ensures better performance, reliability, and results.
-
Equip yourself with the best solutions, D&H Sécheron is your trusted partner in welding excellence.

What is Welding PPE?
PPE for welding is the protective gear you wear to stay safe while working. It includes everything that shields you from heat, sparks, radiation, and fumes.
Most people think of it as just gloves and a helmet. But proper welding protective equipment goes beyond that. It is your first line of defence on the job.
If you have spent enough time around welding, you already know this. One missed layer of protection is all it takes for a burn or eye injury.
What PPE is Required for Welding?
If you are setting up your welding PPE kit, these are the basics you should not skip:
-
Heat-resistant welding gloves
-
Welding apron or protective clothing
-
Arm sleeves and leg guards
-
Safety boots
-
Respiratory protection
Think of this as your core welding safety equipment. Doesn’t matter if you’re new or doing this every day; you’ll end up using these anyway.
Types of Welding PPE
Welding Helmets and Eye Protection
Your eyes take the biggest hit in welding. Arc radiation is not something you see coming.
A good helmet protects against UV and infrared rays. It also helps you see the weld clearly. Supra Welding Helmet and Supra Safety Goggles are designed for this balance. Protection without losing visibility.
Welding Gloves
Gloves are one of those things you notice only when they are wrong. Too stiff and your grip feels off. Too loose and you keep adjusting. That gets frustrating fast.
Good welding safety gear should protect your hands without getting in the way. You still need to feel what you are doing. Supra welding gloves strike that balance. They manage heat while still letting you move and grip naturally.
Gloves are not just about heat. If they are too stiff, you feel it straight away. Hard to grip, hard to control. That slows you down. Good welding safety gear should protect your hands while still allowing you to move freely. Something like Supra Welding Gloves gives you that balance. You are not fighting your own hands while working.
Welding Aprons and Protective Clothing
Sparks and molten metal do not just stay in one place. They travel.
A proper apron and protective clothing act as a barrier. They reduce the risk of burns, especially during longer weld runs.
Arm Sleeves and Leg Guards
These are often ignored until something goes wrong.
Arm sleeves protect exposed skin. Leg guards protect against falling slag and sparks. Once you start using them, you realise how much they actually matter.
H3: Respiratory Protection
This is the most overlooked part of PPE requirements for welding safety.
Fumes build up quickly, especially in closed spaces. Breathing that in every day adds up over time.
Proper respiratory protection is not optional if you are working regularly.
Welding Hazards and Why PPE is Critical
Welding comes with real risks. Not theoretical ones.
Common welding safety hazards include:
-
Burns from heat and molten metal
-
Eye damage from UV radiation
-
Fume exposure
-
Electric shock
Most injuries do not happen because someone did not know better. They happen because safety was skipped just this once.
Welding PPE Safety Standards and Regulations
Following welding PPE regulations in India and international standards is not just about compliance. It is about consistency in safety.
Look for PPE that meets ISO and industry safety guidelines. Certified gear performs better under real conditions.
If your equipment is not up to standard, it shows when the job gets demanding.
H2: How to Choose the Best Welding PPE Kit
Choosing the best welding PPE kit is not about buying everything at once. It is about choosing what fits your work.
Start with your process. MIG, TIG, or stick welding all have different needs.
Then look at your material. Stainless steel, aluminium, and mild steel behave differently.
Fit matters more than people think. If your PPE is uncomfortable, you will stop using it properly.
Durability is also key. Good industrial welding PPE should last through regular use without failing when you need it most.
Best Welding PPE Kit for Professionals
When you weld regularly, you start picking up on small things. How do your gloves feel after a few hours? Whether the arc is steady or keeps acting up. Even though your helmet is at the end of the day.
That’s usually when your welding PPE kit and overall welding safety gear start to matter more.
Good gloves should handle the heat but still let you move properly. Supra Welding Gloves do that without feeling stiff. Same with your helmet and eye protection. If you’re wearing it for hours, it has to be comfortable. Supra Welding Helmet and Supra Safety Goggles help maintain clear visibility as part of your welding safety equipment.
Your holder and earth clamp matter more than people think. If the connection isn’t right, the arc feels off. The Supra Welding Holder and the Supra Earth Clamp help keep it stable.
Cables are another thing you don’t notice until there’s a problem. If the current isn’t steady, you’ll feel it straight away. Supra Welding Cables support consistent performance across your welding tools and accessories.
And for cutting work, a proper hose just makes things more predictable. Supra Natural Cutting Hose helps maintain safe and steady gas flow, especially in demanding setups.
It’s not really an extra gear. It’s just what a proper welding PPE kit looks like once you’ve figured out what works.
Welding PPE Kit Price and Investment Value
People often look at the welding PPE kit price as a cost.
In reality, it is an investment.
Cheap gear wears out fast. It also fails when you need it most. That leads to rework, injuries, and downtime.
Spending on good welding safety gear usually pays off. Not always in a big way at once, but over time, you see it. Fewer replacements, fewer small issues, and things just run smoother.
Conclusion
Welding gets easier once your safety setup is sorted.
It’s not one thing. It’s everything working together. Gloves, helmet, cables, the way your setup feels when you’re actually working. You don’t figure it all out on day one. It builds over time.
But one thing becomes clear pretty quickly. Good welding safety equipment is not something you cut corners on. It just makes the job go more smoothly and keeps you out of trouble. Contact D&H Sécheron today!
FAQs
What PPE is required for welding?
A basic welding PPE kit includes a helmet, gloves, apron or protective clothing, boots, and arm protection. If you are working in enclosed spaces, add respiratory protection. The goal is simple. Cover all exposed areas from heat, sparks, and radiation.
Why is PPE important in welding?
Welding involves multiple welding safety hazards like heat, fumes, and UV radiation. Skipping proper welding safety equipment might seem fine at first, but over time, it leads to burns, eye strain, and other issues. Good PPE keeps you protected and focused on the job.
What is the best welding safety gear?
The right welding safety gear depends on your process and work environment. MIG, TIG, and stick welding all need slightly different setups. Focus on comfort, durability, and proper fit so you can work without constant adjustments.

Mastering the Craft: The Welding Pros' Guide to Achieving Perfection
Welding is a fusion of skill, precision, and the right tools, and achieving flawless welds is the ultimate goal for any welding professional. In this comprehensive guide, we'll delve into essential tips and techniques that can help welding experts reach the pinnacle of their craft, while also highlighting the importance of top-quality materials like stainless steel welding rods and flux core wires.
Choose Wisely: Stainless Steel Welding Rods and Flux Core Wires
The foundation of any exceptional weld begins with the choice of materials. Stainless steel welding rods and flux core wires are two indispensable tools in a welder's arsenal. When selecting stainless steel welding rods, it's crucial to opt for high-quality rods that offer excellent corrosion resistance and durability. These rods play a pivotal role in producing strong, reliable welds that stand the test of time.
Flux core wires, on the other hand, bring versatility and efficiency to the table. Acting as both a filler wire material and a shielding gas source, flux core wires streamline the welding process, allowing for seamless joint formation. When using these wires, ensure they're sourced from reputable welding electrodes manufacturers to ensure optimal performance.
Pro Tips for Achieving Perfect Welds
1. Clean and Prep: Begin by meticulously cleaning and preparing the base metal. Removing rust, paint, and contaminants ensures a clean surface that promotes proper fusion.
2. Amperage Control: Adjust the welding machine's amperage according to the thickness of the material. Proper amperage control guarantees sufficient penetration and prevents overheating.
3. Angle and Speed: Maintain a consistent angle of around 15-20 degrees and a steady travel speed. This combination ensures uniform bead appearance and minimizes the risk of burn-through.
4. Avoid Over Welding: Resist the temptation to apply excessive heat or filler material. Over welding can lead to distortion, weak joints, and an unprofessional finish. Focus on precision and restraint.
Guidance for Welding Excellence
Mastering the art of welding goes beyond just wielding a torch—it requires knowledge, practice, and the right resources. Seek advice and mentorship from experienced welders, attend workshops, and continuously refine your skills.
D&H Sécheron: Your Partner in Welding Perfection
As you strive for perfection in your welding endeavours, D&H Sécheron is your unwavering ally. Our commitment to excellence is reflected in our range of stainless-steel welding rods and flux core wires. Crafted to the highest standards, these materials are designed to meet the demands of even the most challenging welding projects.
As you delve deeper into the world of welding, remember that every bead you lay is an opportunity to refine your technique and inch closer to perfection. Embrace the challenges, seek continuous improvement, and make use of the best materials available.
With D&H Sécheron's stainless steel welding rods, flux core wires, and unwavering support, you are set to discover the difference that quality materials and expert advice can make in your welding projects. Our partnership ensures you have the tools, knowledge, and resources to excel in your craft.
.webp)
Table of Content
-
Types of Welding Rods
-
The #1 Mistake in Welding
-
How to Avoid This Mistake
-
Best Practices for Welding Rods
What are Welding Rods?
Welding rods or welding electrodes are filler material that helps join two metal pieces together when heated, creating strong and durable joints. From construction sites to automotive repair shops, welding rods are essential components in various industrial applications. However, even expert professionals can make critical mistakes when selecting and using welding rods. These errors can lead to weak joints, cracks, and costly rework.
Types of Welding Rods
Welding rods are of various types, each designed with unique materials and features to suit multiple welding needs. The different types of welding rods and their functions include:
-
Stick Electrodes: They are used in Shielded Metal Arc welding (SMAW). They come in various types, such as E6010, E6011, and E7018, each with unique properties. They are best for Outdoors and heavy-duty applications.
-
TIG Rods: They are used in gas tungsten arc welding (GTAW). They come in various materials, like stainless steel and aluminium, to match the welded base metal. They are used in aerospace and automotive manufacturing.
-
MIG Wires: They are used in Gas metal arc welding (GMAW). These wires are available in different compositions, such as mild steel, stainless steel, and aluminium. They are used in automotive and industrial welding.
The #1 Mistake Even Pros Make!
-
Weak Welds That Fail Under Stress: A poor choice of electrode can result in fragile joints, making the weld unable to withstand heavy loads
-
Cracks That Compromise Structural Integrity: Incorrect welding rods can cause brittle or porous welds, leading to cracks and fractures over time
-
Poor Bonding Between Different Metals: Using the wrong rod for a particular metal type can lead to weak adhesion, reducing the overall durability of the weld
Imagine a welder working on heavy machinery like bulldozers or industrial cranes constructed from thick, high-strength steel. Using an incorrect welding rod in such scenarios can result in welds that lack the necessary strength to withstand extreme pressures and vibrations. Over time, these may lead to structural failures, costly repairs, and significant safety hazards. This is why understanding and avoiding these errors is critical for both beginner and expert welders.
How to Avoid This Mistake
To prevent this costly error, welders must follow these best practices:
-
Check the Metal Type: Always use a rod that matches the base metal you are welding. Different metals require specific electrodes for optimal results. For instance, E7018 is ideal for high-strength steel, while E6013 works well for general-purpose mild steel applications.
-
Know the Coating & Current Type: The coating on a welding rod plays a crucial role in penetration, arc stability, and residue removal, while the current type (AC or DC) determines its compatibility. Some electrodes, like E7018, are designed for AC use, whereas others, like E6011, are more versatile and can be used with both AC and DC, making them suitable for a wide range of welding conditions.
-
Consider the Job Requirement: When choosing a welding rod, consider the job requirements to ensure strong, reliable welds. For example, a 6013 rod for thin metal, a 7018 rod for thick metal, and an E11018 rod for high-impact welds requiring superior strength.
-
Conduct Quality Testing: Once welding is completed, conducting quality tests to verify the weld's strength and durability is crucial. Proper testing ensures the weld meets safety and performance standards, reducing the risk of failure and costly repairs.
Best Practices for Using Welding Rods
Besides choosing the right rod, these additional tips will improve your weld quality:
-
Storage- Store rods properly to prevent moisture damage.
-
Temperature- Set the correct temperature for each to ensure smooth arc stability.
-
Surface Preparation- Always clean the surface before welding to remove dust, oil, or dirt for better adhesion.
Selecting the right welding rod isn’t just a recommendation but a necessity for achieving strong, defect-free welds. Making informed choices can prevent structural failures, save time, and reduce costly mistakes. By carefully checking specifications and following best practices, you can ensure professional-grade results every time.
Adhering to these guidelines and utilizing the expertise of industry leaders like D&H Sécheron, welders can achieve superior performance, whether working on heavy machinery in the mining sector or precision components in aerospace applications. The right welding rod used the right way, makes all the difference.
Key Takeaways:
-
Rod selection: Using the wrong welding rod leads to weak welds, cracks and poor bonding
-
Understand Rod Types: Different welding processes require different rods. Match the rod to base metal for better bonding and strength.
-
Adhere to Best Practices: Proper storage, correct temperature settings, and thorough surface cleaning are essential.
Trust Expert Solutions: Choose industry leaders like D&H Sécheron for high-quality welding rods and expert guidance.

Welding Rods: Different Types and Tips for Properly Storing and Handling
Choosing the right welding rods plays a crucial role in achieving strong and reliable welds. Welding rods, also known as welding electrodes, are an essential component of the welding process. They come in various types, each specifically designed for different welding applications and materials.
Here, we have listed the different types of welding rods that are available with valuable tips for properly storing and handling them.
Understanding Welding Rod Types
To handle and store the welding rods in the correct manner it’s important to understand their types since they are categorized based on their composition and intended use.
a) Mild Steel Rods (E6010, E6011, E6013): Ideal for welding mild steel and widely used in general fabrication, construction, and maintenance work.
b) Stainless Steel Rods (E308, E309, E316): Designed for welding stainless steel rod, they offer excellent corrosion resistance and are commonly used in food processing equipment, chemical plants, and architectural applications.
c) Aluminium Rods (ER4043, ER5356): Specifically formulated for welding aluminium and its alloys. They are commonly used in automotive, aerospace, and marine industries.
d) Cast Iron Rods (ENi-CI, ENiFe-CI): Suitable for welding cast iron components, such as engine blocks, pipes, and machinery parts.
e) Tungsten Electrodes (WT20, WC20): Used in Tungsten Inert Gas (TIG) welding for their high melting point and excellent electrical conductivity.
Tips and Tricks for Storing Welding Rods
Proper storage of welding rods is crucial to maintain their quality and performance. Here are some essential tips for storing your welding rods:
a) Keep them dry: Moisture in welding rods cause porosity and weak welds. Store rods in a dry location. Use airtight containers or rod ovens with low humidity levels.
b) Protect from extreme temperatures: Excessive heat or cold alters the chemical composition of welding rods. Store them in a temperature-controlled environment, away from direct sunlight, open flames, or freezing conditions.
c) Organize by type: Organize your welding rods by type and label them accordingly. This saves time and prevents the accidental use of the wrong rod.
d) Avoid contamination: Dirt, oil, and moisture can compromise weld quality. Handle welding rods with clean, dry gloves. Avoid touching the electrode portion with bare hands.
Handling Welding Rods with Care
a) Avoid dropping or mishandling rods: Welding rods are delicate and are easily damaged if dropped or mishandled. Ensure that the rod's coating doesn’t chip off due to impact when transporting or moving them.
b) Inspect for damage: Visually inspect welding rods for cracks, bent ends, or excessive rust. Discard damaged rods to prevent weld defects.
c) Use the right storage containers: Invest in quality rod storage containers that provide adequate protection against moisture, dust, and physical damage. Avoid using improvised containers that may fail to keep your rods safe.
At D&H Secheron, renowned welding electrodes manufacturers, we are committed to providing high-quality welding materials. Our range of welding rods are designed to meet the diverse needs of various industries. Visit our website to explore our product offerings and enhance your welding experience.
Welding is widely used across industries. However, it comes with serious risks.
Welders are exposed to heat, light, and harmful fumes every day. Without proper care, these can impact health and safety.
Understanding welding safety, identifying welding hazards, and following proper safety precautions is important. It helps create a safer and more organised work environment.
This guide covers key welding safety practices for welders. It also highlights important equipment and practical tips.

Why Welding Safety Is Important
Welding involves high temperatures and electrical currents. It also produces toxic fumes. This makes it a high-risk activity.
Common welding hazards include:
-
Electric shock from faulty equipment or poor grounding
-
Arc radiation that harms the eyes and skin
-
Toxic fumes and gases that affect breathing
-
Fire hazards caused by sparks and flammable materials
Following proper industrial welding safety guidelines reduces these risks. It also improves productivity and efficiency.
Essential Welding Safety Equipment (PPE)
Welding Helmet and Eye Protection
Welding arcs produce intense light and radiation. This can damage your eyes quickly. Using a proper welding helmet, safety is essential. It helps prevent arc eye and long-term vision issues.
Protective Clothing and Gloves
Regular clothing is not enough for welding. Use proper welding PPE, or personal protective equipment. This includes flame-resistant clothing, gloves, and jackets. High-quality welding protective clothing keeps you safe from sparks, heat, and burns.
Respiratory Protection
Welding releases harmful fumes. These can affect your lungs over time. Understanding the health risks is also important. Always use masks or proper ventilation systems.
10 Important Welding Safety Tips
Welding involves heat, light, fumes, and electricity. Without proper precautions, it can cause serious injuries. Following the right welding safety tips and welding safety guidelines reduces risks. It also ensures a safe working environment.
1. Always Follow the Welding Machine Manual
The manual provides essential welding safety guidelines. It explains correct usage and precautions. Always read and follow it before starting.
2. Protect Your Eyes From Arc Radiation
Never look directly at the welding arc. Use certified helmets for proper arc welding safety.
3. Wear Proper Welding PPE
Always wear complete welding PPE. This includes helmets, gloves, and flame-resistant clothing.
4. Maintain a Clean Workspace
A cluttered space increases risk. Keep your work area clean and organised. It improves both safety and efficiency.
5. Ensure Proper Ventilation
Welding fumes can be harmful. Use proper airflow systems. Good ventilation for welding reduces exposure to toxic gases.
6. Prevent Fire Hazards
Keep flammable materials away. Do not carry matches or lighters near the welding area.
7. Inspect Welding Equipment Regularly
Check cables, connections, and machines often. Regular checks improve the safety of welding equipment and prevent failures.
8. Avoid Electrical Hazards
Ensure proper grounding at all times. Avoid working in wet conditions.
9. Store Welding Consumables Safely
Keep consumables in a dry and organised space. Proper storage helps maintain quality and safety.
10. Follow Workshop Safety Protocols
Always follow standard welding safety guidelines. This keeps you and those around you safe.
Welding Fumes and Health Risks
Welding fumes can cause serious health problems over time. These include breathing issues and lung infections. Understanding welding fumes health risks is important. Use proper ventilation for welding and protective gear for welding. This reduces long-term damage.
Conclusion
In this guide, we covered key welding safety practices every welder should follow. From using proper PPE to ensuring ventilation, each step helps reduce risk.
Maintaining equipment and keeping a clean workspace also play an important role.
Before you begin, keep this checklist in mind: wear proper PPE, ensure ventilation, inspect equipment, maintain fire safety, keep your workspace clean, and follow machine guidelines.
Welding safety is essential. It should always be a priority. You can create a safer and more effective work environment by taking welding safety precautions. At D&H Secheron Electrodes Pvt. Ltd., we focus on both quality and safety. Our welding consumables are designed for reliable and safe performance.
Welding in the aerospace industry has seen some very fascinating and exciting developments in recent years. The ever improving knowledge of welding material, designs and welding as a whole are paving the way for welding being implemented in aeronautics.
Welds have been replacing rivets and bolts since World War 2 and hence, has become a favourite for the military, ship building and the aeronautics industry. This is for the simple reason that welding is cost-effective as compared to rivets, welds require less year-on-year maintenance, welding is structurally sound while being light-weight and rivets simply just add on to the weight of the aircraft or of the project.
Preferred types of welding in this industry are diffusion welding, laser welding and electron-beam welding. There are a few other very promising welding methods which are slowly gaining popularity and establishing quick effects too. These are, friction stir welding and variable polarity plasma welding.
While welding in aerospace is making ground-breaking improvements, there are certain challenges that are posed in the aerospace & defense industry. Let’s have a look at those:
Uncommon Materials
Materials used in welding for the aerospace and defense industry are often different from the common usage. Why? They need more malleable, ductile yet at the same time sturdy and lightweight metals.
Thus, ‘exotic’ metals and materials are used in aerospace applications. These are materials like stainless steel, and aluminium to begin with and high-end materials like inconel and titanium are widespread.
Complex Joint Designs
With unique and new structures in this industry, there are many complex joints and designs that have to be aced. Welding is the right choice for it, because rivets cannot do a job as smooth and seamless and very importantly, as lightweight as welding can. This requires efficient processes in the assembly line as well as the best of the best methods of welding.
For the purposes of overcoming the challenge of joints and uncommon designs of megastructures, electron-beam welding and laser welding are the best choices to weld two complicated parts and metals.
Airtight Sealing
In case of both aerospace as well as military counterparts of it, airtight sealing is required to protect sensitive material, both electronic and otherwise. Expensive gear that has to be uncompromised at all points, without any other failures and at all costs need this hermetic approach to be followed through.
This would not be possible without welding, and thus welding is not just a great choice, but also a must.
High thermal conductivity
Most metals, alloys and materials used in these industries have a very high thermal conductivity. Along with this, these materials also have a high crack sensitivity which makes it challenging for the welder.
The materials are difficult to weld with the common methods of welding since high standards of quality, airtight sealing and more is required of them. Therefore, more advanced ways of welding like electron-beam welding and laser welding are the preferred methods.
These are a few among the many challenges that one faces in the aerospace industry while welding. But it’s a vast universe in itself, and a very interesting one at that!
Welding Tips & Guidelines for Nickel Electrodes
Table of Contents
-
Introduction
-
What Is a Nickel Welding Rod?
-
Applications of Nickel Electrode
-
Grades of Nickel Electrodes
-
Comparison: Nickel Electrode vs Standard Steel Electrode
-
Welding Considerations for Nickel Electrodes
-
Nickel Alloy Welding Electrodes
-
Nickel Welding Rod for Cast Iron
-
-
Practical Welding Tips
-
Common Challenges, Defects & Troubleshooting
-
How to Select the Right Nickel Welding Electrode
-
Conclusion
-
Key Takeaways
Introduction
Nickel welding electrodes have long been a cornerstone of advanced welding applications because of their exceptional durability, heat and corrosion resistance, and ability to handle specialized joints. They deliver high-strength, heat-resistant, and corrosion-proof welds, making them indispensable across demanding industries such as petrochemical, marine, aerospace, and structural repair.
This guide provides welding tips for nickel electrodes, including common applications, grades, best practices, challenges, and guidance on selecting the right nickel electrode for your project.
What Is a Nickel Welding Rod?
A nickel welding rod, or nickel electrode, is a consumable used to deposit nickel or nickel-alloy material onto a base metal. Known for its strength, corrosion resistance, and heat tolerance, it’s ideal for welding cast iron, stainless steel, and dissimilar metals.
Applications of Nickel Electrode
Nickel electrodes are widely used for their strength, corrosion resistance, and heat stability. Key applications include:
-
Electroplating: A thin nickel layer improves hardness, ductility, and corrosion resistance.
-
Electroless Plating: Deposits nickel-alloy coating chemically, without using electric current.
-
Welding Cast Iron, Stainless Steel, and Dissimilar Metals: Essential for industrial repairs and fabrication.
-
Repair & Maintenance: Extends the service life of heavy machinery components.
-
High-Temperature & Corrosion-Resistant Applications: Ideal for petrochemical, marine, and power generation environments.
-
Industrial Fabrication: Used in valves, heat exchangers, turbines, and pressure vessels.
Grades of Nickel Electrodes
Nickel electrodes are available in different grades and compositions, depending on the welding application:
-
Pure Nickel Electrodes (Ni99) - For nickel or nickel-rich alloys, offering excellent machinability and corrosion resistance.
-
Nickel Alloy Welding Electrodes - Combinations like Ni-Cr, Ni-Cr-Fe, or Ni-Mo, designed for high-temperature or corrosion-resistant welds in chemical, marine, and power industries.
-
Nickel-Copper Electrodes - Ideal for joining dissimilar metals or repairing copper-nickel alloys, often used in marine and desalination applications.
Each grade balances strength, ductility, and weldability for consistent performance across materials and service conditions.
Comparison: Nickel Electrode vs Standard Steel Electrode
|
Feature |
Nickel Electrode |
Standard Steel Electrode |
|
Corrosion Resistance |
Excellent |
Moderate |
|
High-Temperature Performance |
High |
Limited |
|
Welding Dissimilar Metals |
Yes |
Not Ideal |
|
Susceptibility to Cracking |
Lower |
Higher on Cast iron |
Welding Considerations for Nickel Electrodes
Nickel Alloy Welding Electrodes
-
Matching Filler to Base Material: Always select a nickel filler compatible with the base metal to prevent cracking and ensure mechanical integrity.
-
Effect of Alloying Elements: Chromium (Cr), Molybdenum (Mo), and Iron (Fe) influence corrosion resistance, hardness, and overall weld strength.
-
Heat Input, Dilution & Compatibility: Excessive heat or dilution with the base metal can lead to brittleness, cracking, or poor fusion.
-
Preheat, Interpass, and Post-Weld Treatment: Preheating, controlling interpass temperature, and post-weld stress relief help minimize cracking, reduce residual stress, and maintain weld quality.
Nickel Welding Rod for Cast Iron
-
Surface Preparation & Joint Design: Clean base metal of rust, oil, paint, or scale; maintain root gaps and bevel angles.
-
Welding Parameters: AC or DC current depending on electrode; follow manufacturer specs for amperage and polarity.
Practical Welding Tips
-
Arc Length & Travel Speed: Maintain a consistent arc and steady travel speed for smooth, uniform weld beads.
-
Electrode Angle: Hold the electrode at 10–15° to ensure proper penetration and bead profile.
-
Heat Control: Avoid overheating to prevent porosity, cracking, or distortion.
-
Cleaning & Preparation: Remove all grease, rust, oil, or paint before welding to reduce defects.
-
Tack Welds & Start/Stops: Use tack welds strategically to minimize stress and distortion on the workpiece.
-
Storage & Handling: Keep electrodes dry in controlled conditions to prevent moisture absorption and ensure reliable arc performance.
Common Challenges, Defects & Troubleshooting
Common Challenges, Defects & Troubleshooting |
|||
|---|---|---|---|
|
S.No. |
Defect |
Cause |
Remedy / Prevention |
|
1 |
Porosity |
Trapped gases, such as nitrogen, oxygen, or hydrogen, are due to inadequate shielding or contamination |
- Use appropriate shielding gases (helium, argon, or mixtures) - Clean base metal surfaces before welding - Maintain proper arc length and travel speed - Ensure correct gas flow rate to prevent turbulence |
|
2 |
Cracking / Hot Cracking |
High heat, improper filler material, and rapid cooling cause thermal stresses |
- Preheat base material to reduce thermal gradients - Use compatible filler materials - Control cooling rates to minimize thermal stress - Avoid welding over previously cracked areas |
|
3 |
Lack of Fusion |
Insufficient heat, incorrect electrode angle, improper travel speed |
- Adjust travel speed and maintain consistent arc length - Use proper electrode angle (30–45°) - Ensure adequate heat input and proper electrode size - Clean base metal surfaces |
|
4 |
Distortion / Warpage |
- Adjust travel speed and maintain consistent arc length - Use proper electrode angle (30–45°) - Ensure adequate heat input and proper electrode size - Clean base metal surfaces |
- Use clamps to secure the workpiece - Follow proper welding sequence - Control heat input - Allow adequate cooling time between passes |
|
5 |
Undercut |
Excessive welding current, incorrect electrode angle, and high travel speed |
- Reduce arc length or decrease arc voltage - Maintain electrode angle 30–45° - Use appropriate electrode size - Adjust travel speed to ensure proper filler deposition |
|
6 |
Overlap |
Excessive heat or incorrect technique causes the weld metal to flow over the base without bonding |
- Adjust heat input to prevent excessive molten pool - Control travel speed for proper fusion - Ensure correct electrode angle and position - Use proper filler material and technique |
How to Select the Right Nickel Welding Electrode
Choosing the right nickel welding rod ensures strong, durable, and defect-free welds. Consider the following key factors:
-
Base Metal & Thickness - Filler composition should match the parent metal. Always use nickel-base fillers when using nickel-base alloys, especially for stainless steel, to avoid cracks. Thin metals need low-heat electrodes; thick metals may require multi-pass welding.
-
Environment & Mechanical Strength - Nickel material is high in demand because it has heat and corrosion resistance. Choose electrodes that can withstand the required loads and stresses.
-
Alloy Compatibility - Match the electrode alloy with the base metal to prevent post-weld heat treatment cracking, stress corrosion cracking, and porosity.
-
Manufacturer Specs & Datasheets - Always consult nickel welding rod manufacturers in India and follow datasheets for amperage, polarity, and pre/post-weld treatments to ensure quality and optimal performance.
-
Cost vs Performance - Balance price with performance to reduce defects and increase weld longevity.
Additional Tips: Nickel electrodes have low thermal productivity; limit heat input and allow cooling between passes. Clean the base metal of corrosion, grease, oil, dirt, paint, or marking inks before welding.
Conclusion
Selecting the right nickel welding rod is critical for strong, corrosion-resistant, and durable welds. Understanding the types, applications, heat control, and joint preparation, as well as defect prevention, ensures successful welding outcomes.
For guaranteed performance, sourcing from trusted nickel welding rod manufacturers in India ensures quality, consistency, and technical support.
Explore D&H Sécheron’s nickel electrodes, consult our experts, or download datasheets for the perfect solution for your welding project.
Key Takeaways
-
Nickel welding rods are used for cast iron, nickel alloys, and high-temperature/corrosion-resistant environments.
-
Applications of Nickel Electrodes: Petrochemical, marine, aerospace, structural repairs.
-
Nickel Alloy Welding Electrodes: Ensure proper filler matching, heat input control, and post-weld treatment.
-
Nickel welding rod for cast iron: Surface prep, joint design, and correct parameters are critical.
-
Following Welding Tips for Nickel Electrodes ensures defect-free welds.
-
Always source from reliable nickel welding rod manufacturers in India for quality and technical support.
Table of Contents
-
Introduction
-
What Is Hardfacing Welding
-
Key Benefits of Hardfacing Welding
-
Common Hardfacing Welding Methods
-
Hardfacing Materials & Electrodes
-
Step-by-Step Hardfacing Welding Process
-
Hardfacing vs Overlay Welding
-
Conclusion
-
Key Takeaways
Introduction
In industries where equipment is exposed to abrasion, impact, corrosion, and high temperatures, component wear is unavoidable. Replacing worn parts frequently leads to high costs, extended downtime, and productivity losses. This is where hardfacing welding plays a vital role.
Hardfacing is a proven welding technique used to restore or enhance surface properties by depositing wear-resistant material onto a base metal. Widely adopted across mining, cement, power, steel, and sugar industries, hardfacing delivers measurable gains in durability and operating efficiency.
This guide explains what hardfacing welding is, how the hardfacing welding process works, its key benefits and applications, commonly used welding methods, material selection principles, and best practices for achieving reliable, long-lasting results.
What Is Hardfacing Welding
Hardfacing welding is a surface engineering process in which a harder, wear-resistant alloy is deposited onto a softer base metal to improve resistance against wear, abrasion, corrosion, erosion, or impact.
Unlike general welding, where the goal is to join two components,hardfacing welding is designed to protect surfaces and extend service life. It can be applied to new components to enhance durability or to worn parts to restore them close to original dimensions.
How Hardfacing Differs from General & Overlay Welding
-
General welding: Joins two metals structurally
-
Hardfacing welding: Enhances surface properties for wear resistance
-
Overlay welding: A broader category that may include corrosion-resistant or build-up layers
This distinction is important when comparing hardfacing vs overlay welding, as hardfacing is a specialised form of overlay focused specifically on wear protection.
Key Benefits of Hardfacing Welding
Hardfacing offers clear operational and economic advantages across industries:
-
Extended Equipment Life: Improves resistance to abrasion, erosion, and impact
-
Reduced Downtime: Restores worn components faster than replacement
-
Cost Savings: Typically costs 25–75% less than replacing parts
-
Improved Performance: Maintains dimensional accuracy and efficiency
-
Inventory Reduction: Reduces the need for spare part stocking
-
Customised Protection: Different alloys address specific wear mechanisms
These hardfacing benefits and applications make the process an essential part of preventive and corrective maintenance strategies. When applied correctly, component life can increase by up to 2–3 times, depending on service conditions.
Common Hardfacing Welding Methods
Different types of hardfacing welding processes are used based on component size, wear severity, and production volume.
-
Shielded Metal Arc Welding (SMAW)
-
Most widely used hardfacing process
-
Highly portable and suitable for site repairs
-
Ideal for maintenance, rebuilds, and small components
-
Commonly uses various hardfacing welding rod types based on wear conditions
-
Flux-Cored Arc Welding (FCAW)
-
Higher deposition rates than SMAW
-
Suitable for medium to large components
-
Performs well in outdoor environments
-
Submerged Arc Welding (SAW)
-
Used for large, thick components requiring high deposition
-
Excellent for repetitive, automated hardfacing applications
-
Produces consistent weld quality with minimal spatter
-
MIG (GMAW) & TIG (GTAW) for Hardfacing
-
MIG: Faster deposition, suitable for controlled environments
-
TIG: Precise control, used for thin layers or specialised alloys
-
Advanced Hardfacing Techniques
-
Plasma Transferred Arc (PTA): Precise alloy control, low dilution
-
Laser Cladding: Minimal heat input, excellent metallurgical bonding
Process Comparison Overview
|
Process |
Deposition Rate |
Best Use Case |
|
Low–Medium |
Maintenance & repair |
|
|
Medium–High |
Production & rebuilds |
|
|
Very High |
Large components |
|
|
PTA / Laser |
Controlled |
Precision & high-value parts |
Hardfacing Materials & Electrodes
Selecting suitable hard facing welding electrodes is critical for performance and service life.
Common Hardfacing Alloys
-
Chromium Carbide Alloys: Excellent abrasion and erosion resistance
-
Nickel-Based Alloys: Corrosion and high-temperature resistance
-
Cobalt-Based Alloys: Withstand heat, impact, and corrosion
-
Iron-Based Alloys: Cost-effective solutions for general wear
Choosing the Right Electrode
Electrode selection depends on:
-
Type of wear (abrasion, impact, corrosion, heat)
-
Base metal composition
-
Operating temperature
-
Industry application (cement, mining, power, sugar, steel)
Proper matching of alloys and hardfacing welding rod types ensures optimal wear resistance and reduced failure rates.
Step-by-Step Hardfacing Welding Process
A disciplined approach is essential for consistent results.
1. Surface Preparation
-
Clean thoroughly to remove grease, oil, rust, and contaminants
-
Remove cracked or old hardfacing layers if required
2. Preheating (If Required)
-
Prevents cracking and hydrogen-related defects
-
Depends on base metal and alloy type
3. Depositing Hardfacing Layers
-
Maintain correct amperage and travel speed
-
Control dilution with the base metal
4. Multilayer Hardfacing Strategy
-
Buffer layers may be required
-
Final layer provides wear resistance
5. Post-Weld Cooling & Inspection
-
Controlled cooling reduces cracking
-
Visual and dimensional inspection ensures quality
Following the correct hardfacing welding process significantly improves durability and performance.
Hardfacing vs Overlay Welding
Although often used interchangeably, there are important differences.
|
Aspect |
Hardfacing |
Overlay Welding |
|
Primary Purpose |
Wear resistance |
Corrosion / build-up |
|
Alloy Selection |
Hard, wear-resistant |
Corrosion-resistant or dimensional |
|
Application |
Mining, cement, power |
Chemical, marine, pressure vessels |
Understanding hardfacing vs overlay welding helps ensure the right solution is selected for the operating environment.
Conclusion
Hardfacing welding is a cost-effective and reliable method for extending equipment life, reducing downtime, and improving operational efficiency. By selecting the right hard facing welding electrodes, understanding different hardfacing welding rod types, and choosing suitable types of hardfacing welding, industries can achieve consistent, long-lasting performance.
At D&H Sécheron, we are committed to supporting industries with technically advanced hardfacing solutions backed by application expertise.
Explore our range of hardfacing consumables or connect with our technical specialists to identify the most effective solution for your wear protection challenges.
Key Takeaways
-
Hardfacing welding improves wear, abrasion, and corrosion resistance
-
It restores worn components at a fraction of replacement cost
-
SMAW, FCAW, and SAW are the most common hardfacing processes
-
Material selection depends on wear type and service conditions
-
Proper preparation and process control are critical for success

WHAT IS SHIELDED METAL ARC WELDING (SMAW)? THE BEGINNER’S GUIDE
Welcome to the beginner's guide on Shielded Metal Arc Welding (SMAW), your gateway to the fascinating world of welding mastery. In this comprehensive exploration, we delve into the depths of SMAW, its intricacies, applications, and the indispensable role played by D&H Sécheron, India's premier welding consumables manufacturer since 1966.
Unveiling the Essence of SMAW
Shielded Metal Arc Welding, affectionately known as stick welding, stands as a cornerstone in the realm of welding techniques. Its roots extend deep into the annals of welding history, evolving over time into a versatile and indispensable method utilized across diverse industries.
DNH Sécheron's Legacy in SMAW: As we embark on our journey through SMAW's intricacies, it's paramount to acknowledge the pioneering contributions of D&H Sécheron. With a legacy spanning over five decades, D&H Sécheron has remained at the forefront of innovation, consistently delivering cutting-edge welding solutions to meet the evolving demands of the industry.
Mastering the Art of SMAW
SMAW's essence lies in its simplicity. With a consumable electrode coated in flux and a welding machine, the stage is set for the creation of electric arcs that meld the electrode and the workpiece together seamlessly.
DNH Sécheron's Commitment to Quality: The foundation of every successful weld lies in the quality of its components. D&H Sécheron's electrodes and wires, meticulously crafted with a commitment to quality and precision, form the bedrock of SMAW excellence.
Techniques and Quality Control
From electrode selection to arc striking techniques and electrode movement, every facet of SMAW demands precision and expertise. D&H Sécheron's comprehensive range of welding materials empowers welders with the tools they need to achieve impeccable welds, ensuring consistency and reliability in every joint.
DNH Sécheron's Expert Guidance: Navigating the nuances of SMAW becomes seamless with D&H Sécheron's expert guidance. With decades of experience and a passion for excellence, D&H Sécheron serves as a beacon of knowledge and innovation in the welding landscape.
Safety First: Nurturing a Culture of Safety
In the world of welding, safety reigns supreme. From protective gear to ventilation and awareness of electromagnetic fields, adherence to safety protocols is non-negotiable. D&H Sécheron prioritizes the safety of welders, offering a range of protective gear and advocating for a culture of safety in every welding endeavor.
Applications and Materials: Unleashing the Versatility of SMAW
SMAW's versatility knows no bounds. From construction to fabrication and repair work, its applications are as diverse as the industries it serves. D&H Sécheron's comprehensive range of welding consumables caters to every need, whether welding mild steel, stainless steel, or cast iron, empowering welders to tackle any project with confidence and precision.
Embracing Excellence with D&H Sécheron
As we conclude our journey through the realm of Shielded Metal Arc Welding, it's evident that excellence knows no compromise. With D&H Sécheron by your side, mastery of SMAW becomes not just a goal but a reality. Embark on your welding journey with confidence, armed with the expertise and innovation that only D&H Sécheron can provide.
Explore D&H Sécheron's Range of Welding Solutions: Visit D&H Sécheron's website to discover a world of welding excellence, where innovation meets tradition, and every weld tells a story of precision and craftsmanship.
In conclusion, Shielded Metal Arc Welding (SMAW) transcends mere technique; it's a testament to the ingenuity and perseverance of welders worldwide. With D&H Sécheron as your trusted partner, the journey to welding mastery becomes not just a destination but a lifelong pursuit of excellence.
Welding advancements is one of the biggest boons to mankind in the last century. This isn’t an exaggeration. How? From shipbuilding, building bridges to Aerospace, there is no field that is left untouched by the sparks of welding. If it needs more than one piece of metal, welding is there!
Using nuts & bolts to join two pieces of metal can make it sturdy, but it adds a lot of weight to the entire project. Welded joints are light-weight and only add to the aesthetic appeal by minimising any extra metal on the piece or metal structure.
Now, no matter how good the welding material used in the making of the structure, these joints get certain wear and tear over the years and tend to get brittle. A welded joint going weak is an invitation to hazards and accidents.
These problems are often termed as ‘fatigue failures’ in the welding industry and can be reduced to a great extent as well. Let’s get on with ‘fatigue failure’ bit by bit.
Fatigue, in a welded structure, is when a structure or joint develops a small fracture or crack due to continued stress being applied to it. Here, the key is the stress being applied to it. The quality of the welding wire, welding rod and all the welding machinery in general can be great, but over years, could be 50, could be 100, or any other number of years, depending upon the skill of the welder too, fatigue is a common trait.
There are two phases to this:
Formation of the crack or the hairline being formed
Propagation of the crack or when the crack continues to get neglected and gets bigger and worse.
Fatigue can and should be taken care of in the first phase itself, otherwise the propagation makes it worse, and one can only calculate how quickly it will become bad, but it’s a gamble nobody wants to bet on.
Other than the stress causing fatigue failure, there are a few more reasons to it, let’s go over them briefly,
Inadequate preheating - Preheating the welding wire with just the perfect temperature of the welding electrode minimises the risk of cracking, reduces metal shrinkage & thus reducing the brittleness.
Porosity
Gases like nitrogen, oxygen & hydrogen often get trapped in the metal if precautions aren’t taken as these are commonly released during the arc process with welding rods. This gas can cause a bubble or a hole, & the gas exerts pressure on the metal, ultimately aiding the fatigue.Incomplete joint fusion
This is caused by the neglection of the welder. No matter what quality of the welding material, if the welder is a novice, they can miss out on one side of the weld. When a side of the weld hasn’t properly fused, it reduces the strength of the weld.
How fatigue can be controlled
Weld geometry improvement
Holes and sharp corners add to the stress on welded joints. This technique aims on reducing the stress that these joints experience. It includes functionalities like using welding machines like a disc grinding machine which can re-melt a weld to make it furthermore fused and stronger.Residual Stress Reduction
This is a result of the expansion that happens due to heat. To reduce it, vibratory stress relief or hammer peening are common techniques used,
All welded joints are susceptible to some amount of wear and tear and can have fatigue due to the aforementioned reasons. But we hope the solutions help you in controlling it!

What are Mild Steel Electrodes? A Detailed Explanation of Different Types with Examples
Introduction
In welding, choosing the right electrode is necessary to achieve a strong, reliable weld. Among these, mild steel electrodes play a pivotal role in welding applications due to their versatility and effectiveness. Let's delve into a comprehensive overview of ms welding electrodes, detailing their types, applications, and examples to help you understand their importance in welding processes.
What are Mild Steel Electrodes?
Mild steel electrodes are consumable welding rods (ms welding rods) used in shielded metal arc welding (SMAW) or stick welding. They are welding rods for mild steel or low-carbon steel. These electrodes facilitate the joining of mild steel components by melting and fusing with the base metal, forming strong and durable welds.
Types of Mild Steel Electrodes
1. E6013 Electrodes:
E6013 electrodes are versatile and easy to use, making them a popular option for general-purpose welding applications. They produce welds with smooth arc characteristics and good penetration.
Applications: Suitable welding rod for mild steels of thin to medium thickness in structures, frames, and automotive repairs.
2. E7018 Electrodes:
E7018 electrodes are known for their high tensile strength and low hydrogen content, making them ideal for welding high-strength steels and critical applications where weld integrity is crucial.
Applications: Used in structural welding, pipeline construction, heavy equipment assembly, and maintenance tasks requiring high-quality welds.
3. E6010 Electrodes:
E6010 electrodes offer deep penetration and are designed for welding in challenging positions, including overhead and vertical-down welding. They are often used for root passes in pipelines and structural welding.
Applications: Ideal for welding thick sections of mild steel and for applications where deep penetration is required.
4. E7014 Electrodes:
E7014 electrodes provide good deposition rates and are suitable for welding thicker sections of mild steel. They offer good slag removal and produce welds with moderate penetration.
Applications: Used in structural welding, assembling of heavy machinery, and general-purpose welding where higher deposition rates are required.
Examples of Mild Steel Electrode Applications
Construction and Fabrication: Mild steel electrodes are used widely in the construction of buildings, bridges, and other infrastructure projects.
Automotive Industry: They play a crucial role in the manufacturing and repair of vehicle frames, chassis, and structural components.
Industrial Maintenance: Mild steel electrodes are used for repairing machinery, equipment, and pipelines.
Choosing the Right Mild Steel Electrode
When selecting an ms welding electrode for your welding project, consider factors such as:
Thickness of the Base Metal: Choose electrodes that match the thickness of the metal being welded.
Welding Position: Different electrodes are designed for specific welding positions (e.g., flat, horizontal, vertical, overhead).
Welding Specifications: Match the electrode specifications with the welding requirements, including strength, penetration, and slag characteristics.
Conclusion
Understanding the types and applications of these electrodes helps ensure successful welding operations and durable weld joints. For high-quality mild steel electrodes and comprehensive welding solutions, consider D&H Sécheron.

Nickel Electrodes: Exploring Varieties and Applications with Real-world Examples
Introduction
Primarily composed of nickel metal, nickel electrodes, are also known as welding electrodes. These electrodes are versatile and find extensive applications across diverse industrial sectors due to the exceptional chemical and physical properties of nickel. With ductility, malleability, and outstanding corrosion resistance, nickel electrodes have become the first choice for welding operations.
Nickel electrodes are essential to welding technology, and they have a multitude of advantages and applications in various industrial fields. We will be talking about the different types of nickel electrodes and their applications in this blog while looking at D&H Secheron’s role in being a leading supplier of nickel electrodes.
Applications of nickel electrodes in India
Nickel electrodes see a vast array of uses in India, such as in shipbuilding, wastewater treatment, aerospace and aviation, and manufacturing.
1. Shipbuilding
Nickel electrodes see wide use in shipbuilding applications, as they offer superior corrosion resistance and can withstand the rigors of seawater environments. Nickel electrodes provide superior weld strength, delivering a durable option for applications within the shipbuilding industry, where they are often utilized to create structures that can withstand the rigors of harsh marine conditions.
2. Wastewater Treatment
Within wastewater treatment facilities, nickel electrodes are used in the welding of various components and equipment. Nickel's exceptional corrosion resistance makes for better welds of equipment exposed to wastewater, ensuring that the equipment will parade a longer life and offer superior reliability.
3. Aerospace & Aviation:
Nickel electrodes, noted for their incomparable strength, malleability, and resistance to extreme temperatures, have found widespread application in the aerospace and aviation industries. Faced with demands for increased reliability, and durability, and the need for welding various components and structures, the aerospace and aviation industries can't do without nickel electrodes.
4. Manufacturing:
Nickel electrodes are widely used in manufacturing applications, particularly where high-temperature resistance and good corrosion resistance are required. Stainless steel and nickel alloy, both common in manufacturing, are well suited to welding with nickel electrodes.
Advantages of Using Nickel Electrodes
The benefits of using nickel electrodes over other types of welding electrodes are numerous. Hence they are used in diverse industrial applications. Some advantages:
1. Durability
Nickel electrodes are durable. They can bear high temperatures and severe environments and thus are suitable for welding jobs in which long-term performance is required.
2. Corrosion Resistance
Nickel electrodes have excellent corrosion resistance, making them suitable when welding industrially in industries where corrosive fluids are handled. The longer lifespan for welded components that comes from nickel's resistance to corrosion helps prevent dissimilar metal (DM) corrosion and related phenomena.
3. Malleability
Nickel electrodes are known for their malleability, being an easy-to-form and weld type. This feature makes them ideal for complex welding operations in which fine welding techniques are required.
Different types of Nickel Electrodes provided by D&H Secheron
D&H Secheron offers several different types of nickel electrodes for various industrial applications, including:
1. Nickel-based electrodes
Containing a high proportion of nickel, these electrodes are a necessary component for joining stainless steel and other nickel alloys. Providing high heat resistance and corrosion resistance, nickel-based electrodes yield superior-quality welds.
2. Nickel-copper electrodes
These electrodes are primarily composed of nickel that’s been combined with a certain amount of copper. This minimizes corrosion and builds strength to protect the material against grain boundary corrosion. Nickel-copper electrodes are used for welding all types of ferrous and nonferrous materials, including those possessing a high resistance to phosphoric, sulfuric, and hydrofluoric acids.
3. Nickel-iron electrodes
Combining a core of pure nickel with a ferrous nickel alloy, nickel-iron electrodes are ideally suited for resistance to atmospheric corrosion and oxidation. They are popular for welding carbon steel, stainless steel, and other nickel grades.
Conclusion
To sum up, nickel electrodes are considered to be a versatile and valuable welding material in any industrial setup. Their strength, corrosion resistance, and malleability make them perfect for a wide range of welding operations. You’ll be able to find countless nickel electrode options from D&H Secheron - A leading Welding Manufacturer brand in India. Our vast array of options we provide will cater to the exact needs of the particular industries for which these materials are ideally suited.
.jpg)
Table of Contents
-
What is a Butt Weld Joint?
-
Types of Butt Welds
-
Preparation of the Butt Weld Joint
-
Advantages of Butt Welds
-
Disadvantages of Butt Welds
-
Applications of Butt Welds
-
Key Takeaways
Introduction
Welding joints are crucial for joining metal parts in a wide range of applications, from pipelines to structural frames. Common types include T-joints, corner joints, lap joints, and cruciform joints. Among them, the butt weld joint is one of the most popular and widely used. Known for its strength and versatility, butt welding joins two metal pieces placed end-to-end on the same plane.
This type of butt joint welding is commonly used in pipelines, automotive structures, and heavy engineering. Whether you're new to welding or looking to refine your technique, understanding what is a butt weld and how it works can help you achieve stronger, more reliable joints.
What is a Butt Weld Joint?
A butt weld joint is formed when the two parts of the metal to be welded are placed end-to-end on the same plane and joined through butt welding. It is considered the most basic yet the most adaptable type of joint, suitable for both structural and piping applications.
Due to its clean finish, strength, and adaptability, this joint is commonly used in:
-
Pipeline welding
-
Automotive components
-
Power plants and energy systems
-
Heavy structural applications
Types of Butt Welds
The strength and efficiency of a butt weld largely depend on the groove design between the metal parts. Each groove type has specific uses based on material thickness and desired weld quality.
Here are the main groove types used in butt joint welding:
-
V-Grooves (Single & Double): Ideal for medium to thick sections. Double V-grooves are used when welding from both sides is possible, ensuring better fusion.
-
J-Grooves (Single & Double): Feature a curved edge on one or both sides, allowing for deeper penetration with less filler material, and are commonly used in thicker workpieces.
-
U-Grooves (Single & Double): Similar to J-grooves but with a broader curved profile. These are excellent for heavy-duty butt joint welding, offering strength with less welding material.
-
Bevel Grooves (Single & Double): A straight-angled cut on one or both edges. Commonly used in manual or semi-automatic butt welding operations.
-
Square Joints: Best suited for thinner metals, these are simple to prepare and ideal for quick and low-heat welds.
Each groove type plays a distinct role, depending on factors such as material thickness, welding position, and structural requirements. Selecting the right groove type ensures deeper penetration, stronger joints, and efficient use of filler material.
Preparation of the Butt Weld Joint
Proper preparation is essential for a strong and clean butt weld. It involves ensuring both alignment and surface conditions are ideal for fusion.
-
Faying Surface
The faying surface is the portion of metal that melts and fuses during welding. A clean, properly aligned faying surface ensures better strength and weld quality. -
Edge Preparation
Before welding, the edges of the metal plates are prepared to ensure deeper penetration, improved fusion, and a smoother weld bead. This edge preparation enhances both the mechanical properties and appearance of the final butt weld.
Note: Edge prep may be the same or different on both sides of the joint, depending on design requirements.
-
Welding Methods
Butt weld joints can be produced using a variety of welding techniques, based on the application and thickness of the metal:
-
Resistance welding
-
High-energy beam welding
-
Arc welding (commonly MIG and TIG welding)
The butt weld filler material and welding consumables are selected based on the chosen welding process, joint configuration, and the properties of the base metal.
Advantages of Butt Welds
Butt weld joints are widely used in fabrication and construction due to their efficiency, strength, and versatility. Here are the key benefits of butt welding:
-
Easy Inspection: The joint is easily examined visually or through non-destructive testing methods.
-
High Strength: With complete fusion of the butt weld filler material, the resulting joint offers excellent mechanical strength.
-
Material Compatibility: Suitable for a wide range of metals, including steel, stainless steel, and alloys.
-
Post-Weld Treatment Friendly: Easy to grind, polish, paint, or machine after welding.
-
Minimal Distortion: Proper butt joint welding results in lower thermal distortion compared to other weld types.
-
Cost-Effective for Piping: Especially in pipeline projects, butt joints reduce material usage and are economical to implement.
Disadvantages of Butt Welds
Despite their strengths, butt weld joints also have certain limitations:
-
Geometric Limitations: Butt weld joints are not ideal for all configurations due to alignment and accessibility issues.
-
Risk of Defects: Improper technique can lead to porosity, cracking, or incomplete penetration.
-
Additional Support Needed: May require backing bars or fixturing to ensure stability during welding.
-
Burn-Through Issues: This is especially common when working with thinner materials or when incorrect heat input is used.
-
Surface Sensitivity: The quality of the faying surface has a significant impact on weld strength and consistency.
These challenges can be mitigated with proper joint design, surface prep, and high-quality consumables.
Applications of Butt Welds
Thanks to their strength and efficiency, butt welds are used in:
-
Oil & Gas Pipelines
-
Automotive Frames and Exhaust Systems
-
Structural Beams in Buildings and Bridges
-
Power Generation Systems
-
Railway and Aerospace Components
Wherever strong, permanent joints are needed, butt welding is a reliable choice.
Butt weld joints are a smart, efficient, and versatile choice for a wide range of industrial applications. By understanding their types, preparation techniques, and pros and cons, you can ensure better performance and durability in your welding projects.
Looking for high-quality consumables to support your next butt joint welding job?
At D&H Sécheron, we offer a comprehensive range of premium welding products built for strength, durability, and efficiency.
Explore our range or contact our experts to discover the ideal solution for your specific application.
Key Takeaways
-
Butt welding connects two metal pieces end-to-end, offering strong and clean joints.
-
Groove types (V, J, U, bevel, square) influence weld strength and application.
-
Proper edge preparation and faying surface condition are critical.
-
TIG and MIG are the most commonly used methods.
-
D&H Sécheron offers expert-grade welding consumables for high-quality butt welds.

What is Flux Core Welding Wire Used For?
Introduction
Flux-core welding wire, also known as flux-cored wire, is a versatile and widely used material in the welding industry. Whether you’re a seasoned welder or just starting out, understanding the applications, benefits, and considerations of flux core wire is essential. In this blog post, we’ll delve into the details of flux core welding wire and explore its various uses.
What Is Flux Core Wire Exactly?
Flux core wire is a type of welding wire that contains a core of flux. This wire is commonly used in automatic or semi-automatic welding machines. Let’s break down its components:
Outer Metal Layer: The outer layer of flux core wire consists of the actual weld metal. When melted during welding, this metal fuses the workpieces together.
Flux Core: Inside the wire tube, you’ll find compounds collectively known as flux. When these compounds melt in the welding arc, they create a shielding gas around the hot metal. This gas protects the weld from exposure to air, preventing impurities from contaminating the weld pool.
Why Is External Shielding Necessary?
Without the external shielding provided by flux core wire, the molten weld pool would readily pick up impurities from the surrounding air. This could lead to poor weld quality, including issues like porosity or even weld failure.
The Role of Slag
During flux core welding, you’ll notice a hard coating on top of the weld once it cools. This coating is called slag. Beneath the slag lies the smooth, well-formed weld. Slag plays a crucial role:
Shielding: Slag shields the weld during the welding process, preventing oxidation and contamination.
Direction of Travel: Properly formed slag glides off the weld surface, leaving behind a clean weld joint.
Types of Flux Core Wire
There are two main types of flux core wire:
1. Self-Shielded Flux Cored Wire (FCAW-S)
No External Gas: Self-shielded wire doesn’t require an external shielding gas. The flux core itself provides the necessary protection.
Applications: It’s commonly used outdoors or in windy conditions where using shielding gas is impractical.
Advantages: Portability, versatility, and ease of use.
Considerations: Requires direct current (DC) power.
Gas-Shielded Flux Cored Wire (FCAW-G)
External Shielding Gas: Gas-shielded wire relies on an external shielding gas (usually a mix of CO2 and argon).
Applications: Ideal for indoor welding and heavy-duty applications.
Advantages: High-quality welds, better control, and reduced spatter.
Considerations: Requires a welding gas supply.
When to Use Flux Core Wire
Construction: Flux core wire is excellent for structural welding, including bridges, buildings, and pipelines.
Fabrication: It’s commonly used in fabrication shops for joining thick materials.
Repairs: Flux core welding is effective for repairing heavy machinery, equipment, and vehicles.
Conclusion
At DNH Sécheron, we recognize the importance of reliable welding materials. Our commitment to quality aligns perfectly with the versatility and effectiveness of flux core wire. Whether you’re a professional welder or a DIY enthusiast, consider using DNH Scheron flux core wire for your welding projects.
Ready to elevate your welding game? Check out our website today to explore our range of high-quality flux core wire and take your welding projects to the next level!
.jpg)
Table of Contents
-
Why Choosing the Right Filler Metal Matters
-
Key Considerations When Selecting Filler Metals
-
What Is a Welding Filler Metal? Types & Examples
-
Are Welds as Strong as Base Metals?
-
About D&H Sécheron’s Welding Consumables
-
Key Takeaways
Filler metals are essential to any welding operation. A welding filler metal is added during welding to create a strong bond between two metal workpieces. When heated, the filler material melts and flows into the joint, fusing the parts together as it solidifies.
The selection of the right filler metal in welding depends on multiple factors, including the metals being joined, the welding method used, and the application’s structural needs.
Why Choosing the Right Filler Metal Matters
The filler metal is the core welding material, determining joint strength, durability, and overall weld performance. The wrong filler can lead to weak welds, cracking, and premature failure.
Choosing the correct filler metal in welding ensures:
-
Strong, metallurgically sound joints
-
Compatibility with base metals
-
Resistance to corrosion and mechanical wear
-
A consistent, aesthetically pleasing finish
Key Considerations When Selecting Filler Metals
Here are essential points to remember when selecting filler materials:
-
Base Metal Compatibility: Ensure the filler metal complements the chemical and mechanical properties of the base material.
-
Welding Process: Pair your filler wire or electrode with the appropriate method, MIG, TIG, or stick welding.
-
Welding Position: Consider whether you’re welding overhead, flat, vertical, or horizontal. Some filler metals are better suited to specific positions.
-
Shielding Gas Compatibility: Especially for MIG welding, ensure the filler wire works well with the selected shielding gas.
-
Storage and Handling: Store according to the manufacturer’s guidelines to avoid contamination and maintain integrity.
-
Joint Design Requirements: Ensure the filler material meets the required tensile strength and ductility.
What Is a Welding Filler Metal? Types & Examples
To help you better understand welding filler metals, here are the common types and their applications:
-
ER70S-6
Used primarily for mild steel, ER70S-6 contains more oxidisers than similar grades, which results in flatter and faster beads. As an alloy, it includes trace elements like copper and chromium, giving it a shiny, copper-like appearance. This filler wire is widely used in automotive shops for sheet metal, chassis, and suspension components.
-
308L
This filler material is used to weld stainless steel to stainless steel, and it is particularly common in automotive and food-grade industries. It consists mainly of iron, with about 10% nickel and 20% chromium. It’s best suited for types like 304 and 308 stainless steel.
-
309L
When welding stainless steel to mild steel, 309L is your go-to filler metal. It contains 13% nickel and 24% chromium, making it perfect for welding dissimilar metals and also used for joining stainless alloys like 304 and 409.
-
Other Filler Materials
Aluminium, brass, and silicon bronze can also be used as filler metals, although they typically offer less joint strength than steel-based welds. These are often used for aesthetic applications or where corrosion resistance is more important than structural load-bearing.
Are Welds as Strong as Base Metals?
A frequently asked question is whether welds are as strong as the base material. If the correct welding filler metal is used and the weld is performed correctly, the weld can be as strong as the original metal.
Correct procedures, joint design, and filler wire selection play a huge role in ensuring the finished component's weld integrity and mechanical strength.
About D&H Sécheron’s Welding Consumables
As India’s leading manufacturer of high-quality welding consumables, D&H Sécheron Electrodes Pvt. Ltd. offers a wide range of filler metals and welding materials tailored for every industry and application.
Whether you're welding stainless steel pipelines or mild steel components, our range of filler wires, rods, and electrodes meets the highest industry standards. Our products are engineered to ensure superior joint strength, arc stability, and corrosion resistance.
Choosing the right filler metal is essential for building durable, high-performance welds. From ER70S-6 for mild steel to 309L for joining dissimilar metals, selecting the right filler material impacts everything from weld appearance to long-term durability.
With premium filler wires and expert support from D&H Sécheron, you can achieve professional-grade results in every weld.
Contact our experts today to explore the ideal filler metal for your next project.
Key Takeaways
-
Choose filler metals that match the base metal for strength and compatibility.
-
ER70S-6, 308L, and 309L are reliable options for common welding needs.
-
Align filler metals with your welding process and joint design.
-
Proper storage and handling ensure weld quality and durability.
-
D&H Sécheron offers trusted, high-performance welding consumables.

MIG Welding Push vs Pull: Which Technique Is Right for You?
If you have ever wondered, should you push or pull MIG weld, you are not alone. The torch direction affects penetration, bead shape, and heat input. It also affects weld strength. Understanding MIG welding push or pull helps you control results.
-
Push technique gives a flatter bead. It offers lower penetration. It works well for thin metal and stainless steel.
-
The pull technique gives deeper penetration. It creates a narrower bead. It is suitable for thick materials.
For most stainless steel applications, pushing is recommended as the preferred MIG welding technique for stainless steel.
Now, let us break this down in detail.
What Is MIG Welding (GMAW)?
MIG welding stands for Gas Metal Arc Welding. It is also called the Gas Metal Arc Welding technique (GMAW). In this process, a continuously fed wire melts into the base metal. An electric arc creates heat. A shielding gas protects the weld pool from contamination.
MIG welding is popular because it is:
-
Fast
-
Clean
-
Productive
-
Suitable for automation
The push vs drag welding technique is important in MIG welding. Torch direction affects:
-
Heat concentration
-
Penetration depth
-
Shielding gas coverage
-
Bead profile
This is why understanding MIG welding penetration push or pull is essential.
What Is the Push (Forehand) Technique in MIG Welding?
The push technique, also called forehand welding, involves pointing the MIG gun in the direction of travel and pushing the weld puddle forward.
Push Technique Travel Angle:
The ideal MIG welding travel angle for pushing is:
-
10 to 15 degrees forward tilt
-
Consistent sticks out
-
Stable arc length
Maintaining this angle improves gas shielding and bead consistency.
Advantages of Pushing:
-
Better visibility of the weld pool
-
Wider and flatter bead profile
-
Lower penetration
-
Reduced heat concentration
-
Ideal for thin metals
-
Recommended MIG welding technique for stainless steel
Because stainless steel retains heat, pushing helps reduce burn-through and distortion.
When to Use the Push Technique?
Use push when welding thin sheet metal, stainless steel, or when appearance matters. It is often the best MIG technique for thin metal.
What Is the Pull (Drag/Backhand) Technique in MIG Welding?
The pull technique, also called drag or backhand welding, involves angling the gun back toward the completed weld and dragging the puddle behind.
Pull Technique Travel Angle:
-
5 to 15 degrees backward angle
-
Steady arc length
-
Minimal weaving
Advantages of Pulling:
-
Deeper weld penetration
-
Narrow and rounded bead
-
Higher heat concentration
-
Stronger fusion on thick sections
-
Pulling delivers better penetration compared to pushing.
When to Use the Pull Technique?
Pull is preferred when welding thick material, structural components, or when maximum penetration is required. It is commonly used for MIG welding for thick material applications.
MIG Welding Push vs Pull – Key Differences
|
Factor |
Push |
Pull |
|
Penetration |
Medium |
Deep |
|
Bead Shape |
Wide and flat |
Narrow and Rounded |
|
Best For |
Thin metal, stainless steel |
Thick metal |
|
Visibility |
Better |
Moderate |
|
Heat Input |
Lower |
Higher |
In simple terms, pull provides deeper penetration while push offers better control and a cleaner finish. This explains MIG welding penetration push or pull differences clearly.
Which Technique Is Better for Stainless Steel MIG Welding?
Stainless steel behaves differently from mild steel. It holds heat longer and can warp easily.
Pushing is usually recommended because:
-
It reduces heat buildup
-
It minimizes burn through
-
It improves shielding gas coverage
-
It produces a cleaner bead
Push remains the preferred MIG welding technique for stainless steel.
How Travel Angle Affects Weld Penetration
MIG welding travel angle plays a major role in penetration.
When pulling, the arc force directs heat deeper into the joint.
When pushing, the heat spreads across a wider area.
This difference explains why push vs pull welding penetration varies significantly. Travel angle, voltage, and wire feed speed must work together to achieve proper fusion.
Push vs Pull in Different MIG Transfer Modes
Understanding transfer mode adds technical depth.
Short Circuit Transfer:
-
Lower heat input
-
Common for thin metal
-
Push technique is preferred
Spray Transfer:
-
Higher heat input
-
Deeper penetration
Pull may enhance fusion
Pulsed MIG:
-
Controlled heat cycles
-
Works well with the push for stainless steel
-
Balanced penetration
Transfer mode selection influences whether push or pull works best.
Common Mistakes When Choosing Push or Pull
-
An incorrect gun angle beyond 15 degrees can reduce shielding gas effectiveness.
-
Excessive weaving may reduce penetration consistency.
-
Improper wire feed speed affects arc stability more than travel direction.
-
Ignoring material thickness leads to either a lack of fusion or burn-through.
Many welders blame direction. The issue is often set up, not the push vs drag welding technique.
Expert Recommendation – What Do Professionals Prefer?
Professional welders do not treat push vs pull as a rigid rule. Instead, they assess:
-
Material thickness
-
Joint design
-
Position of welding
-
Required penetration
-
Transfer mode
General industry practice:
- Thin metal and stainless steel use push.
- Thick plate and structural welds use pull.
Experienced welders often test both techniques on scrap material before final production welding to confirm penetration quality.
Conclusion
So, should you push or pull MIG weld? Choose push for thin metals and stainless steel. It gives better control and lower heat. It is the Best MIG technique for thin metal. Choose pull for thick materials. It provides deeper fusion. It is suitable for MIG welding for thick materials. By mastering both approaches and using high-performance consumables from D&H Sécheron, welders can achieve consistent penetration, superior bead quality, and reliable structural integrity across applications.

Why 7018 Electrodes Are Preferred for High-Strength Welds in Pipeline Construction
Pipeline construction requires welds that are not only strong but also reliable under various environmental conditions. Among the numerous welding electrodes available, the 7018 electrode is highly regarded for its effectiveness in creating high-strength welds. This blog dives into the reasons why 7018 welding rod specifications make it preferred in pipeline construction.
What Are 7018 Electrodes?
7018 electrodes are a type of low-hydrogen electrode used in shielded metal arc welding (SMAW). The ‘70’ in 7018 welding rod specifications indicates a tensile strength of 70,000 psi, while the ‘18’ signifies that the electrode can be used in all positions and contains iron powder in its coating. This iron powder enhances the application rate and provides a smooth, stable arc.
Advantages of 7018 electrodes
1. High Tensile Strength: The high tensile strength of 7018 electrodes ensures that the welds can withstand significant stress and pressure. This is essential in pipeline construction, where the welded joints must endure the forces exerted by the flow of oil, gas, or other materials.
2. Low Hydrogen Content: 7018 electrodes are classified as low-hydrogen electrodes, which means they produce welds with minimal hydrogen content. This reduces the risk of hydrogen-induced cracking, a common issue in high-strength steel welds.
3. Versatility: These electrodes can be used in all positions, making them suitable for various welding applications in pipeline construction. Whether it's flat, horizontal, vertical, or overhead welding, 7018 electrodes provide consistent results.
4. Smooth and Stable Arc: The arc stability of 7018 electrodes ensures smooth and consistent welds. This makes it a great choice as weld quality directly impacts the integrity and safety of the pipeline.
5. Good Impact Toughness: 7018 electrodes provide welds with excellent impact toughness, which is crucial as pipelines are exposed to harsh environmental conditions and varying temperatures.
Applications in Pipeline Construction
High-Pressure Pipelines
The high tensile strength and low hydrogen content of 7018 electrodes make them ideal for welding high-pressure pipelines. These pipelines must withstand extreme pressures without compromising the weld integrity.
Structural Welds
In addition to pipeline joints, 7018 welding rod uses include structural welds in pipeline construction. The reliability and strength of these welds are critical for the overall stability of the pipeline infrastructure.
Maintenance and Repairs
7018 welding rod uses include maintenance and repair tasks in pipeline systems. Their versatility and strong weld properties ensure that repairs are durable and long-lasting.
Selecting the Right Welding Rod Manufacturer
Choosing a reputable welding rod manufacturer is crucial to ensure the quality and consistency of welding electrodes. High-quality stainless steel welding electrodes and other types of welding rods from a trusted manufacturer can significantly impact the integrity of your welding projects.
Conclusion
The advantages of 7018 electrodes make them the preferred choice for ensuring the reliability and safety of pipelines. When you need welding materials for your industrial applications, consider D&H Sécheron. We offer products tailored to meet the rigorous demands.

In industries where failure is not an option, the strength of every weld matters.
From oil pipelines to food processing units, welding must deliver durability and corrosion resistance. Even a small defect can lead to serious risks. This is where stainless steel welding electrodes play a critical role. They help create strong joints and ensure long service life. They also provide consistent performance in demanding conditions.
Industrial environments are highly demanding. Equipment is exposed to moisture, chemicals, and high temperatures. Standard materials may not perform well in such conditions. Welding electrodes for corrosion-resistant steel are designed for such environments. They offer strength, durability, and reliability.
Let us explore stainless steel welding electrodes in detail!
What Are Stainless Steel Welding Electrodes
Welding electrodes are metal rods or wires that conduct electric current. They help join metals by melting during the welding process. Stainless steel welding rods are used to weld stainless steel materials. They form a strong and reliable bond between the workpieces.
These electrodes differ from carbon steel electrodes in performance. Carbon steel electrodes are used for general applications. They offer limited corrosion resistance. Stainless steel arc welding electrodes provide better corrosion resistance. They are suitable for harsh and demanding environments.
SMAW stainless steel electrodes are widely used in industrial welding.
They are suitable for manual welding applications and offer reliable performance.
Types of Stainless Steel Welding Electrodes
There are different types of stainless steel electrodes used in welding. Each type is designed for specific applications and conditions.
Austenitic Stainless Steel Electrodes
These are the most widely used electrodes. They offer high corrosion resistance and good weldability.
Ferritic Stainless Steel Electrodes
These electrodes provide moderate corrosion resistance and good strength. They are used in applications that require stability and durability.
Martensitic Stainless Steel Electrodes
These electrodes offer high strength and hardness. They are used in wear-resistant applications such as tools and components.
Duplex Stainless Steel Electrodes
These combine strength and corrosion resistance. They are used in demanding industrial conditions.
These categories define the main types of stainless steel electrodes. Each type has specific stainless steel electrode grades. These grades are selected based on strength, corrosion resistance, and application needs.
Key Advantages of Stainless Steel Welding Electrodes
High Corrosion Resistance
These are corrosion-resistant welding electrodes. They perform well in harsh environments.
High Strength and Durability
They create strong weld joints. This increases the life of the structure.
Excellent Heat Resistance
They can withstand high temperatures. This makes them suitable for industrial use.
Superior Weld Quality
They produce clean and smooth welds. This improves overall performance.
Versatility Across Welding Processes
They are used in different methods, including stick welding stainless steel.
These are key benefits of stainless steel welding rods.
Common Applications of Stainless Steel Electrodes
The applications of stainless steel electrodes are wide across industries. They are used where strength and corrosion resistance are important.
-
Oil and gas industry
-
Chemical processing plants
-
Food processing equipment
-
Shipbuilding
-
Construction projects
-
Power plants
These are part of industrial stainless steel welding consumables used in heavy applications.
How to Choose the Right Stainless Steel Welding Electrode
Choosing the right electrode is important for achieving good results. The wrong selection can affect weld quality and performance.
Consider the following factors:
-
Base metal composition
-
Welding position
-
Electrode grade
-
Welding process
Selecting the best electrode for stainless steel welding improves performance. Proper selection also reduces defects and increases efficiency.
Why Choose D&H Secheron Stainless Steel Electrodes
D&H Secheron is a trusted stainless steel electrode manufacturer. We offer high-quality welding solutions for industrial applications. Our product range includes various grades and specifications. Each product is designed to meet industry standards.
We focus on consistency, performance, and reliability. We support industrial needs as a dependable welding consumables manufacturer. Our electrodes are designed for safe and efficient operations.
Conclusion
Stainless steel welding electrodes are essential for industrial welding. They offer strength, corrosion resistance, and durability. They are used across industries that demand high performance. Choosing the right electrode improves weld quality and long-term reliability. D&H Secheron provides trusted welding solutions for modern industries. Our products are designed for safe and efficient operations.
Table of Contents
-
Introduction
-
Common Issues in Stainless Steel Welding
a. Weld Distortion in Stainless Steel
b. Heat Tint on Stainless Steel Welds
c. Intergranular Corrosion in Stainless Steel Welds
-
Choosing the Best Welding Method and Filler Metals for Stainless Steel
-
Welding Practices That Ensure Strong Stainless Steel Welds
-
Conclusion
-
Key Takeaways
Introduction
Among all industrial metals, stainless steel is one of the most widely used yet most challenging to weld. Known for its strength, corrosion resistance, and ability to withstand high temperatures, stainless steel has become the backbone of industries such as food processing, medical equipment, marine, and chemical plants.
Its unique properties come from alloying elements like chromium (minimum 10%) and nickel, which provide long-lasting durability and resistance to oxidation.
To achieve strong, defect-free welds, it’s essential to choose the best welding method for stainless steel and pair it with the right filler metals for stainless steel welding.
Stainless steel comes in four main grades, each with its own welding characteristics and microstructural considerations:
-
Austenitic Stainless Steel: Single-phase, commonly used for welding rods
-
Ferritic Stainless Steel: Single-phase, cost-effective
-
Martensitic Stainless Steel: Suitable for high wear and tear applications
-
Austenitic-ferritic (duplex) Stainless Steel: Double-phase with both ferrite and austenite
Understanding these fundamentals helps determine the best welding method for stainless steel, ensuring durable, high-quality welds while preserving the alloy’s excellent properties.
Common Issues in Stainless Steel Welding
Welding stainless steel presents several challenges that even experienced welders encounter. Let’s break down the key issues:
a. Weld Distortion in Stainless Steel
Stainless steel has poor thermal conductivity, meaning heat tends to stay concentrated in the weld area rather than spreading evenly. This uneven expansion and contraction often cause weld distortion in stainless steel, leading to misalignment and reduced precision.
Solution: Use low-heat input methods like TIG, short weld passes, and proper clamping to reduce distortion.
b. Heat Tint on Stainless Steel Welds
When stainless steel is exposed to high temperatures during welding, chromium reacts with oxygen in the air, forming a thin oxide layer called heat tint on stainless steel welds. This discoloration ranges from light gold to deep blue and signals a loss of corrosion resistance, which is particularly concerning in food processing, medical, and chemical industries. Heat tint can also compromise the aesthetic appearance of polished stainless steel surfaces.
Solution: Apply weld purging stainless steel with inert gases such as argon, use controlled heat input, and finish with passivation or pickling.
c. Intergranular Corrosion in Stainless Steel Welds
During welding, prolonged exposure to high heat can lead to chromium carbide precipitation along grain boundaries, causing intergranular corrosion in stainless steel welds. This weakens structural integrity and is especially critical in pipelines, marine, and chemical applications.
Solution: Use low-carbon or stabilised grades, select the right filler metals for stainless steel welding, and carefully control heat input.
Choosing the Right Welding Method and Filler Metals for Stainless Steel
-
Welding Methods for Stainless Steel
Selecting the best welding method for stainless steel is key to achieving strong, durable, and visually appealing welds. The choice depends on factors like metal thickness, project complexity, and the welder’s skill level:
-
TIG Welding (Gas Tungsten Arc Welding): Ideal for thin materials or projects where precision and a clean bead appearance are critical. TIG welding allows excellent control over the arc and heat, helping reduce weld distortion in stainless steel and produce flawless results.
-
MIG Welding (Gas Metal Arc Welding): A faster, efficient option for larger fabrication work. MIG welding balances speed and weld quality, making it suitable for industrial applications.
-
Spot Welding: A cost-effective solution for smaller or less critical projects. It works well when budget and simplicity are priorities.
Choosing the right welding method ensures the finished weld maintains strength, durability, and aesthetic appeal while minimizing common issues like heat tint on stainless steel welds.
-
Filler Metals for Stainless Steel Welding
Equally important to the welding method is the selection of filler metals for stainless steel welding. The correct filler ensures proper fusion, maintains corrosion resistance, and prevents long-term problems such as intergranular corrosion in stainless steel welds.
-
Austenitic Stainless Steel: Commonly welded using 308L filler metals to preserve corrosion resistance and structural integrity.
-
Duplex Stainless Steel: Requires matching duplex filler metals to maintain the balance of ferrite and austenite phases.
-
Martensitic and Ferritic Stainless Steel: Filler metals are chosen based on hardness, wear resistance, and the desired mechanical properties.
Using the right combination of welding method and filler metal ensures smooth, high-quality welds that are strong, durable, and resistant to corrosion.
Welding Practices for Durable Stainless Steel Welds
Even with the best welding techniques and filler metals, following proper practices is key to achieving high-quality results:
-
Controlling Heat Input: Excessive heat increases the risk of weld distortion in stainless steel and can cause heat tint on stainless steel welds. Using proper amperage, travel speed, and preheating when necessary helps control this.
-
Weld Purging Stainless Steel: Shielding the backside of the weld with inert gas (commonly argon) prevents oxidation, maintaining corrosion resistance and visual quality.
-
Proper Joint Preparation: Cleaning surfaces, removing scale or contaminants, and maintaining correct gap and alignment reduces weld defects.
-
Minimizing Stress and Distortion: Tack welding strategically and using clamps or fixtures ensures the metal holds its shape during welding and cooling.
-
Post-Weld Finishing: Pickling, passivation, or mechanical finishing can remove heat tint and enhance corrosion resistance.
Conclusion
Understanding the type of welding that is best for stainless steel is essential for achieving strong, precise, and durable welds. Whether your project involves industrial equipment, structural assemblies, or high-precision components, each welding method offers distinct advantages for different applications.
Pairing the right welding method for stainless steel with quality filler metals for stainless steel welding ensures optimal efficiency, reduces weld distortion in stainless steel, and maintains corrosion resistance.
Looking for premium welding consumables for stainless steel?
At D&H Sécheron, we offer high-quality products for strength, precision, and durability. Explore our range or consult our experts today to find the ideal product for your application.
Key Takeaways
-
Stainless steel welding presents challenges such as distortion, heat tint, and intergranular corrosion.
-
Correct welding methods and filler metals are crucial for durability and aesthetics.
-
Purging and controlled heat input help maintain corrosion resistance.
-
D&H Sécheron provides high-quality welding consumables for all types of welding, ensuring professional results.



